双控电动液压管道煨弯机床及煨弯方法与流程
1.本发明涉及建筑工程施工技术领域,特指一种双控电动液压管道煨弯机床及煨弯方法。
背景技术:
2.在我国现有的体育场、大型歌剧院等大型公共建筑中,大部分机电系统都含有弧形管道,而施工现场的弧形管道加工设备仅能满足dn100以下的管道加工,大多数施工现场的大口径管道煨弯都采用厂家热煨弯加工完成后直接运抵现场安装,此方式费时费力,且需要提前提供图纸给管道加工厂商,由于现场管线与图纸存在差异可能会导致管道作废,远不如现场直接根据实际情况加工的弧形管道便捷可靠。
技术实现要素:
3.本发明的目的在于克服现有技术的缺陷,提供一种双控电动液压管道煨弯机床及煨弯方法,解决现有的施工现场大口径管道煨弯采用厂家热煨弯加工存在的费时费力以及易存在差异而导致管道作废的问题。
4.实现上述目的的技术方案是:
5.本发明提供了一种双控电动液压管道煨弯机床,包括:
6.底座;
7.设于所述底座上的两个液压推进器;
8.固设于所述底座上并位于所述液压推进器前侧处的调节平台,所述调节平台高度可调;以及
9.固设于所述底座上并位于所述调节平台远离所述液压推进器一侧的煨弯模具,所述煨弯模具呈弧形状。
10.本发明的管道煨弯机床设置高度可调的调节平台来承托待煨弯的管道,根据待煨弯的管道的直径来调节高度,以使得待煨弯的管道的中部与液压推进器的端部相对应,如此液压推进器能够顶推待煨弯的管道的中部并借助煨弯模具实现管道的煨弯,本发明的煨弯机床能够适用于各种尺寸的管道的煨弯作业,实现了大口径管道在施工现场的煨弯作业,避免了厂家加工存在的费时费力以及易存在差异导致管道作废的问题。
11.本发明双控电动液压管道煨弯机床的进一步改进在于,所述液压推进器包括推进电机和推进杆,所述推进电机可横向移动调节的安装在所述底座上;
12.所述推进电机驱动连接所述推进杆且可驱动所述推进杆进行伸缩移动调节;
13.所述推进杆的端部可转动调节的连接有一煨弯压头。
14.本发明双控电动液压管道煨弯机床的进一步改进在于,所述煨弯压头的中部设有第一标记线;
15.待煨弯的管道的中部设有第二标记线;
16.所述调节平台承托待煨弯的管道,且所述第二标记线与所述第一标记线相面对设
置,通过调节所述调节平台的高度使得所述第二标记线与所述第一标记线相对应。
17.本发明双控电动液压管道煨弯机床的进一步改进在于,所述底座上滑设有一滑动块,所述滑动块上设有弦高刻度线,所述滑动块设于所述煨弯模具的两侧。
18.本发明双控电动液压管道煨弯机床的进一步改进在于,所述底座上还设有待煨弯管道的管径刻度线,所述管径刻度线设于所述调节平台的两侧。
19.本发明还提供了一种利用双控电动液压管道煨弯机床的煨弯方法,包括如下步骤:
20.将待煨弯的管道置于所述调节平台上,调节所述调节平台的高度以使得所述待煨弯的管道的中部与液压推进器相对设置;
21.启动两个液压推进器顶紧所述待煨弯的管道;
22.利用一个液压推进器向所述煨弯模具的方向顶推所述待煨弯的管道的一侧,直至待煨弯的管道的一侧弯曲到位,再利用另一个液压推进器向所述煨弯模具的方向顶推待煨弯的管道的另一侧,直至待煨弯的管道的另一侧弯曲到位。
23.本发明的煨弯方法的进一步改进在于,所述液压推进器可横向移动调节的安装在所述底座上;
24.在对待煨弯的管道进行煨弯时,通过调节所述液压推进器的位置以对待煨弯的管道进行多点煨弯作业。
25.本发明的煨弯方法的进一步改进在于,在将待煨弯的管道置于所述调节平台上后,于待煨弯的管道的中部设置一第二标记线;
26.于液压推进器的端部设置一第一标记线;
27.在对所述调节平台进行高度调节时,让所述第二标记线与所述第一标记线相对应;
28.在对待煨弯的管道进行煨弯时,观察所述第一标记线和所述第二标记线是否重合以判断待煨弯的管道是否发生扭曲。
29.本发明的煨弯方法的进一步改进在于,在所述底座上滑设一滑动块,所述滑动块上设有弦高刻度线;
30.在对待煨弯的管道进行煨弯之前,调节所述滑动块使得所述弦高刻度线的0刻度与待煨弯的管道的中心相对齐。
31.本发明的煨弯方法的进一步改进在于,所述液压推动器的端部可转动调节的连接一煨弯压头;
32.在利用液压推动器顶推待煨弯的管道的过程中,手动调节所述煨弯压头以使得所述煨弯压头紧贴在待煨弯的管道的表面。
附图说明
33.图1为本发明双控电动液压管道煨弯机床的主视图。
34.图2为本发明双控电动液压管道煨弯机床的侧视图。
35.图3为本发明双控电动液压管道煨弯机床的俯视图。
36.图4和图5为本发明双控电动液压管道煨弯机床煨弯管道的结构示意图。
37.图6为本发明双控电动液压管道煨弯机床的煨弯方法的流程图。
具体实施方式
38.下面结合附图和具体实施例对本发明作进一步说明。
39.参阅图1,本发明提供了一种双控电动液压管道煨弯机床及煨弯方法,用于满足dn100至dn400的弧形管道加工,填补机电施工中对大口径弧形管道加工领域的空白,本发明的煨弯机床采用自动手动两种控制方式,操作简便,节约生产成本,减少其他非专用机械造成的安全隐患。下面结合附图对本发明双控电动液压管道煨弯机床及煨弯方法进行说明。
40.参阅图1,显示了本发明双控电动液压管道煨弯机床的主视图。参阅图2,显示了本发明双控电动液压管道煨弯机床的侧视图。下面结合图1和图2,对本发明双控电动液压管道煨弯机床进行说明。
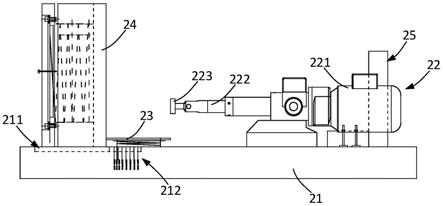
41.如图1和图2所示,本发明的双控电动液压管道煨弯机床包括底座21、液压推进器22、调节平台23以及煨弯模具24,液压推进器22有两个,设于底座21上,该两个液压推进器22相对的设于底座的左右两侧;调节平台23固设于底座21上,且该调节平台23位于液压推进器22的前侧处,该调节平台23的高度可调节;煨弯模具24固设于底座21上,该煨弯模具24位于调节平台23远离液压推进器22的一侧,该煨弯模具24呈弧形状。
42.在对管道进行煨弯时,可将待煨弯的管道置于调节平台23上,根据待煨弯的管道的尺寸来调节该调节平台23的高度而使得待煨弯的管道的中部与液压推进器22相对应设置,让液压推进器22能够顶推待煨弯的管道的中部,如此,本发明的煨弯机床能够适用于不同尺寸的管道的煨弯作业。煨弯模具为弧形状,在煨弯管道时,通过液压推进器顶推管道对应的部分,结合图4和图5所示,让管道与煨弯模具相贴,通过煨弯模具的限位而将管道煨弯成弧形管道。
43.在本发明的一种具体实施方式中,如图2和图3所示,液压推进器22包括推进电机221和推进杆222,推进电机221可横向移动调节的安装在底座21上,推进电机221驱动连接推进杆222且可驱动该推进杆222进行伸缩移动调节;推进杆222的端部可转动调节的连接有一煨弯压头223。
44.在顶推待煨弯的管道时,启动推进电机221,驱动推进杆222向前伸出,结合图4和图5所示,推进杆222的端部处的煨弯压头抵靠待煨弯的管道,随着推进杆222的伸出,待煨弯的管道发生弯曲而贴在煨弯模具24上,在管道发生弯曲时,可手动的转动调节煨弯压头223,让煨弯压头223紧贴在发生弯曲的管道的表面,如此煨弯压头223能够将推进杆的作用力完全的传递给管道。较佳地,煨弯压头223通过螺栓紧固连接在推进杆222的端部,在需要转动调节煨弯压头223时,拧松螺栓即可转动调节,调节好后再将螺栓拧紧,固定住煨弯压头223。
45.推进电机221可横向移动调节位置,在对待煨弯的管道进行煨弯作业时,通过调节推进电机221的位置,可使得推进杆222能够对管道进行多点煨弯,如此能够保证弯出的管道的弧度均匀、平滑,提高煨弯效果及质量。
46.较佳地,在待煨弯的管道上标记煨弯顶推点,根据标记的煨弯顶推点来调节推进电机221的位置。在煨弯时,针对每一煨弯顶推点进行多次反复煨弯,可确保管道的煨弯弧度满足要求。
47.在本发明的一种具体实施方式中,煨弯压头223的中部设有第一标记线;待煨弯的
管道的中部设有第二标记线;待煨弯的管道置于调节平台23上,第二标记线与第一标记线相面对设置,通过调节该调节平台23的高度使得第二标记线与第一标记线相对应。
48.设置的第二标记线和第一标记线起到了标识作用,能够方便调节平台23的高度调节,让管道的中部与液压推进器22的煨弯压头223的中部相对齐。另外,在煨弯管道的过程中,第二标记线和第一标记线还能够标识管道是否发生扭曲,在转动调节煨弯压头时,让煨弯压头与管道的表面相贴,此时可观察第二标记线是否与第一标记线相重合,若是则表明管道未发生扭曲,若未重合,则表明管道发生了扭曲。第一标记线和第二标记线均为直线。
49.在管道发生扭曲时,需复位液压推进器22,待管道回弹后,重新调节位置再进行煨弯。在煨弯管道的过程中,通过第二标记线和第一标记线辅助确认管道的弯曲效果,能够保证管道的煨弯质量。
50.在本发明的一种具体实施方式中,如图1至图3所示,底座21上滑设有一滑动块,在该滑动块上设有弦高刻度线213,该滑动块设于煨弯模具24的两侧。
51.较佳地,底座21上设有滑槽211,滑动块滑设在该滑槽211内,该滑动块可沿滑槽211进行滑动调节,从而实现调节弦高刻度线213的位置。
52.在将管道放置到调节平台上后,移动调节滑动块的位置,让弦高刻度线213的0刻度与管道的中心对齐,而后在管道煨弯的过程中,可通过弦高刻度线213来标识管道煨弯的弦高。为便于弦高的观察,在管道的管口处设置一中心标记,利用该中心标记来读取煨弯的弦高。
53.进一步地,在底座21上还设有待煨弯管道的管径刻度线212,该管径刻度线212设于调节平台23的两侧。利用管径刻度线212能够标记出对应的管道的中心,如此可方便滑动块的调节。
54.较佳地,管径刻度线212包括dn100、dn125、dn150、dn200、dn250、dn300、dn350以及dn400刻度,分别对应dn100、dn125、dn150、dn200、dn250、dn300、dn350以及dn400尺寸的管道。将dn100的管道置于调节平台23上,且液压推进器22顶推该dn100管道与煨弯模具24相贴时,该dn100管道的中心与管径刻度线212上dn100刻度相对齐。
55.在本发明的一种具体实施方式中,调节平台23与煨弯模具24相贴或相邻近,如此使得调节平台23上的管道的中部能够与煨弯模具24相贴。
56.在本发明的一种具体实施方式中,在底座21上还设有控制柜25,该控制柜25为液压推进器以及调节平台提供动力及电源,控制柜25上还设有控制按钮,以便于控制液压推进器及调节平台的运行。
57.进一步地,控制柜25内还设有控制器,可向控制器内输入管径、煨弯弦高等参数进行自动煨弯。
58.液压推进器的推进电机较佳为三相异步电机。调节平台包括驱动气缸以及固设在驱动气缸顶部的平台板,驱动气缸可驱动平台板进行升降调节。
59.本发明还提供了一种利用双控电动液压管道煨弯机床的煨弯方法,下面对该煨弯方法进行说明。
60.如图6所示,本发明的煨弯方法包括如下步骤:
61.执行步骤s11,将待煨弯的管道置于调节平台上,调节调节平台的高度以使得待煨弯的管道的中部与液压推进器相对设置;接着执行步骤s12;
62.执行步骤s12,启动两个液压推进器顶紧待煨弯的管道;接着执行步骤s13;
63.执行步骤s13,利用一个液压推进器向煨弯模具的方向顶推待煨弯的管道的一侧,直至待煨弯的管道的一侧弯曲到位,再利用另一个液压推进器向煨弯模具的方向顶推待煨弯的管道的另一侧,直至待煨弯的管道的另一侧弯曲到位。
64.在本发明的一种具体实施方式中,如图1至图3所示,液压推进器22可横向移动调节的安装在底座21上;
65.结合图4和图5所示,在对待煨弯的管道进行煨弯时,通过调节液压推进器22的位置以对待煨弯的管道进行多点煨弯作业。
66.较佳地,在待煨弯的管道上设置多个煨弯顶推点,在利用液压推进器顶推管道时,调节液压推进器的位置让液压推进器与对应的煨弯顶推点相对应,实现对管道进行多点煨弯。在煨弯时,针对每一煨弯顶推点进行多次反复煨弯,可确保管道的煨弯弧度满足要求。
67.在本发明的一种具体实施方式中,在将待煨弯的管道置于调节平台上后,于待煨弯的管道的中部设置一第二标记线;
68.于液压推进器的端部设置一第一标记线;
69.在对调节平台进行高度调节时,让第二标记线与第一标记线相对应;
70.在对待煨弯的管道进行煨弯时,观察第一标记线和第二标记线是否重合以判断待煨弯的管道是否发生扭曲。
71.第一标记线和第二标记线为直线,起到标识作用,能够便于调节平台的高度调节,还能够及时发现管道是否发生了扭曲,具体地,在煨弯过程中,转动调节煨弯压头,让煨弯压头与管道的表面相贴,此时可观察第二标记线是否与第一标记线相重合,若是则表明管道未发生扭曲,若未重合,则表明管道发生了扭曲。
72.在本发明的一种具体实施方式中,如图4和图5所示,在底座上滑设一滑动块,滑动块上设有弦高刻度线213;
73.在对待煨弯的管道进行煨弯之前,调节滑动块使得弦高刻度线213的0刻度与待煨弯的管道的中心相对齐。
74.进一步地,在底座21上还设有待煨弯管道的管径刻度线212,该管径刻度线212设于调节平台23的两侧。利用管径刻度线212能够标记出对应的管道的中心,如此可方便滑动块的调节。在调节弦高刻度线时,让弦高刻度线的0刻度与对应的管径刻度线对齐,之后可通过弦高刻度线方便的读出管道弯曲的弦高。
75.再进一步地,在煨弯管道时,观察管道管口的中心的位置,待该管口的中心与弦高刻度线上所标识的设计弦高位置相交时停止液压推进器的顶推。
76.在本发明的一种具体实施方式中,液压推动器的端部可转动调节的连接一煨弯压头;
77.在利用液压推动器顶推待煨弯的管道的过程中,手动调节煨弯压头以使得煨弯压头紧贴在待煨弯的管道的表面。
78.较佳地,煨弯压头223通过螺栓紧固连接在推进杆222的端部,在需要转动调节煨弯压头223时,拧松螺栓即可转动调节,调节好后再将螺栓拧紧,固定住煨弯压头223。
79.本发明采用自动手动两种控制方式,可满足不同规格管道不同弧度煨弯的要求,且操作简便,节约生产成本,减少其它非专用机械造成的安全隐患。
80.以上结合附图实施例对本发明进行了详细说明,本领域中普通技术人员可根据上述说明对本发明做出种种变化例。因而,实施例中的某些细节不应构成对本发明的限定,本发明将以所附权利要求书界定的范围作为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1