一种焊接用防焊渣飞溅的装置的制作方法
1.本发明涉及焊接技术领域,特别涉及一种焊接用防焊渣飞溅的装置。
背景技术:
2.焊接工作过程中,焊渣四处飞溅,现有技术采用吹风的方式,将焊渣吹入收集桶内,然而受到风力的限制,还有一部分焊渣不能进入收集桶内,依然会迸溅到焊点周围,给工作人员焊渣的清理带来了不便;同时,为了提高对焊渣的收集效果,收集桶的直径往往都比较长,也意味着收集桶的体积较大,使得收集桶内部的焊渣在清理时需要较多繁杂的步骤,操作不便,需要改进;同时,若采用电机带动刮板清理焊渣时,焊渣易飞溅至外界,还会造成需要二次清理的情况出现;为此,提出一种焊接用防焊渣飞溅的装置。
技术实现要素:
3.为解决上述技术问题,本发明提供了一种焊接用防焊渣飞溅的装置,包括收集斗、吹风机构、焊点、第二风机和引流机构;所述收集斗包括外筒、内筒、棘轮机构和电机;吹风机构设置于收集斗的正上方,吹风机构与收集斗同轴设置,焊点位于收集斗和吹风机构之间,吹风机构用于提供风力,在焊接时将焊渣吹向收集斗的内部;第二风机的进风口通过管体与内筒连通,用于在焊接时,使外筒内部底壁位置形成负压,提高焊渣进入收集斗内部的吸引力;引流机构设置于收集斗上,用于提高降低收集斗内气压的效果,提高焊渣收集效率。
4.进一步优选的:所述外筒的内底部设置有焊渣腔,焊渣腔的外侧对称开设有三个排渣口,排渣口的内部螺纹连接有第一堵头。
5.进一步优选的:所述内筒的外侧底部螺纹连接有第二堵头。
6.进一步优选的:所述内筒的外壁底部对称焊接有三个刮板,刮板的底部贴合于焊渣腔的内部底壁,刮板的上表面一侧焊接有挡板,内筒的外壁底部且位于刮板的上表面通过轴承对称转动连接有三个盖板,盖板加上挡板的横截面面积等于刮板的横截面面积。
7.进一步优选的:所述外筒与内筒通过棘轮机构连接,内筒的底部安装有电机。
8.进一步优选的:所述吹风机构包括环形吹嘴、第一风机、引流环和焊机;第一风机安装于环形吹嘴的上表面,环形吹嘴的顶部为密封结构,第一风机的出风口贯穿至环形吹嘴的内部,引流环套设于环形吹嘴的外壁,引流环与环形吹嘴之间存在缝隙,焊机安装于环形吹嘴的内部,焊机位于环形吹嘴的中轴线部位。
9.进一步优选的:所述管体与内筒之间通过密封轴承连接。
10.进一步优选的:所述引流机构包括外涡扇、内涡扇、第一螺旋引流条、第二螺旋引
流条、第一通孔和第二通孔;外筒的外壁安装有外涡扇,所述内筒的外壁安装有内涡扇。
11.进一步优选的:所述外筒的外壁安装有第一螺旋引流条,内筒的外壁底部安装有第二螺旋引流条。
12.进一步优选的:所述外筒的外壁均匀开设有第一通孔,内筒的外壁均匀开设有第二通孔。
13.本发明实施例由于采用以上技术方案,其具有以下优点:1:焊接时,利用收集斗上的内外涡扇,降低收集斗内气压,使得吹风不会被收集斗所阻碍,提高吹吸效率,同时,配合螺旋引流条,使收集斗内向下的风力和收集斗外向上的风力均形成旋风状,加强吹吸效率。
14.2:清理内筒时,利用离心力和内涡扇的向外吸风,抛出内筒上的通孔一上附着的焊渣,同时离心刮板将焊渣腔内的焊渣推出焊渣腔,可以同时清理多个部位,清理简便高效;具有清理效率高的有益效果。
15.3:电机顺时针转动带动内筒转动,内筒通过棘轮机构带动外筒转动,提高焊渣收集效果,电机逆时针转动,仅带动内筒转动,可以对焊渣进行清理,仅采用一个动力来源,提高使用范围,减小使用成本。
16.4:引流环设置在环形吹嘴外侧,提高吹风效果,提高焊渣收集效率。
17.5:电机顺时针转动带动内筒转动,内筒同步带动刮板转动,离心力带动盖板转动,盖板盖在刮板上,露出焊渣腔收集焊渣,逆时针转动,盖板盖在焊渣腔上,防止焊渣飞溅。
18.本发明具有焊渣收集效率高、渣清理效率高、成本低、操作简单的效果。
附图说明
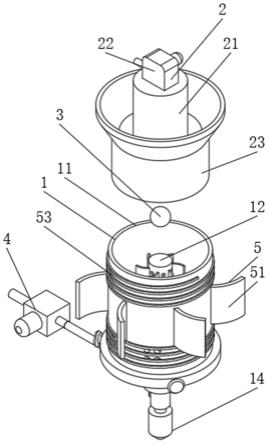
19.图1为本发明的结构示意图;图2为本发明的仰视结构示意图;图3为本发明的第二堵头结构示意图;图4为本发明的外筒俯视结构示意图;图5为本发明的外筒侧视结构示意图;图6为本发明的外筒去除引流条和外涡扇后结构示意图;图7为本发明图6的仰视结构示意图;图8为本发明内筒与挡板和盖板的连接结构示意图;图9为本发明外筒与内筒的轴线剖视结构示意图;图10为本发明排渣与集渣时的外筒盖板受到离心力作用下的结构示意图(箭头代表内筒转动方向);图11为本发明吸引焊渣进入外筒内时风力的流向示意图(箭头代表风力流动方向)。
20.附图标记:1、收集斗;11、外筒;111、焊渣腔;112、排渣口;113、第一堵头;12、内筒;121、第二堵头;122、刮板;123、挡板;124、盖板;13、棘轮机构;14、电机;2、吹风机构;21、环形吹嘴;22、第一风机;23、引流环;24、焊机;3、焊点;4、第二风机;41、管体;42、密封轴承;5、引流机构;51、外涡扇;52、内涡扇;53、第一螺旋引流条;54、第二螺旋引流条;55、第一通孔;
56、第二通孔。
具体实施方式
21.实施例一如图1-图11所示,本发明实施例提供了一种焊接用防焊渣飞溅的装置,包括收集斗1、吹风机构2、焊点3、第二风机4和引流机构5;收集斗1包括外筒11、内筒12、棘轮机构13和电机14;吹风机构2设置于收集斗1的正上方,吹风机构2与收集斗1同轴设置,焊点3位于收集斗1和吹风机构2之间,吹风机构2用于提供风力,在焊接时将焊渣吹向收集斗1的内部;第二风机4的进风口通过管体41与内筒12连通,用于在焊接时,使外筒11内部底壁位置形成负压,提高焊渣进入收集斗1内部的吸引力;引流机构5设置于收集斗1上,用于提高降低收集斗1内气压的效果,提高焊渣收集效率。
22.本实施例中,具体的:内筒12的外侧底部螺纹连接有第二堵头121,打开第二堵头121,可以将内筒12内部的焊渣排出。
23.实施例二本发明还提供了一种实施例,与实施例一不同的是:外筒11与内筒12通过棘轮机构13连接,内筒12的底部安装有电机14,棘轮机构13用于使内筒12与外筒11之间只能单向传动,棘轮机构13是由棘轮和棘爪组成的一种单向间歇运动机构,在电机14的输出轴顺时针转动时,可以通过内筒12配合棘轮机构13带动外筒11转动,在电机14输出轴逆时针转动时,内筒12转动,外筒11不转动,外筒11的内底部设置有焊渣腔111,焊渣腔111的外侧对称开设有三个排渣口112,排渣口112的内部螺纹连接有第一堵头113,内筒12的外壁底部对称焊接有三个刮板122,刮板122的底部贴合于焊渣腔111的内部底壁,刮板122的上表面一侧焊接有挡板123,内筒12的外壁底部且位于刮板122的上表面通过轴承对称转动连接有三个盖板124,盖板124加上挡板123的横截面面积等于刮板122的横截面面积,即在收集焊渣时,电机14的输出轴顺时针转动,带动内筒12顺时针转动,内筒12带动刮板122转动的同时,盖板124在离心力的作用下运动至刮板122上,(外筒11与内筒12同步转动)焊渣即可进入焊渣腔111的内部,在排出焊渣腔111内部的焊渣时,将外置垃圾桶放置在排渣口112处,打开第一堵头113,电机14输出轴逆时针转动,带动内筒12转动,外筒11不转动,刮板122与内筒12同步转动,刮取焊渣腔111内部焊渣,刮板122侧面为弧形状,引导焊渣进入排渣口112内,再进入垃圾桶内,完成焊渣的排出工作,同时,盖板124在离心力的作用下,将相邻两个刮板122之间的缝隙盖住,防止焊渣腔111内部的焊渣飞溅至外界,便于排出焊渣,且驱动源均采用电机14,节省了资源,电机14与外界市电电连接,电连接过程设置电机14输出轴顺时针转动开关和电机14逆出轴顺时针转动开关,以此控制电机14输出轴转动方向。
24.实施例三本发明还提供了一种实施例,与实施例一不同的是:吹风机构2包括环形吹嘴21、第一风机22、引流环23和焊机24;第一风机22安装于环形吹嘴21的上表面,环形吹嘴21的顶部为密封结构,第一风机22的出风口贯穿至环形吹嘴21的内部,引流环23套设于环形吹嘴21的外壁,引流环23与
环形吹嘴21之间存在缝隙,焊机24安装于环形吹嘴21的内部,焊机24位于环形吹嘴21的中轴线部位,管体41与内筒12之间通过密封轴承42连接,引流机构5包括外涡扇51、内涡扇52、第一螺旋引流条53、第二螺旋引流条54、第一通孔55和第二通孔56,外筒11的外壁安装有外涡扇51,内筒12的外壁安装有内涡扇52,外筒11的外壁安装有第一螺旋引流条53,内筒12的外壁底部安装有第二螺旋引流条54,外筒11的外壁均匀开设有第一通孔55,内筒12的外壁均匀开设有第二通孔56,即在收集焊渣时,第一风机22和第二风机4启动,第一风机22的出风口通过环形吹嘴21向焊点3部位吹风,风力吹动焊渣进入收集斗1内,同时,引流环23增大风力,第二风机4的进风口通过管体41抽取内筒12内的风力,增大收集斗1内部底壁的负压,提高焊渣收集效果,与此同时,外涡扇51与内涡扇52配合,再次增大收集斗1内部负压,提高焊渣收集效果,第一螺旋引流条53和第二螺旋引流条54使进入收集斗1内部的风力呈现为螺旋状,增大收集斗1内部负压,提高焊渣收集效果。
25.本发明在工作时:收集焊机24焊接产生的焊渣时,第一风机22和第二风机4启动,第一风机22的出风口通过环形吹嘴21向焊点3部位吹风,风力吹动焊渣进入收集斗1内,同时,引流环23增大风力,第二风机4的进风口通过管体41抽取内筒12内的风力,增大收集斗1内部底壁的负压,提高焊渣收集效果,与此同时,外涡扇51与内涡扇52配合,再次增大收集斗1内部负压,提高焊渣收集效果,第一螺旋引流条53和第二螺旋引流条54使进入收集斗1内部的风力呈现为螺旋状,增大收集斗1内部负压,提高焊渣收集效果,同时,电机14的输出轴顺时针转动,带动内筒12顺时针转动,内筒12带动刮板122转动的同时,盖板124在离心力的作用下运动至刮板122上,(外筒11与内筒12同步转动)焊渣即可进入焊渣腔111的内部,完成焊渣的收集工作,焊渣收集效果好。
26.排出收集斗1内的焊渣时,将外置垃圾桶放置在排渣口112处,打开第一堵头113,电机14输出轴逆时针转动,带动内筒12转动,外筒11不转动,刮板122与内筒12同步转动,刮取焊渣腔111内部焊渣,刮板122侧面为弧形状,引导焊渣进入排渣口112内,再进入垃圾桶内,完成焊渣的排出工作,同时,盖板124在离心力的作用下,将相邻两个刮板122之间的缝隙盖住,防止焊渣腔111内部的焊渣飞溅至外界,便于排出焊渣,且驱动源均采用电机14,节省了资源。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1