一种提升焊接牢固性的焊接工艺
1.本发明涉及焊接技术领域,尤其涉及一种提升焊接牢固性的焊接工艺。
背景技术:
2.焊接,通俗的解释就是将两个原本分开的金属通过适宜的方法连接在一起,在微观层面上,焊接在一起的两个金属具有原子结合的特点,通常是通过加热和加压两种方法来实现连接的;具体来说,从焊接原理的角度对焊接方法进行分类有:熔化焊、压力焊、钎焊等等。
3.在焊接时,焊接断面的表面质量是影响焊接效果的重要因素,焊接断面表面存在的杂质会严重影响焊接效果;而且,传统的焊接工艺,在焊接完成后,焊接接头的牢固性较差,容易发生锈蚀断裂的情况;同时,在焊接时,焊烟分散在焊接接头的外侧,容易导致焊烟中的杂质出现二次焊接的情况,使得焊接接头容易出现焊包,影响焊接效果;而且,焊接时溅射的焊渣会对焊烟净化设造成损伤,因此,设计一种提升焊接牢固性的焊接工艺是很有必要的。
技术实现要素:
4.本发明解决的问题在于提供一种提升焊接牢固性的焊接工艺,通过对焊接断面和焊接电极的表面进行检查处理,能够有效提高焊接断面的表面质量,能够降低杂质影响焊接的质量,有效效避免焊包的产生;而且,通过对焊接接头进行热处理以及进行喷涂强化涂层,能够有效,提高焊接接头的连接强度,使得焊接接头的焊接牢固性大大提高;同时,在焊接的过程中,通过将焊接烟尘进行吸收处理,能够有效避免焊接烟尘在焊接接头位置形成焊包的情况,不仅有效提高焊接质量,而且,也有效降低焊接烟尘对环境的影响。
5.为了实现上述目的,本发明采用了如下技术方案:一种提升焊接牢固性的焊接工艺,包括以下步骤:步骤s1:焊件的表面检查处理;对焊接断面进行人工检测,确保焊接断面的平整,基本杜绝断面不平或断面扭曲,对于焊接断面不平整的焊件,通过打磨设备对焊接断面进行打磨处理,直到将焊接断面打磨平整;步骤s2:回收焊剂的查验和焊剂装填;使得回收的焊剂经过筛、检拾,剔除混杂的水泥渣块、熔渣等杂物,避免焊剂中夹杂杂物;焊剂装填时,从焊接罐四周填装焊剂,避免焊剂从焊接罐的一侧直接倒入,确保料罐内装填的焊剂装填均匀、密度一致,从而确保焊剂融化后密度一致,提高焊件融化量的一致性;步骤s3:焊接电极的查验;由于焊接电极长期使用,焊渣、灰尘等污物沉积在电极表面,导致电极表面污物在通电后电阻大小不等,对电极表面的污物进行清理,清除夹具内部的污物,并及时清除两个电极表面上的熔渣,使得电极表面清洁、无杂物;步骤s4:焊接及焊烟处理;将焊件通过夹具进行固定后,使得焊件的焊接断面处于同轴状态,确定焊接参数后,施焊操作,将焊接电极通电后,通过焊剂能够对焊件进行焊接,
并通过焊烟净化设备对焊接烟尘吸收处理;步骤s5:焊接接头的热处理;焊接完成后,适当停歇5-10min后,直到焊件冷却后,卸下焊接夹具,敲去渣壳,使得焊包凸出焊件表面4-8mm;并通过热处理设备对焊接接头进行焊接热处理;采用双中频型热处理设备,对焊接接头进行加热,加热温度达到550-650℃,保温2-4h,继续加热,焊接接头温度达到920℃-1150℃,热处理时间保持在120s-130s,加热完成后,进行喷风冷却,通过热处理消除焊缝的残余应力,细化焊接区域的晶粒组织,提高焊缝的韧性和硬度;步骤s6:强化涂层的喷涂;热处理完成后,在焊接接头部位喷涂钛纳米聚合物焊缝涂料,喷涂多次,进行人工快速风干处理,从而形成焊缝强化涂层。
6.作为本发明进一步的方案:所述步骤s1中,焊件的表面检查完成后,采用丙酮溶剂对焊接断面进行清洁,除去焊接断面表面的油脂、水分、锈渍。
7.作为本发明进一步的方案:所述步骤s2中,焊剂在焊前应进行300-500℃的烘干,消除焊剂中的水分,进而降低氢含量。
8.作为本发明进一步的方案:所述步骤s6中,钛纳米聚合物焊缝涂料的制备包括:a、以正己烷为助磨剂、无水乙醇为分散剂、云母氧化铁为填料,在高能球磨罐中与适量纳米钛粉混合,从而形成钛纳米聚合物;b、将钛纳米聚合物和e-44环氧树脂、稀释剂、流平剂、光稳定剂、增塑剂、固化剂均匀混合、熟化制备得到钛纳米聚合物焊缝涂料。
9.作为本发明进一步的方案:所述步骤s4中,焊烟净化设备包括机箱、电控板、吸气机、折叠烟管、导流罩、调节组件、净化组件和防护组件,所述机箱的端面一侧固定安装有电控板,所述机箱的外部一侧设置有调节组件,所述机箱的内侧顶部一侧中央固定安装有吸气机,所述吸气机的一端进气端连接安装有折叠烟管,且折叠烟管的一端连接安装有导流罩,所述折叠烟管和导流罩均与调节组件连接,所述吸气机的另一端出气端连接安装有净化组件,所述机箱的一端外侧设置有防护组件;所述调节组件包括驱动电机、第一传动齿轮、从动转轴、第二传动齿轮、传动端盖、折叠架、电动导轨、调节滑座、安装顶杆、横梁架、旋转台、电动伸缩杆、限位架、连接支架和弹簧压杆,所述驱动电机固定安装在机箱的内侧顶部,所述驱动电机的电机轴一端连接安装有第一传动齿轮,所述机箱的两侧端面顶部一侧均固定安装有传动端盖,且两个传动端盖的端面中央连接安装有从动转轴,所述从动转轴的中央外壁固定安装有第二传动齿轮,且第二传动齿轮与第一传动齿轮啮合连接,所述从动转轴的两端穿过传动端盖连接安装有折叠架,所述折叠架的内侧中央固定安装有电动导轨,且电动导轨的一侧设置有调节滑座,所述调节滑座的顶部端面固定安装有安装顶杆,且两个安装顶杆的顶部端面连接安装有横梁架,所述横梁架的端面中央固定安装有旋转台,且旋转台的端面中央插接安装有电动伸缩杆,所述电动伸缩杆的底部一端穿过旋转台连接安装有限位架,且限位架套接安装在折叠烟管的外侧,所述限位架的外壁一侧中央固定安装有弹簧压杆,且弹簧压杆的一端与折叠烟管的外壁固定连接,所述限位架的一端两侧均固定安装有连接支架,且连接支架的另一端与导流罩的端面固定连接。
10.作为本发明进一步的方案:所述机箱的两侧端面位于传动端盖的外侧固定安装有轨迹架,且轨迹架的角度为90
°
,所述折叠架的内壁一侧中央固定安装有轨迹连杆,且轨迹
连杆的一端插接安装在轨迹架的内部。
11.作为本发明进一步的方案:所述防护组件包括承重板、插接支座、定位插块和防护挡板,四个所述承重板固定安装在机箱的一端外侧四周,所述承重板的端面中央固定安装有插接支座,所述插接支座的端面中央开设有防脱卡槽,四个所述插接支座的外侧设置有防护挡板,所述防护挡板的内侧端面四周均固定安装有定位插块,且定位插块的一端插接安装在防脱卡槽的内部。
12.作为本发明进一步的方案:所述净化组件包括第一输气管、净化滤芯、喷淋箱、喷流管、洗气喷头、循环液泵、滤网、第三输气管、储液箱和第二输气管,所述第一输气管插接安装在吸气机的另一端出气端,所述第一输气管的底部一端连接安装有净化滤芯,所述净化滤芯的底部一端出气端连接安装有第二输气管,且第二输气管的一端连接安装有喷淋箱,所述喷淋箱的内侧顶部固定安装有喷流管,且喷流管的底部端面插接安装有若干个洗气喷头,所述喷淋箱的一端插接安装有第三输气管,所述喷淋箱的底部端面固定安装有滤网,且滤网的底部下方设置有储液箱,所述储液箱的顶部端面一侧固定安装有循环液泵,所述循环液泵的出液端通过输液管与喷流管的另一端连接安装,且循环液泵的进液端通过输液管与储液箱的内侧底部连通。。
13.本发明的有益效果是:1、本发散的提升焊接牢固性的焊接工艺,通过对焊接断面和焊接电极的表面进行检查处理,能够有效提高焊接断面的表面质量,能够降低杂质影响焊接的质量,有效效避免焊包的产生;而且,通过对焊接接头进行热处理以及进行喷涂强化涂层,能够有效,提高焊接接头的连接强度,使得焊接接头的焊接牢固性大大提高。
14.2、本发明的焊烟净化设备,结构简单,能够具有良好的焊烟净化处理效果;在焊接的过程中,通过将焊接烟尘进行快速吸收处理,能够有效避免焊接烟尘分布在焊接接头位置导致二次焊接形成焊包的情况,不仅有效提高焊接质量,而且,也有效降低焊接烟尘对环境的影响;同时,能够根据使用需求将焊烟吸收位置进行调节,并且能够对设备具有良好的防护效果,有效降低溅射的焊渣对设备造成的损伤。
附图说明
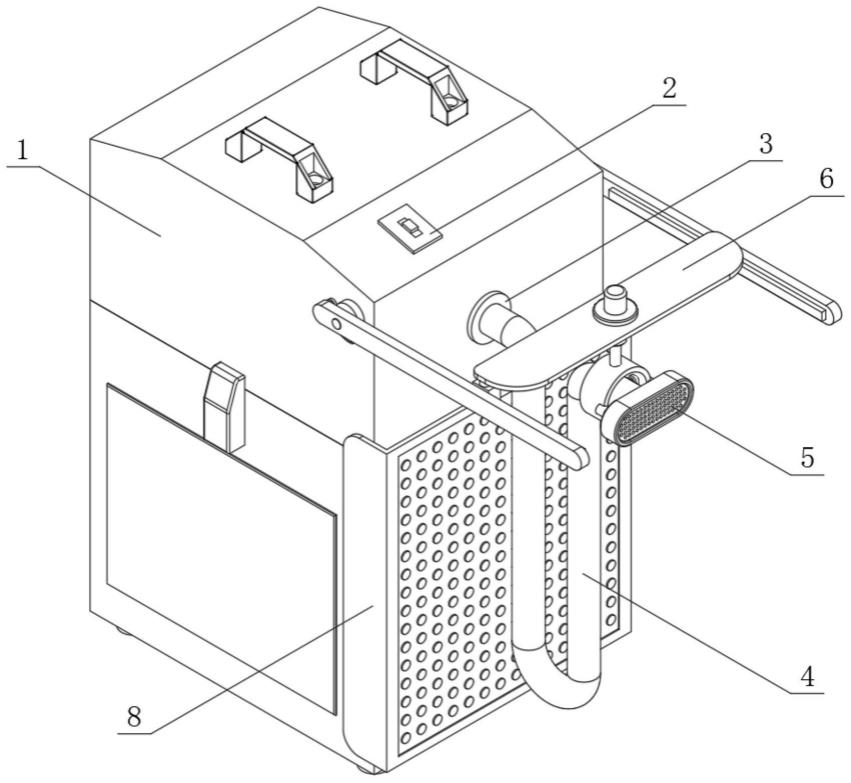
15.图1为本发明的焊烟净化设备的第一整体结构示意图;图2为本发明的焊烟净化设备的第二整体结构示意图;图3为本发明的焊烟净化设备的整体主视图;图4为本发明的焊烟净化设备的整体俯视图;图5为本发明的焊烟净化设备的整体剖视图;图例说明:1、机箱;2、电控板;3、吸气机;4、折叠烟管;5、导流罩;6、调节组件;7、净化组件;8、防护组件;61、驱动电机;62、第一传动齿轮;63、从动转轴;64、第二传动齿轮;65、传动端盖;66、折叠架;67、电动导轨;68、调节滑座;69、安装顶杆;610、横梁架;611、旋转台;612、电动伸缩杆;613、限位架;614、连接支架;615、弹簧压杆;71、第一输气管;72、净化滤芯;73、喷淋箱;74、喷流管;75、洗气喷头;76、循环液泵;77、滤网;78、第三输气管;79、储液箱;710、第二输气管;81、承重板;82、插接支座;83、定位插块;84、防护挡板。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
17.下面给出具体实施例。
18.参见图1-5,一种提升焊接牢固性的焊接工艺,包括以下步骤:步骤s1:焊件的表面检查处理;对焊接断面进行人工检测,确保焊接断面的平整,基本杜绝断面不平或断面扭曲,对于焊接断面不平整的焊件,通过打磨设备对焊接断面进行打磨处理,直到将焊接断面打磨平整;其中,焊件的表面检查完成后,采用丙酮溶剂对焊接断面进行清洁,除去焊接断面表面的油脂、水分、锈渍;有利于提高焊件的焊接断面的焊接质量;步骤s2:回收焊剂的查验和焊剂装填;使得回收的焊剂经过筛、检拾,剔除混杂的水泥渣块、熔渣等杂物,避免焊剂中夹杂杂物;焊剂装填时,从焊接罐四周填装焊剂,避免焊剂从焊接罐的一侧直接倒入,确保料罐内装填的焊剂装填均匀、密度一致,从而确保焊剂融化后密度一致,提高焊件融化量的一致性;其中,焊剂在焊前应进行300-500℃的烘干,消除焊剂中的水分,进而降低氢含量,提高焊接质量;步骤s3:焊接电极的查验;由于焊接电极长期使用,焊渣、灰尘等污物沉积在电极表面,导致电极表面污物在通电后电阻大小不等,对电极表面的污物进行清理,清除夹具内部的污物,并及时清除两个电极表面上的熔渣,使得电极表面清洁、无杂物;步骤s4:焊接及焊烟处理;将焊件通过夹具进行固定后,使得焊件的焊接断面处于同轴状态,确定焊接参数后,施焊操作,将焊接电极通电后,通过焊剂能够对焊件进行焊接,并通过焊烟净化设备对焊接烟尘吸收处理;其中,焊烟净化设备包括机箱1、电控板2、吸气机3、折叠烟管4、导流罩5、调节组件6、净化组件7和防护组件8,机箱1的端面一侧固定安装有电控板2,机箱1的外部一侧设置有调节组件6,机箱1的内侧顶部一侧中央固定安装有吸气机3,吸气机3的一端进气端连接安装有折叠烟管4,且折叠烟管4的一端连接安装有导流罩5,折叠烟管4和导流罩5均与调节组件6连接,吸气机3的另一端出气端连接安装有净化组件7,机箱1的一端外侧设置有防护组件8;调节组件6包括驱动电机61、第一传动齿轮62、从动转轴63、第二传动齿轮64、传动端盖65、折叠架66、电动导轨67、调节滑座68、安装顶杆69、横梁架610、旋转台611、电动伸缩杆612、限位架613、连接支架614和弹簧压杆615,驱动电机61固定安装在机箱1的内侧顶部,驱动电机61的电机轴一端连接安装有第一传动齿轮62,机箱1的两侧端面顶部一侧均固定安装有传动端盖65,且两个传动端盖65的端面中央连接安装有从动转轴63,从动转轴63的中央外壁固定安装有第二传动齿轮64,且第二传动齿轮64与第一传动齿轮62啮合连接,从动转轴63的两端穿过传动端盖65连接安装有折叠架66,折叠架66的内侧中央固定安装有电动导轨67,且电动导轨67的一侧设置有调节滑座68,调节滑座68的顶部端面固定安装有安装顶杆69,且两个安装顶杆69的顶部端面连接安装有横梁架610,横梁架610的端面中央固
定安装有旋转台611,且旋转台611的端面中央插接安装有电动伸缩杆612,电动伸缩杆612的底部一端穿过旋转台611连接安装有限位架613,且限位架613套接安装在折叠烟管4的外侧,限位架613的外壁一侧中央固定安装有弹簧压杆615,且弹簧压杆615的一端与折叠烟管4的外壁固定连接,限位架613的一端两侧均固定安装有连接支架614,且连接支架614的另一端与导流罩5的端面固定连接;机箱1的两侧端面位于传动端盖65的外侧固定安装有轨迹架,且轨迹架的角度为90
°
,折叠架66的内壁一侧中央固定安装有轨迹连杆,且轨迹连杆的一端插接安装在轨迹架的内部,便于对折叠架66的转动进行限位;防护组件8包括承重板81、插接支座82、定位插块83和防护挡板84,四个承重板81固定安装在机箱1的一端外侧四周,承重板81的端面中央固定安装有插接支座82,插接支座82的端面中央开设有防脱卡槽,四个插接支座82的外侧设置有防护挡板84,防护挡板84的内侧端面四周均固定安装有定位插块83,且定位插块83的一端插接安装在防脱卡槽的内部;通过防护组件8能够对机箱1具有良好的防护效果,延长机箱1的使用寿命;净化组件7包括第一输气管71、净化滤芯72、喷淋箱73、喷流管74、洗气喷头75、循环液泵76、滤网77、第三输气管78、储液箱79和第二输气管710,第一输气管71插接安装在吸气机3的另一端出气端,第一输气管71的底部一端连接安装有净化滤芯72,净化滤芯72的底部一端出气端连接安装有第二输气管710,且第二输气管710的一端连接安装有喷淋箱73,喷淋箱73的内侧顶部固定安装有喷流管74,且喷流管74的底部端面插接安装有若干个洗气喷头75,喷淋箱73的一端插接安装有第三输气管78,喷淋箱73的底部端面固定安装有滤网77,且滤网77的底部下方设置有储液箱79,储液箱79的顶部端面一侧固定安装有循环液泵76,循环液泵76的出液端通过输液管与喷流管74的另一端连接安装,且循环液泵76的进液端通过输液管与储液箱79的内侧底部连通;通过净化组件7能够对焊接烟尘进行吸收清洁,有效除去烟尘中的污染物和杂质,降低焊接烟尘对环境造成的污染;在使用时,将机箱1放置在合适的使用位置后,通过调节组件6能够将导流罩5和折叠烟管4的位置进行调节,使得导流罩5能够位于焊接位置的一侧,从而便于吸气机3工作时,通过折叠烟管4和导流罩5将焊接产生的烟尘吸收,并通过净化组件7进行净化清洁,通过防护组件8能够对机箱1进行防护,从而有效降低焊接时溅射的焊渣对机箱1造成的损伤;具体的,折叠架66处于竖直状态,通过电控板2使得驱动电机61转动,驱动电机61通过电机轴带动第一传动齿轮62,使得第一传动齿轮62带动第二传动齿轮64转动,进而使得从动转轴63在传动端盖65端面中央转动,当从动转轴63能够带动折叠架66转动,使得轨迹连杆在轨迹架的内部转动90
°
,使得折叠架66转动到水平状态,调节滑座68在电动导轨67的表面移动,从而通过安装顶杆69能够带动横梁架610的位置发生调节,从而通过电动伸缩杆612和限位架613将导流罩5和折叠烟管4的位置移动,旋转台611能够将导流罩5的角度进行调节,电动伸缩杆612能够将导流罩5的高度进行调节,通过连接支架614能够对折叠烟管4具有限位连接的效果,通过弹簧压杆615能够提高导流罩5与限位架613的连接紧固性,当导流罩5移动到合适的位置后,吸气机3通过折叠烟管4和导流罩5将烟尘吸收到第一输气管71,并通过第一输气管71输送到净化滤芯72的内部进行杂质过滤,同时,循环液泵76工作,通过输液管将储液箱79内部的喷淋液输送到喷流管74,通过洗气喷头75喷淋到喷淋箱73的内部,经滤网77循环流入到储液箱79的内部,当通过净化滤芯72过滤后的烟气通过第二输气管710
注入到喷淋箱73的内部后,使得烟气与水珠接触,水珠能够将烟气中的颗粒物质粘结,从而使得烟气得到净化,净化后的烟气通过第三输气管78排出;在焊接时,产生的焊渣容易发生溅射,将防护挡板84放置在机箱1的一侧,使得防护挡板84内侧的定位插块83能够挂接安装在插接支座82的内部,并通过承重板81和插接支座82能够对定位插块83具有稳定的支撑效果,从而能够通过防护挡板84抵挡溅射的焊渣,避免焊渣对机箱1造成损伤;步骤s5:焊接接头的热处理;焊接完成后,适当停歇5-10min后,直到焊件冷却后,卸下焊接夹具,敲去渣壳,使得焊包凸出焊件表面4-8mm;并通过热处理设备对焊接接头进行焊接热处理;采用双中频型热处理设备,对焊接接头进行加热,加热温度达到550-650℃,保温2-4h,继续加热,焊接接头温度达到920℃-1150℃,热处理时间保持在120s-130s,加热完成后,进行喷风冷却,通过热处理消除焊缝的残余应力,细化焊接区域的晶粒组织,提高焊缝的韧性和硬度;步骤s6:强化涂层的喷涂;热处理完成后,在焊接接头部位喷涂钛纳米聚合物焊缝涂料,喷涂多次,进行人工快速风干处理,从而形成焊缝强化涂层;其中,钛纳米聚合物焊缝涂料的制备包括:a、以正己烷为助磨剂、无水乙醇为分散剂、云母氧化铁为填料,在高能球磨罐中与适量纳米钛粉混合,从而形成钛纳米聚合物;b、将钛纳米聚合物和e-44环氧树脂、稀释剂、流平剂、光稳定剂、增塑剂、固化剂均匀混合、熟化制备得到钛纳米聚合物焊缝涂料;通过设置钛纳米聚合物焊缝能够具有良好的附着力和柔韧性;并且能够提高焊缝位置处的耐冲击性能;有效挺高焊接的紧固性。
19.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1