一种不锈钢钢管焊接工艺的制作方法
1.本发明涉及焊接技术领域,具体为一种不锈钢钢管焊接工艺。
背景技术:
2.现代焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。除了在工厂中使用外,焊接还可以在多种环境下进行,如野外、水下和太空。无论在何处,焊接都可能给操作者带来危险,所以在进行焊接时必须采取适当的防护措施。焊接给人体可能造成的伤害包括烧伤、触电、视力损害、吸入有毒气体、紫外线照射过度等。目前在不锈钢钢管进行焊接的时候,焊接高温产生四溅的焊渣飞溅,导致钢管管壁粘附大量的焊渣,影响不锈钢钢管质量。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种不锈钢钢管焊接工艺,实现了解决上述问题的目的。
4.为实现以上目的,本发明通过以下技术方案予以实现:一种不锈钢钢管焊接工艺,包括插接套与不锈钢钢管,采用机械方式切割不锈钢复合管道坡口,切割后有效去除表面氧化皮、熔渣及影响焊接质量的表面层,且去掉的表面层厚度不小于5mm,端面倾斜偏差为管子外径的1%,坡口根部间隙1.5-2.8mm,焊接前预热温度160-175℃,预热范围距焊缝端口80-120mm,采用小电流、短电弧的焊接方式焊接,焊接前将插接套相互插接套在不锈钢钢管外部;
5.所述插接套内壁与不锈钢钢管外壁接触,所述插接套内壁固定连接有导热板,所述插接套内部设置有焊渣收集机构;
6.所述焊渣收集机构包括升降块、滑杆、气孔a、气孔b、滑块、长弧形槽、磁块、刮板、弹性绳,所述插接套内部开设有储气槽,所述升降块外壁与储气槽内壁滑动连接,所述升降块外壁与滑杆一端固定连接,所述滑杆另一端贯穿插接套外壁并与储气槽内壁滑动连接,所述气孔a开设在储气槽内部,所述气孔b开设在长弧形槽内部,所述长弧形槽开设在插接套内部,所述滑块外壁与长弧形槽内壁滑动连接,所述磁块外壁与插接套外壁滑动连接,所述磁块外壁与刮板内壁固定连接,所述弹性绳一端与刮板外壁固定连接,所述弹性绳另一端与插接套外壁固定连接,所述刮板内部设置有震动抖落机构,所述插接套内部设置有刮擦清洁收集机构;
7.所述刮擦清洁收集机构包括推板、转块、旋转板,所述推板一端与转块外壁固定连接,所述插接套内部开设有滑腔,所述转块两端与滑腔内壁正面、内壁背面通过轴承转动连接,所述转块外壁与旋转板一端固定连接,所述旋转板另一端与滑腔内壁滑动连接。
8.优选的,所述刮擦清洁收集机构还包括弹性板、气槽、挡板,所述旋转板外壁与弹性板一端固定连接,所述弹性板另一端与滑腔内壁固定连接,所述气槽开设在插接套内部,所述插接套内部开设有弧形槽,所述挡板外壁与弧形槽内壁滑动连接。
9.优选的,所述震动抖落机构包括推块、小弹性板、通气槽、连接板、小转块、开合板,所述推块外壁与刮板内壁滑动连接,所述推块外壁与小弹性板一端固定连接,所述小弹性板另一端与刮板内壁固定连接,所述通气槽开设在刮板内部,所述连接板一端与小转块外壁固定连接,所述刮板内部开设有小滑腔a与小滑腔b,所述连接板另一端与小滑腔a内壁滑动连接,所述开合板一端与小转块外壁固定连接,所述开合板另一端与小滑腔b内壁滑动连接。
10.优选的,所述滑块与磁块相对一侧的磁性为异极,从而进行异极相吸。
11.优选的,所述磁块与滑块的磁吸力大于弹性绳的弹性力,保证磁块与滑块的磁吸住不会被弹性绳拉走。
12.优选的,所述插接套外壁开设有凹槽,从而进行集中收集残渣。
13.优选的,所述插接套外壁固定连接有挡块,从而对刮板进行限位。
14.优选的,所述气孔a内部与储气槽内部连通,所述气孔a内部与气孔b内部连通,所述气孔b内部与长弧形槽内部连通,从而使得空气可以连通。
15.本发明提供了一种不锈钢钢管焊接工艺。具备以下有益效果:
16.(1)、一种不锈钢钢管焊接工艺,通过设置焊渣收集机构,从而可以在长时间进行焊接,温度持续升高的时候,自动的通过滑杆升高来针对性的提升对高负荷焊接时大量飞溅的火花与焊渣进行高效阻挡,而在短时间焊接则不会因为滑杆的升起而阻碍焊接工作。
17.(2)、一种不锈钢钢管焊接工艺,通过设置焊渣收集机构,在升降块上升的时候,会推动储气槽上部的空气进入气孔a至气孔b内部,并进入长弧形槽中推动滑块在长弧形槽内部滑动,通过滑块与磁块为异极的磁性相吸,同步通过磁块带动刮板在插接套外壁进行滑动并对插接套外壁进行实时刮擦,将插接套外壁进行阻挡的火星与焊渣进行实时的刮擦刮除,保持插接套外壁的清洁干燥,提升插接套长时间的使用寿命。
18.(3)、一种不锈钢钢管焊接工艺,通过设置刮擦清洁收集机构,在高负荷的焊接下,储气槽内部的温度则持续升高,至升降块升高至最顶出,推动滑块在长弧形槽内滑动至最顶出,从而带动磁块同步滑动时,滑块在长弧形槽最顶处时,磁块与刮板被插接套外壁的突起挡块进行阻挡,从而随着滑块的继续滑动脱离于磁块的磁吸,从而刮板受到弹性绳的拉力将其瞬间拉回,在插接套外壁进行从上往下的快速刮擦,进一步的提升了对插接套外壁的清洁效果。
19.(4)、一种不锈钢钢管焊接工艺,通过设置刮擦清洁收集机构,在插接套外壁进行从上往下的快速刮擦,进一步的提升了对插接套外壁的清洁效果,同时在刮板瞬间滑落的时候,撞击推板,推板被撞击带动转块同步旋转,转块带动旋转板在滑腔内旋转并挤压滑腔内的弹性板与内部空气,通过气槽进入插接套内的弧形槽中,并推动弧形槽内的挡板上升,从而使得在刮板瞬间滑动下落对插接套外壁进行刮擦的时候,将大量刮擦出的杂物瞬间推动至插接套内部开设的凹槽中,进行集中收集的时候,自动将挡板上升抬起,对快速推入凹槽内的焊渣进行阻挡,防止被刮板推散至其他位置,防止四处溅射,更加集中的进行收集。
20.(5)、一种不锈钢钢管焊接工艺,通过设置震动抖落机构,在刮板高速滑落并停止的时候,刮板内部的推块通过自身的惯性在滑槽内滑动挤压小弹性板,并推动内部空气通过通气槽进入小滑腔a内推动连接板带动小转块旋转,小转块则带动开合板旋转,从而在刮板滑落停止后,可以通过推块的震动与开合板的同步震动旋转,对刮板外部进行自动震动
清洁,将铲除的大量焊渣通过震动将其抖落,进一步提升刮板外壁的清洁效果,方便往复使用,并将焊渣进行高效收集。
附图说明
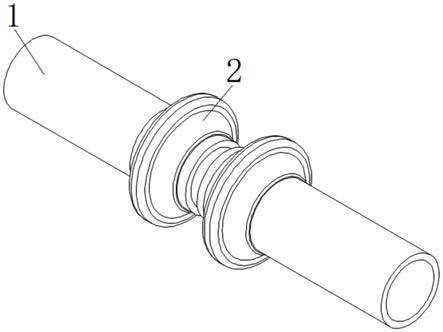
21.图1为本发明结构示意图;
22.图2为本发明正面剖视图;
23.图3为本发明图2的a处放大图;
24.图4为本发明图3的b处放大图;
25.图5为本发明图4的c处放大图。
26.图中:1不锈钢钢管、2插接套、3焊渣收集机构、301升降块、302滑杆、303气孔a、304气孔b、305滑块、306长弧形槽、307磁块、308刮板、309弹性绳、4刮擦清洁收集机构、401推板、402转块、403旋转板、404弹性板、405气槽、406挡板、5震动抖落机构、501推块、502小弹性板、503通气槽、504连接板、505小转块、506开合板、6导热板。
具体实施方式
27.请参阅图1-5,本发明提供一种技术方案:一种不锈钢钢管焊接工艺,包括插接套2与不锈钢钢管1,插接套2外壁开设有凹槽,插接套2外壁固定连接有挡块,采用机械方式切割不锈钢复合管道坡口,切割后有效去除表面氧化皮、熔渣及影响焊接质量的表面层,且去掉的表面层厚度不小于5mm,端面倾斜偏差为管子外径的1%,坡口根部间隙1.5-2.8mm,焊接前预热温度160-175℃,预热范围距焊缝端口80-120mm,采用小电流、短电弧的焊接方式焊接,焊接前将插接套2相互插接套在不锈钢钢管1外部;
28.插接套2内壁与不锈钢钢管1外壁接触,插接套2内壁固定连接有导热板6,插接套2内部设置有焊渣收集机构3;
29.焊渣收集机构3包括升降块301、滑杆302、气孔a303,气孔a303内部与储气槽内部连通,气孔a303内部与气孔b304内部连通,气孔b304内部与长弧形槽306内部连通,气孔b304、滑块305,滑块305与磁块307相对一侧的磁性为异极,长弧形槽306、磁块307,磁块307与滑块305的磁吸力大于弹性绳309的弹性力,刮板308、弹性绳309,插接套2内部开设有储气槽,升降块301外壁与储气槽内壁滑动连接,升降块301外壁与滑杆302一端固定连接,滑杆302另一端贯穿插接套2外壁并与储气槽内壁滑动连接,气孔a303开设在储气槽内部,气孔b304开设在长弧形槽306内部,长弧形槽306开设在插接套2内部,滑块305外壁与长弧形槽306内壁滑动连接,磁块307外壁与插接套2外壁滑动连接,磁块307外壁与刮板308内壁固定连接,弹性绳309一端与刮板308外壁固定连接,弹性绳309另一端与插接套2外壁固定连接,刮板308内部设置有震动抖落机构5,插接套2内部设置有刮擦清洁收集机构4;
30.刮擦清洁收集机构4包括推板401、转块402、旋转板403,推板401一端与转块402外壁固定连接,插接套2内部开设有滑腔,转块402两端与滑腔内壁正面、内壁背面通过轴承转动连接,转块402外壁与旋转板403一端固定连接,旋转板403另一端与滑腔内壁滑动连接。
31.刮擦清洁收集机构4还包括弹性板404、气槽405、挡板406,旋转板403外壁与弹性板404一端固定连接,弹性板404另一端与滑腔内壁固定连接,气槽405开设在插接套2内部,插接套2内部开设有弧形槽,挡板406外壁与弧形槽内壁滑动连接。
32.震动抖落机构5包括推块501、小弹性板502、通气槽503、连接板504、小转块505、开合板506,推块501外壁与刮板308内壁滑动连接,推块501外壁与小弹性板502一端固定连接,小弹性板502另一端与刮板308内壁固定连接,通气槽503开设在刮板308内部,连接板504一端与小转块505外壁固定连接,刮板308内部开设有小滑腔a与小滑腔b,连接板504另一端与小滑腔a内壁滑动连接,开合板506一端与小转块505外壁固定连接,开合板506另一端与小滑腔b内壁滑动连接。
33.在使用时,通过液压升降机将两个插接套2撑起进行固定,然后将两个插接套2进行相互插接套在两个需要焊接处的不锈钢钢管1外壁,并且通过螺栓进行固定,然后人工在上面对两个不锈钢钢管1进行焊接的时候,焊接产生大量的火星以及焊渣会四溅,并被插接套2外壁进行阻挡,防止飞溅至不锈钢钢管1其他部位,同时在焊接时散发大量的热量,通过导热板6将温度传递至插接套2内部的储气槽内,并使得内部空气快速升温,推动升降块301与滑杆302上升,滑杆302上升时推出插接套2的外部,从而可以在长时间进行焊接,温度持续升高的时候,自动的通过滑杆302升高来针对性的提升对高负荷焊接时大量飞溅的火花与焊渣进行高效阻挡,而在短时间焊接则不会因为滑杆302的升起而阻碍焊接工作,同时在升降块301上升的时候,会推动储气槽上部的空气进入气孔a303至气孔b304内部,并进入长弧形槽306中推动滑块305在长弧形槽306内部滑动,通过滑块305与磁块307为异极的磁性相吸,同步通过磁块307带动刮板308在插接套2外壁进行滑动并对插接套2外壁进行实时刮擦,将插接套2外壁进行阻挡的火星与焊渣进行实时的刮擦刮除,保持插接套2外壁的清洁干燥,提升插接套2长时间的使用寿命,同时在高负荷的焊接下,储气槽内部的温度则持续升高,至升降块301升高至最顶出,推动滑块305在长弧形槽306内滑动至最顶出,从而带动磁块307同步滑动时,滑块305在长弧形槽306最顶处时,磁块307与刮板308被插接套2外壁的突起挡块进行阻挡,从而随着滑块305的继续滑动脱离于磁块307的磁吸,从而刮板308受到弹性绳309的拉力将其瞬间拉回,在插接套2外壁进行从上往下的快速刮擦,进一步的提升了对插接套2外壁的清洁效果,同时在刮板308瞬间滑落的时候,撞击推板401,推板401被撞击带动转块402同步旋转,转块402带动旋转板403在滑腔内旋转并挤压滑腔内的弹性板404与内部空气,通过气槽405进入插接套2内的弧形槽中,并推动弧形槽内的挡板406上升,从而使得在刮板308瞬间滑动下落对插接套2外壁进行刮擦的时候,将大量刮擦出的杂物瞬间推动至插接套2内部开设的凹槽中,进行集中收集的时候,自动将挡板406上升抬起,对快速推入凹槽内的焊渣进行阻挡,防止被刮板308推散至其他位置,防止四处溅射,更加集中的进行收集,同时在刮板308高速滑落并停止的时候,刮板308内部的推块501通过自身的惯性在滑槽内滑动挤压小弹性板502,并推动内部空气通过通气槽503进入小滑腔a内推动连接板504带动小转块505旋转,小转块505则带动开合板506旋转,从而在刮板308滑落停止后,可以通过推块501的震动与开合板506的同步震动旋转,对刮板308外部进行自动震动清洁,将铲除的大量焊渣通过震动将其抖落,进一步提升刮板308外壁的清洁效果,方便往复使用,并将焊渣进行高效收集。
34.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1