一种U型不等边钛合金型材生产方法与流程
一种u型不等边钛合金型材生产方法
技术领域
1.本发明涉及金属加工领域,尤其涉及一种u型不等边钛合金型材生产方法。
背景技术:
2.钛合金指的是多种用钛与其他金属制成的合金金属。钛是20世纪50年代发展起来的一种重要的结构金属,钛合金强度高、耐蚀性好、耐热性高;
3.钛合金型材在应用中具有多种形状,其中包括u形不等边型材。
4.目前对u形不等边型材钛合金的生产,传统生产方式分为两种,第一种为钛板材折弯,利用折弯机折弯加工成90
°
直角等边型材。此种方式容易造成直角部位材料断裂板材浪费过大,角度偏大或偏小,精度无法控制,成品长度受折弯机刀口限制,折弯型材成品r角无补肉填充其支撑强度及承载强度无法满足材料应用要求。
5.第二种为利用钛板条焊接成型,首先将u型材腰部、腿部用料切割成长板条状,用氩弧焊将两只腿部焊接到腰部板条上,此种生产方法成本高昂,人工生产效率低下,且焊接时产生的热感应区分布整条u型材上,大大减小了材料的支撑强度及耐腐蚀性能。
6.因此,有必要提供一种u型不等边钛合金型材生产方法解决上述技术问题。
技术实现要素:
7.本发明提供一种u型不等边钛合金型材生产方法,解决了u型不等边钛合金型材生产方法成本高的问题。
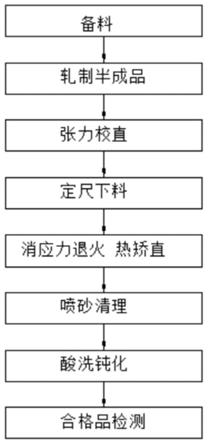
8.为解决上述技术问题,本发明提供的u型不等边钛合金型材生产方法,包括以下步骤:
9.s1:准备钛合金板条坯料;
10.s2:将钛合金板条坯料用箱式电阻炉加热至950℃后,转入自动送料跑道,用φ365纵列式6连轧机组连续通过k12、k11、k10、k9、k8、k7孔型,空冷至室温,用砂轮打磨机对经轧制后的钛合金坯料半成品表面进行修磨,清理缺陷及裂纹,然后重新加热至930℃,保温40分钟,再用φ365纵列式6连轧机组连续通过k6、k5、k4、k3、k2、k1孔型,轧制出半成品;
11.s3:利用热轧后材料余温,通过自动跑道输送至在线辊式张力矫直机,进行张力矫直;
12.s4:材料冷却后,用带锯床进行长度定尺下料;
13.s5:消应力退火矫直,将下料后型材装入台车式电阻退火炉,温度700~800℃消应力退火,保温30分钟,出炉后送入11辊矫直机进行热矫直;
14.s6:用通过式喷砂机喷砂清理表层氧化皮:
15.s7:酸洗钝化表面,将喷砂后型材放入酸槽中酸洗钝化,表明酸洗至银灰色即可;
16.s8:用水寖式超声波探伤机进行探伤,标准为a级,介质为水,探伤合格为成品,不合格为废品。
17.优选的,所述s7中酸液比例为硝酸15%、氢氟酸5%,其余为水。
18.优选的,所述s2中砂轮打磨机包括放置板,所述放置板的一端设置有夹锁机构,所述放置板的另一端设置有定位板,所述放置板的一侧设置有滑轨,所述滑轨上滑动连接有安装架,所述安装架的一侧通过固定架安装有滚轮,所述滚轮的一侧安装有驱动电机,所述安装架上安装有可调节打磨机构。
19.优选的,所述安装架的一侧设置有轴向带动机构,所述轴向带动机构包括带动轴和从动轴,所述带动轴转动连接于所述固定架上,所述带动轴的表面固定连接有齿轮,所述滑轨的一侧固定连接有齿板,所述齿轮与所述齿板啮合。
20.优选的,所述带动轴的表面且位于齿轮的一侧固定连接有第一传动轮,所述从动轴贯穿转动连接于所述安装架上,所述从动轴的表面固定连接有第二传动轮,所述第二传动轮通过传动带与第一传动轮传动连接。
21.优选的,所述安装架上转动连接有旋转机构,所述旋转机构包括旋转轴,所述旋转轴上贯穿开设有矩形孔,所述旋转轴的表面固定连接有从动锥齿轮,所述从动轴位于安装架内部的一端固定连接有主动锥齿轮,所述主动锥齿轮与所述从动锥齿轮啮合。
22.优选的,所述可调节打磨机构包括连接架,所述连接架上固定安装有第二伸缩缸,所述第二伸缩缸的输出端转动连接有矩形轴,所述矩形轴通过矩形孔贯穿旋转轴,所述矩形轴的底端连接有打磨盘。
23.优选的,所述夹锁机构包括第一伸缩缸,所述第一伸缩缸安装于所述放置板的一端,所述第一伸缩缸的输出轴连接有l形锁板。
24.优选的,所述安装架的一端转动连接有支撑板,所述支撑板的底部安装有支撑轮,所述安装架的一端设置有定位机构。
25.优选的,所述定位机构包括支撑轴,所述支撑板的一端套设于所述支撑轴的表面,所述支撑轴的一端固定连接有固定板,所述固定板的一侧固定连接有螺帽,所述螺帽的内部螺纹连接有定位销,所述支撑板的上侧开设有定位孔。
26.与相关技术相比较,本发明提供的u型不等边钛合金型材生产方法具有如下有益效果:
27.本发明提供一种u型不等边钛合金型材生产方法,轧制过程中全自动完成,无需人工操作,节约轧制成本,主机设备轧辊辊面利用率相比传统方式提高20%,生产方式可节约人工7-8人,成品收得率达85%以上,大大降低了原材料成本,满足批量生产的重要条件。
附图说明
28.图1为本发明提供的u型不等边钛合金型材生产方法的步骤框图;
29.图2为本发明k1孔型图;
30.图3为本发明k2孔型图;
31.图4为本发明k3孔型图;
32.图5为本发明k4孔型图;
33.图6为本发明k5孔型图;
34.图7为本发明k6孔型图;
35.图8为本发明k7孔型图;
36.图9为本发明k8孔型图;
37.图10为本发明k9孔型图;
38.图11为本发明k10孔型图;
39.图12为本发明k11孔型图;
40.图13为本发明k12孔型图;
41.图14为本发明提供的u型不等边截面图;
42.图15为本发明提供的u型不等边钛合金型材生产方法的第三实施例的结构示意图;
43.图16为图1所示的输送结构的结构示意图;
44.图17为图1所示的a部放大示意图;
45.图18为图1所示的b部放大示意图;
46.图19为图1所示的c部放大示意图。
47.图中标号:
48.1、放置板,
49.2、夹锁机构,21、第一伸缩缸,22、l形锁板,3、定位板,4、滑轨,5、安装架,
50.6、轴向带动机构,61、带动轴,62、齿轮,63、第一传动轮,64、从动轴,65、第二传动轮,66、主动锥齿轮,
51.7、齿板,
52.8、可调节打磨机构,81、连接架,82、第二伸缩缸,83、矩形轴,84、打磨盘,
53.9、旋转机构,10、滚轮,11、驱动电机,12、连接臂,13、支撑轮,14、支撑板,
54.15、定位机构,151、支撑轴,152、固定板,153、螺帽,154、定位销。
具体实施方式
55.下面结合附图和实施方式对本发明作进一步说明。
56.第一实施例
57.请结合参阅图1-14,其中,一种u型不等边钛合金型材生产方法,包括以下生产步骤:
58.s1:准备钛合金板条坯料为钛合金牌号ta15的钛合金板条料坯料,尺寸为:δ15
×
95
×
4000mm
59.s2:该坯料用箱式电炉加热至950℃后,转入自动送料跑道,用φ365纵列式6连轧机组连续通过k12、k11、k10、k9、k8、k7孔型进行轧制,空冷至室温,用手提砂轮对表面进行修磨,清理缺陷及裂纹,然后重新加热至930℃,保温40分钟,再用φ365纵列式6连轧机组连续通过k6、k5、k4、k3、k2、k1孔型,轧制出半成品。
60.s3:利用热轧后材料余温,通过自动跑道输送至在线辊式张力矫直机,进行张力矫直。
61.轧辊直径配比方式如下:轧机工作速度为5米/秒
[0062][0063]
s4:材料冷却后,用带锯床进行长度定尺下料,将其锯切成长度6米/支。
[0064]
s5消应力退火矫直,将下料后型材装入台车式电阻退火炉,温度780℃消应力退火,保温30分钟,出炉后送入11辊矫直机进行热矫直,矫直后直线度可达到2mm/m。
[0065]
s6:用通过式喷砂机喷砂清理表层氧化皮。
[0066]
s7:酸洗钝化表面,将喷砂后型材放入酸槽中酸洗钝化,酸液比例为硝酸15%、氢氟酸5%,其余为水,浸泡15分钟左右,表明酸洗至银灰色即可,然后用清水冲洗干净。
[0067]
s8:用超声波探伤机进行探伤,标准为a级,介质为水,探伤合格为成品,探伤不合格为废品,探伤结束后成品放入室温为60℃烘干室内烘干。
[0068]
经以上生产方式加工后,成品规格为:b50
×
h32
×
b20
×
δ3mm的u型不等边型材成品力学性能实测值如下图
[0069][0070][0071]
型材尺寸厚度公差满足
±
0.2mm,型材表面光泽,无裂纹、无夹杂、组织均匀、无偏析,超声波探伤满足a级标准。
[0072]
第二实施例
[0073]
请结合参阅图1-14,其中,一种u型不等边钛合金型材生产方法,包括以下生产步骤:
[0074]
s1:准备钛合金板条坯料为为钛合金牌号tc4的钛合金板条料坯料,尺寸为δ15
×
95
×
4000mm
[0075]
s2:将该坯料用箱式电炉加热至930℃后,转入自动送料跑道,用φ365纵列式6连轧机组连续通过k12、k11、k10、k9、k8、k7孔型进行轧制,空冷至室温,用手提砂轮对表面进行修磨,清理缺陷及裂纹,然后重新加热至930℃,保温40分钟,再用φ365纵列式6连轧机组连续通过k6、k5、k4、k3、k2、k1孔型,轧制出半成品。
[0076]
s3:利用热轧后材料余温,通过自动跑道输送至在线辊式张力矫直机,进行张力矫直;
[0077]
轧辊直径配比方式如下:轧机工作速度为5.5米/秒
[0078][0079]
s4:材料冷却后,用带锯床进行长度定尺下料,用带锯床锯切成长度6米/支。
[0080]
s5:消应力退火矫直,将下料后型材装入台车式退火炉,温度780℃消应力退火,保温30分钟,出炉后送入11辊矫直机进行热矫直,矫直后直线度可达到2mm/m。
[0081]
s6:用通过式喷砂机喷砂清理表层氧化皮。
[0082]
s7:酸洗钝化表面,将喷砂后型材放入酸槽中酸洗钝化,酸液比例为硝酸15%、氢氟酸5%,其余为水,浸泡15分钟左右,表明酸洗至银灰色即可,然后用清水冲洗干净。
[0083]
s8:用超声波探伤机进行探伤,标准为a级,介质为水,探伤合格为成品,探伤不合格为废品,探伤结束后成品放入室温为60℃烘干室内烘干。
[0084]
经以上生产方式加工后,b80
×
h43
×
b20
×
δ3mm的u型不等边型材成品力学性能实测值如下图
[0085][0086]
u型材尺寸厚度公差满足
±
0.2mm,型材表面光泽,无裂纹、无夹杂、组织均匀、无偏析,超声波探伤满足a级标准。
[0087]
与相关技术相比较,本发明提供的u型不等边钛合金型材生产方法具有如下有益效果:
[0088]
该u型不等边钛合金型材,轧制过程中全自动完成,无需人工操作,节约轧制成本,主机设备轧辊辊面利用率相比传统方式提高20%,生产方式可节约人工7-8人,成品收得率达85%以上,大大降低了原材料成本,满足批量生产的重要条件。
[0089]
第三实施例
[0090]
请结合参阅图15、图16、图17、图18和图19,基于本技术的第一实施例提供的u型不等边钛合金型材生产方法,本技术的第三实施例提出另一种u型不等边钛合金型材生产方法。第三实施例仅仅是第一实施例优选的方式,第二实施例的实施对第一实施例的单独实施不会造成影响。
[0091]
具体的,本技术的第三实施例提供的u型不等边钛合金型材生产方法的不同之处在于,u型不等边钛合金型材生产方法,所述s2中砂轮打磨机包括放置板1,所述放置板1的一端设置有夹锁机构,所述放置板1的另一端设置有定位板3,所述放置板1的一侧设置有滑轨4,所述滑轨4上滑动连接有安装架5,所述安装架5的一侧通过固定架安装有滚轮10,所述滚轮10的一侧安装有驱动电机11,所述安装架5上安装有可调节打磨机构8。
[0092]
放置板1用于放置待打磨的钛合金板条坯料,将钛合金板条坯料放置在放置板1的中间,滚轮10滑入滑轨4的内部。
[0093]
所述安装架5的一侧设置有轴向带动机构6,所述轴向带动机构6包括带动轴61和
从动轴64,所述带动轴61转动连接于所述固定架上,所述带动轴61的表面固定连接有齿轮62,所述滑轨4的一侧固定连接有齿板7,所述齿轮62与所述齿板7啮合。
[0094]
所述带动轴61的表面且位于齿轮62的一侧固定连接有第一传动轮63,所述从动轴64贯穿转动连接于所述安装架5上,所述从动轴64的表面固定连接有第二传动轮65,所述第二传动轮65通过传动带与第一传动轮63传动连接。
[0095]
第二传动轮65的直径小于第一传动轮63,且传动臂不大于1:3,从而可以对从动轴64提速,即对打磨盘进行提速处理,其中第一传动轮63和第二传动轮65可以为齿轮或者皮带轮,其中对应的传动带为链条或者皮带。
[0096]
所述安装架5上转动连接有旋转机构9,所述旋转机构9包括旋转轴91,所述旋转轴91上贯穿开设有矩形孔93,所述旋转轴91的表面固定连接有从动锥齿轮92,所述从动轴64位于安装架5内部的一端固定连接有主动锥齿轮66,所述主动锥齿轮66与所述从动锥齿轮92啮合。
[0097]
旋转轴91的上端转动连接于安装架5转动连接,主动锥齿轮66的直径与从动锥齿轮92的直径相同,或者主动锥齿轮66的直径大于从动锥齿轮92。
[0098]
所述可调节打磨机构8包括连接架81,所述连接架81上固定安装有第二伸缩缸82,所述第二伸缩缸82的输出端转动连接有矩形轴83,所述矩形轴83通过矩形孔93贯穿旋转轴91,所述矩形轴83的底端连接有打磨盘84。
[0099]
第一伸缩缸21和第二伸缩缸82为气缸或者液压缸,有电力驱动,其中第二伸缩缸82通过蓄电池供电,第一伸缩缸21通过电源线与外部电源连接供电。
[0100]
所述夹锁机构2包括第一伸缩缸21,所述第一伸缩缸21安装于所述放置板1的一端,所述第一伸缩缸21的输出轴连接有l形锁板22。
[0101]
l形锁板22和位于放置板1另一侧的定位板3高度均低于合金板材,便于打磨盘对合金板材端部进行打磨。
[0102]
所述安装架5的一端转动连接有支撑板14,所述支撑板14的底部安装有支撑轮,所述安装架5的一端设置有定位机构15。
[0103]
所述定位机构15包括支撑轴151,所述支撑板14的一端套设于所述支撑轴151的表面,所述支撑轴151的一端固定连接有固定板152,所述固定板152的一侧固定连接有螺帽153,所述螺帽153的内部螺纹连接有定位销154,所述支撑板14的上侧开设有定位孔。
[0104]
通过设置定位销154配合支撑板14上的定位孔,可以对支撑板14的轴向进行限位,使其稳定的对安装架5进行支撑;
[0105]
其中支撑板14与支撑轴151套设的部分粘接有橡胶套,可以辅助对支撑板14辅助轴向限位;
[0106]
其中定位销154的端部设置带动柄,定位销154靠近带动柄的一端开设有与螺帽153适配的螺纹;
[0107]
其中再将待打磨的板材放置到放置板1的中间后,通过夹锁机构2配合定位板3对板材进行夹紧,然后将支撑板12放下,通过支撑轮13对其支撑,然后通过定位机构15对其限位;
[0108]
然后通过开关,启动驱动电机11,驱动电机11带动滚轮10转动,从而带动整个打磨设备进行移动,安装架5移动的过程中,可以齿轮62与齿板7作用,带动带动轴61转动,带动
轴61通过第一传动轮63和第二传动轮65带动从动轴64转动,从动轴64带动主动锥齿轮66主动,主动锥齿轮66通过从动锥齿轮92带动旋转轴91转动,旋转轴91带动矩形轴83转动,从而带动打磨盘84转动,其中在开启驱动电机11前,启动第二伸缩缸82,推动打磨盘84与待加工的板件上侧接触;
[0109]
从而在驱动电机11带动安装架5移动的同时,通过轴向带动机构6可以带动打磨盘84转动,对板材进行打磨处理,减少驱动设备的加入,更加的节能环保,且通过自动打磨处理,节省的人工的加入,降低成本;
[0110]
其中在放置板1的两端均设置光电开关,当安装架5移动至放置板1一端设置可以控制驱动电机11自动停止,且驱动电机11通过蓄电池供电,电池设置在安装架5上,且驱动电机11的输出轴可以正反向转动。
[0111]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1