一种自动推销的铰孔压销装置的制作方法
1.本发明涉及铰孔压销设备领域,具体为一种自动推销的铰孔压销装置。
背景技术:
2.销子的作用是用于定位和紧固零部件。销子的安装一般采用压入法或用软金属敲入两种方法,而对于转向螺杆是动力转向器上一个非常重要的零件,要求对销子的安装比较高,为满足要求需要用机械设备完成铰孔与压销等工序。
3.但现有用于转向螺杆的铰孔压销装置存在着无法将钻孔、铰孔、送销及压销一体化,由于多次装夹在不同的地方加工,大大影响了工件的精度,无法针对螺杆水平或竖直的快速装夹,不利于对工件的批量压销,送销时非常不便,并且在销钉压销时容易出现偏移,无法有效的保证了压销的精度的问题。
4.鉴于此,我们提出一种自动推销的铰孔压销装置。
技术实现要素:
5.本发明的目的在于提供一种自动推销的铰孔压销装置,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:
7.一种自动推销的铰孔压销装置,包括机架、电控柜、上销机构、压装组件、升降门组件、水平压装工装、送销组件、移栽工作台组件、竖直压装工装、操作箱、对刀仪、伺服钻削动力头、防护框、压装机身、孔吹削组件、接削盘、急停按钮、施耐德复位按钮和平行夹具,
8.所述机架的后部螺栓连接有电控柜,且电控柜的上方中部放置有上销机构,所述机架的上方中部螺栓连接有压装机身,且压装机身的前部一侧方螺栓连接有压装组件,且压装组件的侧部下方螺栓固定有孔吹削组件,所述机架的上部螺栓安装有防护框,且防护框的前部设有升降门组件,所述移栽工作台组件位于压装机身的前部下方,该移栽工作台组件通过螺栓与机架的上方相连接,该移栽工作台组件的上部依次设有对刀仪、竖直压装工装和水平压装工装,其中对刀仪通过立式固定座安装在竖直压装工装的侧部,竖直压装工装与水平压装工装通过螺栓与移栽工作台组件连接在一起,所述送销组件通过螺栓固定在压装机身的内侧,且压装机身的前部另一侧通过平行夹具固定有伺服钻削动力头,且平行夹具与压装机身之间采用螺栓固定,所述操作箱通过铰链固定在防护框的侧方,所述机架的前部上方螺钉连接有急停按钮与施耐德复位按钮,该机架的上部螺钉连接有接削盘,且接削盘位于压装机身的下部外侧一周;
9.所述升降门组件包括升降门、导向轴、箱式直线轴承、链条、链轮、气缸升降座和上推气缸,所述升降门通过箱式直线轴承与导向轴相连,且导向轴与箱式直线轴承间隙配合在一起,该导向轴的数量采用两个,分别通过菱形座与机架的上方相连,所述链轮的数量一共采用六个,且按照1/2的比例对称安装在防护框的内侧,该链轮与链条啮合在一起,其中链条一端通过螺栓与升降门相连,且链条另一端通过深沟球轴承绕过气缸升降座的内部,
其中深沟球轴承通过转轴固定在气缸升降座的内侧,然后链条通过螺栓与上推气缸的侧部上方相连接,且上推气缸的上端通过螺纹与气缸升降座相连,该上推气缸的后部上方通过螺栓与防护框连接在一起。
10.优选的,所述上销机构包括上销外壳、接料盒、手拉门、安装板架、接料导向套、料筒、筒盖、接料杆、滑动杆固定环、薄型气缸、接料管固定块、上销光纤传感器、推料安装座、推料滑动块和推料气缸,所述上销外壳的上部合页连接有手拉门,该上销外壳的内部下方设有接料盒,且接料盒的上部设有安装板架,且安装板架通过螺栓与上销外壳连接在一起,所述料筒数量采用三个,分别通过接料导向套固定在安装板架的上部,并且导向套的上部设有筒盖,所述接料杆通过滑动杆固定环设置在料筒的内部,且料筒与接料杆之间采用间隙配合;
11.所述薄型气缸的下部通过螺栓与安装板架紧固在一起,该薄型气缸的上端通过螺纹与滑动杆固定环的下部侧方相连,所述推料滑动块的中部与两侧分别开设有通孔,其中推料滑动块两侧的通孔正对上销光纤传感器,该推料滑动块设置在推料安装座的内部,所述推料安装座的侧部螺钉连接有推料气缸,且推料气缸的端部螺纹连接有推料滑动块,且推料滑动块正对接料杆的下端,所述推料安装座上下螺纹连接有快速接头,便于通过气压的方式输送销钉。
12.优选的,所述压装组件包括伺服电缸、压装电缸基座、压装下基座、传感器安装座、电缸连接头、称重传感器、连接端盖、压装复位大弹簧、护套外套、压装导轨、夹头压片、带肩导套、压装导向柱、导正压头、压装复位小弹簧、压头保护套、压销夹头和压头导套,所述伺服电缸通过螺栓固定在压装电缸基座的上端,且压装电缸基座的下端螺钉连接有压装下基座,所述电缸连接头通过螺纹配合与伺服电缸的端部相连,该电缸连接头的下部通过传感器安装座安装有称重传感器,且传感器安装座的下部高等螺栓连接有连接端盖,其中高等螺栓与连接端盖间隙配合在一起,且连接端盖与传感器安装座之间设有压装复位大弹簧;
13.所述护套外套通过螺栓固定在连接端盖的下部,该护套外套与带肩导套之间采用间隙配合,该护套外套的内部间隙配合有压装导向柱,且压装导向柱的一端通过挡边设置在传感器安装座,并且与称重传感器接触,该压装导向柱的另一端与压头保护套上部接触,所述导正压头通过压装复位小弹簧与压头保护套的配合设置在压装导向柱的下方,所述压销夹头通过螺栓固定在护套外套的下端,该压销夹头的内部放置有压头导套,且压头导套与压装复位小弹簧的下端接触,该压头导套与导正压头间隙配合在一起,所述夹头压片通过间隙配合设置在压销夹头的侧部,该夹头压片的中部通过转轴与压销夹头连接在一起,该夹头压片的侧端通过弹簧与压销夹头相连。
14.优选的,所述水平压装工装包括工装浮动底座、浮动板支撑板、定位座、聚氨酯定位块、空压固定夹头、水平压装导轨、压装气缸、第一螺杆、浮动弹簧和水平压装接近传感器,所述浮动弹簧通过阶梯导柱设置在工装浮动底座与浮动板支撑板之间,且浮动板支撑板的上部一侧方螺栓连接有定位座,另一侧通过水平压装导轨安装有空压固定夹头,所述压装气缸通过螺栓固定在浮动板支撑板的端部,该压装气缸的端部法兰连接座与空压固定夹头相连,所述第一螺杆在定位座的定位作用下固定在空压固定夹头的内部,该第一螺杆的下部接触有聚氨酯定位块,且聚氨酯定位块通过滑动间隙配合设置工装浮动底座的上部,所述水平压装接近传感器通过螺钉固定在浮动板支撑板的下部侧方。
15.优选的,所述送销组件包括送销组件安装板、送销气缸、送销块、送销滑轨、送销滑块、导料锁紧块、销钉压出组件、送销光纤传感器、复位旋钮柱塞和销钉合流件,所述送销气缸通过l型气缸座固定在送销组件安装板的侧部,该送销气缸的端部螺纹连接有送销块,且送销块的内侧螺栓连接有送销滑轨,且送销滑轨与送销滑块间隙配合在一起,且送销滑块固定在送销组件安装板的侧部,所述销钉合流件通过导料锁紧块与送销组件安装板固定在一起,该销钉合流件的正下方设有销钉压出组件,且销钉压出组件与送销块镶嵌在一起,且在送销块的侧部螺纹连接有复位旋钮柱塞,所述销钉合流件的上部螺纹连接有快速接头,并且通过透明气管与接料管固定块下部的快速接头相通,所述送销光纤传感器通过螺钉固定在送销块的侧部。
16.优选的,所述销钉压出组件包括出销导向导套、送销耐磨导套、滑槽、销针和出销弹簧,所述出销导向导套与送销耐磨导套间隙配合在一起,且送销耐磨导套的内部间隙配合有销针,所述销针的外部套有出销弹簧,且出销弹簧的上部与送销耐磨导套的下部连接在一起,所述滑槽开设在送销耐磨导套的侧部,该滑槽的内部与复位旋钮柱塞的端部接触。
17.优选的,所述移栽工作台组件包括移栽支架、移栽工作台拖板、移栽导轨、百分表、防护罩、滚珠丝杠、三菱伺服电机、同步轮和同步带,所述移栽工作台拖板通过移栽导轨安装在移栽支架的上部,且移栽支架的外部螺钉连接有防护罩,所述移栽工作台拖板的上部侧方放置有百分表,该移栽工作台拖板的上部设有水平压装工装与竖直压装工装,所述滚珠丝杠通过t型轴承座安装在移栽支架的内侧,该滚珠丝杠通过丝杠螺母与移栽工作台拖板相连接,所述同步轮的数量采用两个,其中一个通过键连接固定在三菱伺服电机的端部,其余一个通过键连接固定在滚珠丝杠的端部,并且通过同步带相连接,所述三菱伺服电机通过螺栓固定在移栽支架的下部侧方。
18.优选的,所述竖直压装工装包括工装底座、v形定位块、初定位导杆座、初定位轴、竖直压装气缸、竖直压装接近传感器、夹紧块、聚聚氨酯夹块和第二螺杆,所述工装底座上部侧方螺栓连接有初定位导杆座,且初定位导杆座的上部螺栓连接有初定位轴,该初定位导杆座的侧部通过l型板件连接有竖直压装接近传感器,所述竖直压装气缸通过螺栓安装在工装底座的侧部,该竖直压装气缸的端部螺栓固定有夹紧块,且在夹紧块的侧部螺钉连接有聚聚氨酯夹块,
19.优选的,所述第二螺杆通过倾斜的放置方式位于初定位轴的下方,并在竖直压装气缸的作用下固定在v形定位块与聚聚氨酯夹块之间,其中v形定位块通过螺栓固定在工装底座的侧方。
20.优选的,所述孔吹削组件包括吹气气缸、吹气气缸连接座和吹气嘴,所述吹气气缸在螺母的压紧的作用下通过吹气气缸连接座固定在压装下基座的侧部,该吹气气缸的端部螺纹连接有吹气嘴,且吹气嘴的侧部通过l型气动接头与外部气源相通。
21.与现有技术相比,本发明的有益效果:
22.1、本发明自动推销的铰孔压销装置,通过升降门组件从而不需要工作人员手动将装置外门打开,解决了工作人员一边拿着工件还要手动拉开外门导致不便捷的问题,提高了工作人员的加工效率。
23.2、本发明自动推销的铰孔压销装置,通过水平压装工装与竖直压装工装不仅保证了装夹精度,而且实现了对螺杆水平或竖直的快速装夹,且通过移栽工作台组件有利于满
足螺杆工件在不同工位加工。
24.3、本发明自动推销的铰孔压销装置,通过上销机构与送销组件的配合完成了对销钉的自动推销,利于对工件的批量压销,同时通过采用多个料筒有利于满足不同销钉的上销,且通过接料盒防止上方的销钉落到地面,避免了不必要的损失,解决了现有送销时非常不便及比较困难的问题,并且通过对接送销的方式不易使销钉掉落,使得对零件压销的工作效率得到了有效的提高。
25.4、本发明自动推销的铰孔压销装置,通过压装组件对销钉压销时起到了校正的作用,有效的保证了压销的精度,不易产生偏移的现象,大大减小了加工的损失,并且有利于满足对工件压销的批量加工。
附图说明
26.图1为本发明自动推销的铰孔压销装置去除防护框和升降门组件的结构示意图;
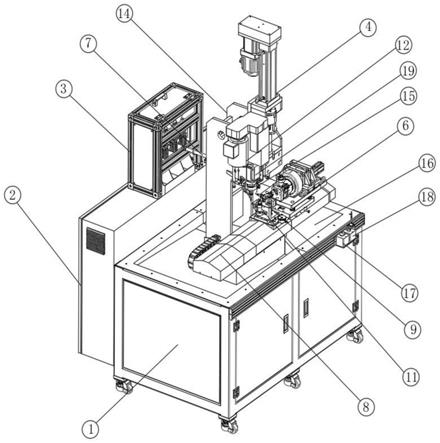
27.图2为本发明自动推销的铰孔压销装置的结构示意图;
28.图3为本发明图2中的升降门组件结构示意图;
29.图4为本发明图1中的上销机构结构示意图;
30.图5为本发明图4的核心部件结构示意图;
31.图6为本发明图1中的压装组件结构示意图;
32.图7为本发明图1中的压装组件剖视结构示意图;
33.图8为本发明图8中a处放大结构示意图;
34.图9为本发明图1中的水平压装工装结构示意图;
35.图10为本发明图1中的送销组件结构示意图;
36.图11为本发明图10中的销钉压出组件结构示意图;
37.图12为本发明图1中的移栽工作台组件结构示意图;
38.图13为本发明图1中的竖直压装工装结构示意图;
39.图14为本发明图13中的初定位轴结构外形示意图;
40.图15为本发明图1中的孔吹削组件结构示意图。
41.图中:1-机架,2-电控柜,3-上销机构,4-压装组件,5-升降门组件,6-水平压装工装,7-送销组件,8-移栽工作台组件,9-竖直压装工装,10-操作箱,11-对刀仪,12-伺服钻削动力头,13-防护框,14-压装机身,15-孔吹削组件,16-接削盘,17-急停按钮,18-施耐德复位按钮,19-平行夹具;
42.31-上销外壳,32-接料盒,33-手拉门,34-安装板架,35-接料导向套,36-料筒,37-筒盖,38-接料杆,39-滑动杆固定环,310-薄型气缸,311-接料管固定块,312-上销光纤传感器,313-推料安装座,314-推料滑动块,315-推料气缸;
43.41-伺服电缸,42-压装电缸基座,43-压装下基座,44-传感器安装座,45-电缸连接头,46-称重传感器,47-连接端盖,48-压装复位大弹簧,49-护套外套,410-压装导轨,411-夹头压片,412-带肩导套,413-压装导向柱,414-导正压头,415-压装复位小弹簧,416-压头保护套,417-压销夹头,418-压头导套;
44.51-升降门,52-导向轴,53-箱式直线轴承,54-链条,55-链轮,56-气缸升降座,57-上推气缸;
45.61-工装浮动底座,62-浮动板支撑板,63-定位座,64-聚氨酯定位块,65-空压固定夹头,66-水平压装导轨,67-压装气缸,68-第一螺杆,69-浮动弹簧,610-水平压装接近传感器;
46.71-送销组件安装板,72-送销气缸,73-送销块,74-送销滑轨,75-送销滑块,76-导料锁紧块,77-销钉压出组件,78-送销光纤传感器,79-复位旋钮柱塞,710-销钉合流件;
47.77a-出销导向导套,77b-送销耐磨导套,77c-滑槽,77d-销针,77e-出销弹簧;
48.81-移栽支架,82-移栽工作台拖板,83-移栽导轨,84-百分表,85-防护罩,86-滚珠丝杠,87-三菱伺服电机,88-同步轮,89-同步带;
49.91-工装底座,92-v形定位块,93-初定位导杆座,94-初定位轴,95-竖直压装气缸,96-竖直压装接近传感器,97-夹紧块,98-聚聚氨酯夹块,99-第二螺杆;
50.15a-吹气气缸,15b-吹气气缸连接座,15c-吹气嘴。
具体实施方式
51.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术工作人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
52.请参阅图1-3,本发明提供一种技术方案:一种自动推销的铰孔压销装置,由机架1、电控柜2、上销机构3、压装组件4、升降门组件5、水平压装工装6、送销组件7、移栽工作台组件8、竖直压装工装9、操作箱10、对刀仪11、伺服钻削动力头12、防护框13、压装机身14、孔吹削组件15、接削盘16、急停按钮17、施耐德复位按钮18和平行夹具19组成;
53.其中:机架1的后部螺栓连接有电控柜2,且电控柜2的上方中部放置有上销机构3,机架1的上方中部螺栓连接有压装机身14,且压装机身14的前部一侧方螺栓连接有压装组件4,且压装组件4的侧部下方螺栓固定有孔吹削组件15,机架1的上部螺栓安装有防护框13,且防护框13的前部设有升降门组件5,移栽工作台组件8位于压装机身14的前部下方,该移栽工作台组件8通过螺栓与机架1的上方相连接,该移栽工作台组件8的上部依次设有对刀仪11、竖直压装工装9和水平压装工装6,其中对刀仪11通过立式固定座安装在竖直压装工装9的侧部,竖直压装工装9与水平压装工装6通过螺栓与移栽工作台组件8连接在一起,送销组件7通过螺栓固定在压装机身14的内侧,且压装机身14的前部另一侧通过平行夹具19固定有伺服钻削动力头12,且平行夹具19与压装机身14之间采用螺栓固定,操作箱10通过铰链固定在防护框13的侧方,机架1的前部上方螺钉连接有急停按钮17与施耐德复位按钮18,该机架1的上部螺钉连接有接削盘16,且接削盘16位于压装机身14的下部外侧一周;
54.其中,升降门组件5包括升降门51、导向轴52、箱式直线轴承53、链条54、链轮55、气缸升降座56和上推气缸57,升降门51通过箱式直线轴承53与导向轴52相连,且导向轴52与箱式直线轴承53间隙配合在一起,该导向轴52的数量采用两个,分别通过菱形座与机架1的上方相连,链轮55的数量一共采用六个,且按照1/2的比例对称安装在防护框13的内侧,该链轮55与链条54啮合在一起,其中链条54一端通过螺栓与升降门51相连,且链条54另一端通过深沟球轴承绕过气缸升降座56的内部,其中深沟球轴承通过转轴固定在气缸升降座56的内侧,然后链条54通过螺栓与上推气缸57的侧部上方相连接,且上推气缸57的上端通过
螺纹与气缸升降座56相连,该上推气缸57的后部上方通过螺栓与防护框13连接在一起。
55.本实施例中,如图4-5所示,上销机构3包括上销外壳31、接料盒32、手拉门33、安装板架34、接料导向套35、料筒36、筒盖37、接料杆38、滑动杆固定环39、薄型气缸310、接料管固定块311、上销光纤传感器312、推料安装座313、推料滑动块314和推料气缸315,上销外壳31的上部合页连接有手拉门33,该上销外壳31的内部下方设有接料盒32,且接料盒32的上部设有安装板架34,且安装板架34通过螺栓与上销外壳31连接在一起,料筒36数量采用三个,分别通过接料导向套35固定在安装板架34的上部,并且导向套35的上部设有筒盖37,接料杆38通过滑动杆固定环39设置在料筒36的内部,且料筒36与接料杆38之间采用间隙配合;
56.薄型气缸310的下部通过螺栓与安装板架34紧固在一起,该薄型气缸310的上端通过螺纹与滑动杆固定环39的下部侧方相连,推料滑动块314的中部与两侧分别开设有通孔,其中推料滑动块314两侧的通孔正对上销光纤传感器312,该推料滑动块314设置在推料安装座313的内部,推料安装座313的侧部螺钉连接有推料气缸315,且推料气缸315的端部螺纹连接有推料滑动块314,且推料滑动块314正对接料杆38的下端,推料安装座313上下螺纹连接有快速接头,便于通过气压的方式输送销钉。
57.本实施例中,如图6-8所示,压装组件4包括伺服电缸41、压装电缸基座42、压装下基座43、传感器安装座44、电缸连接头45、称重传感器46、连接端盖47、压装复位大弹簧48、护套外套49、压装导轨410、夹头压片411、带肩导套412、压装导向柱413、导正压头414、压装复位小弹簧415、压头保护套416、压销夹头417和压头导套418,伺服电缸41通过螺栓固定在压装电缸基座42的上端,且压装电缸基座42的下端螺钉连接有压装下基座43,电缸连接头45通过螺纹配合与伺服电缸41的端部相连,该电缸连接头45的下部通过传感器安装座44安装有称重传感器46,且传感器安装座44的下部高等螺栓连接有连接端盖47,其中高等螺栓与连接端盖47间隙配合在一起,且连接端盖47与传感器安装座44之间设有压装复位大弹簧48;
58.护套外套49通过螺栓固定在连接端盖47的下部,该护套外套49与带肩导套412之间采用间隙配合,该护套外套49的内部间隙配合有压装导向柱413,且压装导向柱413的一端通过挡边设置在传感器安装座44,并且与称重传感器46接触,该压装导向柱413的另一端与压头保护套416上部接触,导正压头414通过压装复位小弹簧415与压头保护套416的配合设置在压装导向柱413的下方,压销夹头417通过螺栓固定在护套外套49的下端,该压销夹头417的内部放置有压头导套418,且压头导套418与压装复位小弹簧415的下端接触,该压头导套418与导正压头414间隙配合在一起,夹头压片411通过间隙配合设置在压销夹头417的侧部,该夹头压片411的中部通过转轴与压销夹头417连接在一起,该夹头压片411的侧端通过弹簧与压销夹头417相连。
59.本实施例中,如图9所示,水平压装工装6包括工装浮动底座61、浮动板支撑板62、定位座63、聚氨酯定位块64、空压固定夹头65、水平压装导轨66、压装气缸67、第一螺杆68、浮动弹簧69和水平压装接近传感器610,浮动弹簧69通过阶梯导柱设置在工装浮动底座61与浮动板支撑板62之间,且浮动板支撑板62的上部一侧方螺栓连接有定位座63,另一侧通过水平压装导轨66安装有空压固定夹头65,压装气缸67通过螺栓固定在浮动板支撑板62的端部,该压装气缸67的端部法兰连接座与空压固定夹头65相连,第一螺杆68在定位座63的
定位作用下固定在空压固定夹头65的内部,该第一螺杆68的下部接触有聚氨酯定位块64,且聚氨酯定位块64通过滑动间隙配合设置工装浮动底座61的上部,水平压装接近传感器610通过螺钉固定在浮动板支撑板62的下部侧方。
60.本实施例中,如图10所示,送销组件7包括送销组件安装板71、送销气缸72、送销块73、送销滑轨74、送销滑块75、导料锁紧块76、销钉压出组件77、送销光纤传感器78、复位旋钮柱塞79和销钉合流件710,送销气缸72通过l型气缸座固定在送销组件安装板71的侧部,该送销气缸72的端部螺纹连接有送销块73,且送销块73的内侧螺栓连接有送销滑轨74,且送销滑轨74与送销滑块75间隙配合在一起,且送销滑块75固定在送销组件安装板71的侧部,销钉合流件710通过导料锁紧块76与送销组件安装板71固定在一起,该销钉合流件710的正下方设有销钉压出组件77,且销钉压出组件77与送销块73镶嵌在一起,且在送销块73的侧部螺纹连接有复位旋钮柱塞79,销钉合流件710的上部螺纹连接有快速接头,并且通过透明气管与接料管固定块311下部的快速接头相通,送销光纤传感器78通过螺钉固定在送销块73的侧部。
61.本实施例中,如图11所示,销钉压出组件77包括出销导向导套77a、送销耐磨导套77b、滑槽77c、销针77d和出销弹簧77e,出销导向导套77a与送销耐磨导套77b间隙配合在一起,且送销耐磨导套77b的内部间隙配合有销针77d,销针77d的外部套有出销弹簧77e,且出销弹簧77e的上部与送销耐磨导套77b的下部连接在一起,滑槽77c开设在送销耐磨导套77b的侧部,该滑槽77c的内部与复位旋钮柱塞79的端部接触。
62.本实施例中,如图12所示,移栽工作台组件8包括移栽支架81、移栽工作台拖板82、移栽导轨83、百分表84、防护罩85、滚珠丝杠86、三菱伺服电机87、同步轮88和同步带89,移栽工作台拖板82通过移栽导轨83安装在移栽支架81的上部,且移栽支架81的外部螺钉连接有防护罩85,移栽工作台拖板82的上部侧方放置有百分表84,该移栽工作台拖板82的上部设有水平压装工装6与竖直压装工装9,滚珠丝杠86通过t型轴承座安装在移栽支架81的内侧,该滚珠丝杠86通过丝杠螺母与移栽工作台拖板82相连接,同步轮88的数量采用两个,其中一个通过键连接固定在三菱伺服电机87的端部,其余一个通过键连接固定在滚珠丝杠86的端部,并且通过同步带89相连接,三菱伺服电机87通过螺栓固定在移栽支架81的下部侧方。
63.本实施例中,如图13-14所示,竖直压装工装9包括工装底座91、v形定位块92、初定位导杆座93、初定位轴94、竖直压装气缸95、竖直压装接近传感器96、夹紧块97、聚聚氨酯夹块98和第二螺杆99,工装底座91上部侧方螺栓连接有初定位导杆座93,且初定位导杆座93的上部螺栓连接有初定位轴94,该初定位导杆座93的侧部通过l型板件连接有竖直压装接近传感器96,竖直压装气缸95通过螺栓安装在工装底座91的侧部,该竖直压装气缸95的端部螺栓固定有夹紧块97,且在夹紧块97的侧部螺钉连接有聚聚氨酯夹块98,
64.其中,第二螺杆99通过倾斜的放置方式位于初定位轴94的下方,并在竖直压装气缸95的作用下固定在v形定位块92与聚聚氨酯夹块98之间,其中v形定位块92通过螺栓固定在工装底座91的侧方。
65.本实施例中,如图15所示,孔吹削组件15包括吹气气缸15a、吹气气缸连接座15b和吹气嘴15c,吹气气缸15a在螺母的压紧的作用下通过吹气气缸连接座15b固定在压装下基座43的侧部,该吹气气缸15a的端部螺纹连接有吹气嘴15c,且吹气嘴15c的侧部通过l型气
动接头与外部气源相通。
66.本技术文件中使用到各类部件均为标准件,各个零件的具体连接方式均采用现有技术中成熟的螺栓、焊接等常规手段,机械、零件和电器设备均采用现有技术中的常规型号,电路连接采用现有技术中常规的连接方式,在此不再作出具体叙述。
67.本发明所涉及的一种自动推销的铰孔压销装置,为完成对工件的压销包括以下步骤:
68.s100、开始工作:首先启动上推气缸57推动上部的气缸升降座56,上升的同时气缸升降座56带动链条54的一端上移,并在链轮55的作用下使链条54的另一端向上拉动升降门51的侧部,且在箱式直线轴承53与导向轴52的作用下使得升降门51向上平移升降,从而不需要工作人员手动将装置外门打开,解决了工作人员一边拿着工件还要手动拉开外门导致不便捷的问题,提高了工作人员的加工效率;
69.s200、完后装夹:工作人员当对第一螺杆68装夹时,工作人员通过定位座63的作用下进行定位,并通过压装气缸67放入空压固定夹头65的内部,其次通过空压固定夹头46将第二螺杆48固定,不仅保证了装夹精度,而且提高了工作效率,同时通过聚氨酯定位块64便于对螺杆进行定位,且还不易磨损工件的表面,当对第二螺杆99装夹时,将在初定位轴94的作用下将第二螺杆99倾斜放入在竖直工装底座91的上部,并且通过竖直压装气缸95将第二螺杆99夹紧在v形定位块92与聚聚氨酯夹块98之间,从而完成了实现了对螺杆水平或竖直的快速装夹;
70.s300、移动工位完成铰孔:三菱伺服电机87通过带动同步轮88转动,并在同步带89的作用下使滚珠丝杠86转动,然后通过移栽工作台拖板82下部的丝杠螺母,且配合移栽导轨83,从而使得上部的防护罩85及水平压装工装6、竖直压装工装9水平移动,其次借助对刀仪11完成对工件的对刀,且在对刀前工作人员可以将钻头或铣刀安装在伺服钻削动力头12的下部,从而进行对工件的钻孔或铰孔,且通过移栽工作台拖板82上部的百分表84便于检测对螺杆工件的装夹是否符合要求,通过移栽工作台组件8有利于满足螺杆工件在不同工位加工,同时通过防护罩85的设置防止铁屑影响滚珠丝杠86的精度,从而提高了铰孔及压销的精度。
71.s400、完成上销:上销前工作人员拉开手拉门33,并打开筒盖37将销钉放入料筒36的内部,然后薄型气缸310向上来回推动滑动杆固定环39,同时滑动杆固定环39使接料杆38在料筒36内部来回伸缩,这时料筒36内的销钉会以排列的形式进入接料杆38的内部,当推料安装座313侧部的上销光纤传感器312感应到推料滑动块314的内部落入销钉,然后推料气缸315对推料滑动块314来回推动,并且来回推动的同时推料安装座313的上部的快速接头与设备外部起源相通,推料气缸315每次推动将有一个销钉通过气压进入推料安装座313的下部的快速接头内部,然后在气管的作用下,随着外部输送的气压将销钉输送到销钉合流件710的内部,完成了上销工序,通过上述上销方法不仅效率高,而且利于对工件的批量压销,同时通过采用多个料筒36有利于满足不同销钉的上销,且通过接料盒32防止上方的销钉落到地面,避免了不必要的损失。
72.s500、自动送销:销钉进入销钉合流件710后,销钉利用自身重量流进送销耐磨导套77b的内部,当送销光纤传感器78感应到送销耐磨导套77b内部有销钉时,送销气缸72在送销滑轨74与送销滑块75的作用下,向前方推动送销块73,同时销钉压出组件77也向前推
进,到达压装组件4正下方后,其次伺服电缸41向下推动,使压销夹头417对送销耐磨导套77b下压,同时出销弹簧77e向下压缩,这时销针77d会将送销耐磨导套77b内部的销钉,压入到压销夹头417的内部,然后将伺服电缸41退回,这时夹头压片411利用侧部上方的弹簧将销钉夹住,完成对销钉自动传送,解决了现有送销时非常不便及比较困难的问题,并且通过对接送销的方式不易使销钉掉落,使得对零件压销的工作效率得到了有效的提高。
73.s600、完成压销:工件通过移栽工作台组件8到达指定位置后,然后借助伺服电缸41开始向下施压,当压销夹头417与工件接触时,下一步连接端盖47、护套外套49与压销夹头417停止下压,然而压装导向柱413在压装导轨410作用下随着伺服电缸41的推进继续下降,下降的同时会推动导正压头414向下移动,当导正压头414与销钉接触时开始对工件压销,通过上述工作方式压销时对销钉起到了校正的作用,有效的保证了压销的精度,不易产生偏移的现象,大大减小了加工的损失,且通过压装复位大弹簧48与压装复位小弹簧415的设置有利于满足对工件压销的批量加工。
74.综上所述:该一种自动推销的铰孔压销装置,解决了现有用于转向螺杆的铰孔压销装置存在着无法将钻孔、铰孔、送销及压销一体化,由于多次装夹在不同的地方加工,大大影响了工件的精度,无法针对螺杆水平或竖直的快速装夹,不利于对工件的批量压销,送销时非常不便,并且在销钉压销时容易出现偏移,无法有效的保证了压销的精度的问题。
75.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1