一种基于六轴机器人的焊接优化方法
1.本发明涉及焊接设备技术领域,更具体的是,本发明涉及一种基于六轴机器人的焊接优化方法。
背景技术:
2.随着社会的发展,我国制造业水平也得到了极大的提升,在工业制造领域、供热领域、核能领域和电力领域,对焊接提出的要求也更高。
3.由于在传统制造行业施工作业中,需要焊接的设备多为大型设备,质量偏重、结构更加复杂,对焊缝精度和焊接质量的要求也更高,为了确保工件焊接的质量,目前广泛采用手工方式,并且要求焊工具有超高的技术水平,但是由于工件具有易发生变位和焊缝处具有开放性的特点,加工质量并不能保证,以至于焊接的生产周期变长,效率远远不能满足现代制造业的要求,而且,无论在何处进行焊接,焊接环境都可能给操作人员带来危险。
4.这就催生出智能化机器人在焊接领域的应用,智能化机器人焊接效率是焊工操作的4倍以上,并且重复精度和运动精度也更高,焊缝质量基本不会被工作环境与焊工的操作水平所影响,波动性较小,而且,能够可持续高强度的工作,有效减少人工成本。
5.但是,智能化机器人对复杂性焊缝的精度较低,并且由于对轨迹规划过于复杂,计算量过大,而且焊接的参数与焊炬姿态较为固化,程序过于模板化,并不能对复杂焊缝进行实时的变更。
技术实现要素:
6.本发明的目的是设计开发了一种基于六轴机器人的焊接优化方法,根据焊接件与六轴机器人之间的多种状态参数,确定焊接轨迹,同时实时调节六轴机器人的焊接轨迹与需求焊接轨迹重合,提高了焊接效率和焊接精度。
7.本发明提供的技术方案为:
8.一种基于六轴机器人的焊接优化方法,包括如下步骤:
9.步骤一、获取焊接件上的需求焊接轨迹;
10.步骤二、采集六轴机器人各关节与焊缝间的初始距离、六轴机器人的焊枪末端与焊缝间的初始距离、六轴机器人各关节的初始关节转角、六轴机器人各关节与焊缝间的初始角度、六轴机器人的焊枪末端与焊缝间的初始角度、焊缝最大宽度和焊缝最小宽度;
11.步骤三、计算六轴机器人的关节转角和力矩:
12.[0013][0014]
式中,θi为六轴机器人的第i个关节转角,αi为第i个关节的初始关节转角,λi为第i个关节与焊缝间的初始角度,αj为与第i个关节相邻的第j个位置的初始转角,λj为与第i个关节相邻的第j个位置与焊缝间的初始角度,l
ij
为第i个关节与相邻的第j个位置之间的距离,di为第i个关节与焊缝间的间距,dj为第j个位置与焊缝间的间距,i为底座、肩膊、手肘、第一手腕、第二手腕或第三手腕,对应的j依次为肩膊、手肘、第一手腕、第二手腕、第三手腕和焊枪末端,ξ为力矩调节因子,m为六轴机器人的质量,g为重力加速度,d
max
为焊缝最大宽度,d
min
为焊缝最小宽度,ka为焊缝一侧的焊接件转动刚度,kb为焊缝另一侧的焊接件转动刚度,ξ=1.1-2.2;
[0015]
步骤四、对焊缝进行焊接,并对实时焊接轨迹进行跟踪,将实时焊接轨迹与需求焊接轨迹进行比较,若产生焊接偏差,对所述焊接偏差进行补偿;
[0016]
步骤五、焊接完成。
[0017]
优选的是,所述步骤一以双目视觉传感器采集所述需求焊接轨迹。
[0018]
优选的是,所述步骤二中六轴机器人各关节与焊缝间的初始角度均以焊接件为基准平面。
[0019]
优选的是,所述焊缝一侧的焊接件转动刚度满足:
[0020][0021]
式中,s
x
为焊缝一侧的焊接件极限承载弯矩,x
x
为焊缝一侧的焊接件焊接位移。
[0022]
优选的是,所述焊缝另一侧的焊接件转动刚度满足:
[0023][0024]
式中,my为焊缝另一侧的焊接件极限承载弯矩,xy为焊缝另一侧的焊接件焊接位移。
[0025]
优选的是,所述步骤四中对实时焊接轨迹进行跟踪,将实时焊接轨迹与需求焊接轨迹进行比较具体包括:
[0026]
每10mm采样一副焊缝的照片,并将照片中的实时焊接轨迹与需求焊接轨迹进行对比。
[0027]
优选的是,所述步骤四中以模糊控制对所述焊接偏差进行补偿,所述六轴机器人各关节的焊接偏差补偿具体包括:
[0028]
分别将关节角速度δv、角加速度δa以及焊接偏差补偿z转换为模糊论域中的量化等级;
[0029]
将所述关节角速度δv、角加速度δa输入模糊控制模型,所述模糊控制模型中的
关节角速度δv分为7个等级,将角加速度δa分为7个等级,将焊接偏差补偿z分为5个等级;
[0030]
模糊控制模型输出为焊接偏差补偿z,根据所述焊接偏差补偿z,对焊接的偏差进行补偿。
[0031]
优选的是,所述关节角速度δv的论域为[-12,12],角加速度δa的论域为[-5,5],设定量化因子都为1,焊接偏差补偿z的论域为[0,2]。
[0032]
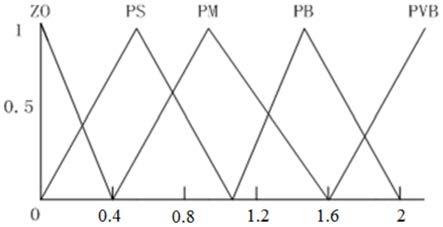
优选的是,所述模糊控制模型中的关节角速度δv分为7个等级,模糊集为{nb,nm,ns,0,ps,pm,pb},将角加速度δa分为7个等级,模糊集为{nb,nm,ns,0,ps,pm,pb},将焊接偏差补偿z分为5个等级,模糊集为{0,ps,pm,pb,pvb};隶属函数均选用三角形隶属函数。
[0033]
本发明所述的有益效果:
[0034]
本发明设计开发的一种基于六轴机器人的焊接优化方法,根据需求焊接轨迹,以焊接件与六轴机器人之间的多种状态参数,确定六轴机器人的各个关节转角和各个关节的力矩,从而确定焊接轨迹,并且能够根据焊接产生的偏差通过模糊控制实时调节六轴机器人的焊接轨迹与需求焊接轨迹重合,提高了焊接效率和焊接精度,确保了焊接过程的稳定性,并且能够适用于多种焊接场合。
附图说明
[0035]
图1为本发明所述各个关节的关节角速度δv的隶属函数图。
[0036]
图2为本发明所述各个关节的角加速度δa的隶属函数图。
[0037]
图3为本发明所述各个关节的焊接偏差补偿z的隶属函数图。
具体实施方式
[0038]
下面结合对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
[0039]
本发明提供的一种基于六轴机器人的焊接优化方法,具体包括如下步骤:
[0040]
步骤一、以双目视觉传感器获取焊接件上的需求焊接轨迹;
[0041]
在另一种实施例中,以高速摄像头获取焊接件上的需求焊接轨迹。
[0042]
步骤二、采集六轴机器人各关节与焊缝间的初始距离、六轴机器人的焊枪末端与焊缝间的初始距离、六轴机器人各关节的初始关节转角、六轴机器人各关节与焊缝间的初始角度、六轴机器人的焊枪末端与焊缝间的初始角度、焊缝最大宽度和焊缝最小宽度;
[0043]
其中,六轴机器人各关节与焊缝间的初始角度均以焊接件为基准平面。
[0044]
步骤三、根据正向运动学和逆向运动学,计算六轴机器人的各个关节转角,并通过焊接件的承载力计算各个关节的力矩:
[0045]
[0046][0047]
式中,θi为六轴机器人的第i个关节转角,
°
,αi为第i个关节的初始关节转角,
°
,λi为第i个关节与焊缝间的初始角度,
°
,αj为与第i个关节相邻的第j个位置的初始转角,
°
,λj为与第i个关节相邻的第j个位置与焊缝间的初始角度,
°
,l
ij
为第i个关节与相邻的第j个位置之间的距离,mm,di为第i个关节与焊缝间的间距,mm,dj为第j个位置与焊缝间的间距,mm,i为底座、肩膊、手肘、第一手腕、第二手腕或第三手腕,对应的j依次为肩膊、手肘、第一手腕、第二手腕、第三手腕和焊枪末端,ξ为力矩调节因子,m为六轴机器人的质量,g,g为重力加速度,m/s2,d
max
为焊缝最大宽度,mm,d
min
为焊缝最小宽度,mm,ka为焊缝一侧的焊接件转动刚度,n﹒m﹒rad-1
,kb为焊缝另一侧的焊接件转动刚度,n﹒m﹒rad-1
,ξ=1.1-2.2;
[0048]
其中,当i为底座时,j为肩膊;i为肩膊时,j为手肘;i为手肘时,j为第一手腕;i为第一手腕时,j为第二手腕;i为第二手腕时,j为第三手腕;i为第三手腕时,j为焊枪末端。
[0049]
其中,所述焊缝一侧的焊接件转动刚度满足:
[0050][0051]
式中,s
x
为焊缝一侧的焊接件极限承载弯矩,n﹒m,x
x
为焊缝一侧的焊接件焊接位移,mm;
[0052]
所述焊缝另一侧的焊接件转动刚度满足:
[0053][0054]
式中,my为焊缝另一侧的焊接件极限承载弯矩,xy为焊缝另一侧的焊接件焊接位移。
[0055]
步骤四、对焊缝进行焊接,并在此过程中每10mm采样一副焊缝的照片,对实时焊接轨迹进行跟踪,并将照片中的实时焊接轨迹与需求焊接轨迹进行对比,若产生焊接偏差,对所述焊接偏差进行补偿;
[0056]
其中,以模糊控制计算所述焊接偏差进行补偿,所述六轴机器人各关节的焊接偏差补偿具体包括:
[0057]
模糊控制器的输入是各个关节的关节角速度δv和与之相对应的各个关节的角加速度δa,输出是焊接偏差补偿z;在无控制时,各个关节的关节角速度δv的变化范围为[-12,12],与之相对应的各个关节的角加速度δa变化范围为[-5,5],设定量化因子都为1,因此其论域分别[-12,12]和[-5,5];各个关节的焊接偏差补偿z的模糊论域为[0,2],为了保证控制的精度,使其在各种关节转动下都能很好地进行控制,根据反复试验,最终将各个关节的关节角速度δv变化范围分为7个等级,模糊集为{nb,nm,ns,0,ps,pm,pb};将各个关节的角加速度δa变化范围分为7个等级,模糊集为{nb,nm,ns,0,ps,pm,pb};输出的各个关节
的焊接偏差补偿z分为5个等级;分别为{0,ps,pm,pb,pvb};隶属函数均选用三角形隶属函数,如图1、2、3所示。
[0058]
模糊控制规则选取经验为:当各个关节的关节角速度δv为正且各个关节的角加速度δa为负时,对应的各个关节的焊接偏差补偿z降低;当各个关节的关节角速度δv负时,对应的各个关节的焊接偏差补偿z根据各个关节的角加速度δa增加或者维持现有焊接轨迹,具体的模糊控制规则表1:
[0059]
表1模糊控制规则
[0060][0061][0062]
步骤五、焊接完成。
[0063]
本发明设计开发的一种基于六轴机器人的焊接优化方法,根据需求焊接轨迹,以焊接件与六轴机器人之间的多种状态参数,确定六轴机器人的各个关节转角和各个关节的力矩,从而确定焊接轨迹,并且能够根据焊接产生的偏差通过模糊控制实时调节六轴机器人的焊接轨迹与需求焊接轨迹重合,提高了焊接效率和焊接精度,确保了焊接过程的稳定性,并且能够适用于多种焊接场合。
[0064]
尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1