石墨烯用具有零包边功能的挤压模具及其工艺的制作方法
1.本发明属于挤压模具领域,具体地说,涉及一种石墨烯用具有零包边功能的挤压模具及其工艺。
背景技术:
2.包边即需要通过一块裁片对另一块裁片进行包边;模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具;简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成;零包边工艺即工件包边后,对包边部分进行隐藏,使用户看不到包边区域的工艺,能提升工件的美观。
3.市面上的大部分包边工艺中,均需要使用包边模具进行挤压成型,在挤压过程中,上模具需要与下模具进行配合,但现有技术中的挤压模具在用户更换或维修后,不易对上模具与下模具进行定位,从而降低了挤压包边的效率。
技术实现要素:
4.本发明要解决的技术问题在于克服现有技术的不足,提供一种石墨烯用具有零包边功能的挤压模具的工艺。
5.为解决上述技术问题,本发明采用技术方案的基本构思是:一种石墨烯用具有零包边功能的挤压模具及其工艺,包括如下步骤:步骤一:在待挤压的离型膜托底上贴上双面胶,并把石墨烯粘贴在双面胶上;步骤二:剥离离型膜托底上的离型膜;步骤三:将石墨烯成型物料切出外形,排掉废料;步骤四:在切后的物料上贴上绝缘单面胶,将贴有绝缘单面胶的物料使用外形模具切割成型;步骤五:将物料放置在放置槽内,通过冲压模具下压,治具边缘把物料上的绝缘单面胶向中间推挤贴合;步骤六:取出物料,完成包边。
6.可选的,将模具切除废料时,先将成型物料切除外形,再将废料进行排除。
7.一种石墨烯零包边挤压模具,包括冲压模具、位于冲压模具下方的成型模具,冲压模具下侧装设有多个定位杆,成型模具上侧开设有与多个定位杆一一对应的定位槽;冲压模具上设有挤压槽,成型模具上设有与挤压槽相对应的放置槽,放置槽内弹性配合有推板,挤压槽弹性配合有顶板。
8.可选的,成型模具内设有储油腔室,定位槽内装设有气囊,气囊与储油腔室之间装设有连接管,连接管的一端设有单向阀片,气囊的直径小于定位槽的直径。
9.可选的,冲压模具上开设有与多个定位杆相对应的滑槽,定位杆弹性配合在滑槽内。
10.可选的,冲压模具内开设有与挤压槽和滑槽相连通的第一内腔,顶板包括弹性配合在第一内腔内的第一板体、装设在第一板体上且滑动配合在挤压槽内的第一顶块,第一板体与多个定位杆相连接。
11.可选的,成型模具内开设有与定位槽和放置槽相连通的第二内腔,推板包括弹性配合在第二内腔内的第二板体、装设在第二板体上且滑动配合在放置槽内的第二顶块、装设在第二板体周侧且滑动配合在定位槽内的压板。
12.可选的,定位槽上设有倒角,定位杆端部设有与倒角相配合的圆角,放置槽与挤压槽内均设有挤压凸块,第一顶块与第二顶块上均开设有与挤压凸块相配合的槽道。
13.采用上述技术方案后,本发明与现有技术相比具有以下有益效果,当然,实施本发明的任一产品并不一定需要同时达到以下所述的所有优点:本发明的一个实施例通过在设置的定位杆与定位槽,能便于用户通过定位杆与定位槽的插接,从而对冲压模具与成型模具之间的位置进行定位,从而提高了物料包边的效率,通过设置的推板与顶板,能在冲压模具与成型模具挤压完成后,通过弹力对挤压槽与放置槽内的物料顶出,从而便于用户取出物料,从而进一步提高了物料包边的效率。
14.下面结合附图对本发明的具体实施方式作进一步详细的描述。
附图说明
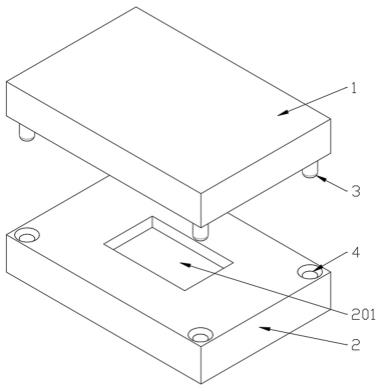
15.附图作为本发明的一部分,用来提供对本发明的进一步的理解,本发明的示意性实施例及其说明用于解释本发明,但不构成对本发明的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。在附图中:图1为本发明一实施例的挤压模具结构示意图;图2为本发明一实施例的挤压模具立体结构示意图;图3为本发明一实施例的冲压模具结构示意图;图4为本发明一实施例的成型模具结构示意图。
16.附图中,各标号所代表的部件列表如下:冲压模具1,挤压槽101,滑槽102,成型模具2,放置槽201,定位杆3,定位槽4,推板5,第二板体501,第二顶块502,压板503,顶板6,第一板体601,第一顶块602,气囊7,第一内腔8,第二内腔9。
17.需要说明的是,这些附图和文字描述并不旨在以任何方式限制本发明的构思范围,而是通过参考特定实施例为本领域技术人员说明本发明的概念
具体实施方式
18.现在结合附图对本发明作进一步详细的说明。。
19.实施例1:请参阅图1-4所示,在本实施例中提供了一种石墨烯用具有零包边功能的挤压模具的工艺,包括如下步骤:步骤一:在待挤压的离型膜托底上贴上双面胶,并把石墨烯粘贴在双面胶上;步骤二:剥离离型膜托底上的离型膜;步骤三:将石墨烯成型物料切出外形,排掉废料;
步骤四:在切后的物料上贴上绝缘单面胶,将贴有绝缘单面胶的物料使用外形模具切割成型;步骤五:将物料放置在放置槽201内,通过冲压模具1下压,治具边缘把物料上的绝缘单面胶向中间推挤贴合;步骤六:取出物料,完成包边。
20.实施例2:一种石墨烯用具有零包边功能的挤压模具,其特征在于,冲压模具1、位于冲压模具1下方的成型模具2,冲压模具1下侧装设有多个定位杆3,成型模具2上侧开设有与多个定位杆3一一对应的定位槽4;冲压模具1上设有挤压槽101,成型模具2上设有与挤压槽101相对应的放置槽201,放置槽201内弹性配合有推板5,挤压槽101弹性配合有顶板6本实施例的定位槽4上设有倒角,定位杆3端部设有与倒角相配合的圆角,放置槽201与挤压槽101内均设有挤压凸块,第一顶块602与第二顶块502上均开设有与挤压凸块相配合的槽道。
21.本实施例的成型模具2内开设有与定位槽4和放置槽201相连通的第二内腔9,推板5包括弹性配合在第二内腔9内的第二板体501、装设在第二板体501上且滑动配合在放置槽201内的第二顶块502、装设在第二板体501周侧且滑动配合在定位槽4内的压板503。通过设置的第二顶块502,能通过弹力将定位槽4内卡接的物料顶出,从而便于用户拿取物料。
22.本实施例的成型模具2内设有储油腔室,定位槽4内装设有气囊7,气囊7与储油腔室之间装设有连接管,连接管的一端设有单向阀片,气囊7的直径小于定位槽4的直径,其中,气囊7的一侧设有油孔,气囊7有储油腔室内设有润滑油。通过设置的气囊7,能受到定位杆3的挤压,使气囊7内的润滑油通过油孔挤出,对定位杆3周侧进行润滑,从而提高了定位杆3的使用寿命。
23.本实施例的冲压模具1上开设有与多个定位杆7相对应的滑槽102,定位杆7弹性配合在滑槽102内;冲压模具1内开设有与挤压槽101和滑槽102相连通的第一内腔8,顶板6包括弹性配合在第一内腔8内的第一板体601、装设在第一板体601上且滑动配合在挤压槽101内的第一顶块602,第一板体601与多个定位杆3相连接。通过设置的定位杆7,能通过第一板体601的弹力,减少冲压模具1与成型模具2之间的碰撞,从而提高了模具的使用寿命。通过设置的第一顶块602,能将挤压槽101内卡接的物料顶出,从而便于用户拿取物料。
24.本发明的一个实施例通过在设置的定位杆与定位槽,能便于用户通过定位杆与定位槽的插接,从而对冲压模具与成型模具之间的位置进行定位,从而提高了物料包边的效率,通过设置的推板与顶板,能在冲压模具与成型模具挤压完成后,通过弹力对挤压槽与放置槽内的物料顶出,从而便于用户取出物料,从而进一步提高了物料包边的效率。
25.本实施例一个方面的应用为:需要对物料进行包边时,使用装置,将冲压模具1相成型模具2一侧贴近,并将定位杆3插入定位槽4内对冲压模具1的位置进行定位,冲压模具1完全贴合成型模具2时,即可完成对物料的包边,在物料成型后,使用装置将冲压模具1远离成型模具2,并通过放置槽201内的推板5恢复弹性或通过挤压槽101内的顶板6恢复弹性,对放置槽201或挤压槽101内卡接的物料顶出,即可完成包边。需要注意的是,本技术中所涉及的所有用电设备均可通过蓄电池供电或外接电源。
26.本发明不局限于上述实施方式,任何人应得知在本发明的启示下作出的结构变
化,凡是与本发明具有相同或相近的技术方案,均落入本发明的保护范围之内。本发明未详细描述的技术、形状、构造部分均为公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1