一种即热式电热头模组的结构及制作方法与流程
1.本发明涉及电烙铁技术领域,具体为一种即热式电热头模组的结构及制作方法。
背景技术:
2.现有电烙铁搭配使用的烙铁头,产生的热量方式为传导式,即电烙铁中设置一发热体,发热体产生高温后,再传递给烙铁头,如现有公开号为cn1150077c的电烙铁、公开号为cn101264539b的一种电烙铁、公开号为cn103706912a的一种电烙铁;上述专利所公开的导热结构/方式,在实际应用时,电烙铁通入电流后,只是发热体产生高温,高温还需在热传导效应下,隔一段时间才会作用于烙铁头上,然后才能利用电烙铁进行工作,这其中热量传导的过程,浪费了时间,烙铁头无法做到即用即热,不用等待;综上所述,本领域的技术人员提出了一种即热式电热头模组的结构及制作方法。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种即热式电热头模组的结构及制作方法,解决了上述背景技术中提出的问题。
4.为实现以上目的,本发明通过以下技术方案予以实现:第一方面,本发明提供了一种即热式电热头模组的结构,具有发热体和外套结构,外套结构设置于发热体的外部,所述发热体包括:基体层,设置为金属材质,作为整个电热头模组的基础支撑结构;发热层,为高导电金属材质的发热电路层,通入电流后,所述发热层产生大量高温热能;绝缘层,设置为绝缘材质,作为所述基体层、发热层之间的绝缘间隔层;电极引脚,设置于所述发热层发热电路的末端,为高导电金属材质;所述外套结构包括:导热层,设置为绝缘导热材质,与所述发热层的外表面相贴合;外套层,设置为金属材质,设置于所述导热层的外部;表面层,设置为合金材质,结合固定于所述外套层的外表面。
5.作为本发明优选的技术方案,所述基体层和外套层均为不锈钢金属材质的构件,所述发热层、电极引脚的高导电金属均为银合金。
6.作为本发明优选的技术方案,所述绝缘层为3m电气绝缘树脂或微晶玻璃,所述导热层为导热灌封胶或导热硅胶片。
7.作为本发明优选的技术方案,所述表面层为锡合金材质的构件。
8.作为本发明优选的技术方案,所述电极引脚的数量至少设置有两个,其中四个为最优选。
9.作为本发明优选的技术方案,还包括设置于整个电热头模组端部的电热头部,所
述电热头部的形状为锥形、刀形、马蹄形以及剑形中的任意一项。
10.作为本发明优选的技术方案,所述电热头模组结构的特性为ptc特性,且常温静态阻值小于1欧姆。
11.第二方面,本发明还提供了一种即热式电热头模组结构的制作方法,包括如下步骤:a、通过工艺a将绝缘层覆盖于基体层的上、下两面,并通过工艺b让绝缘层与基体层结合,得到产物x;b、通过工艺c将发热层印制在产物x的上、下两面,并通过工艺d让发热层与产物x结合,得到产物y;c、在产物y的外部设置外套层,并在产物y与外套层之间填充导热层,并高温固化,得到产物z;d、在产物z的外部通过工艺e结合一层表面层,即得半成品电热头模组;e、在半成品电热头模组中发热层的发热电路末端固定若干个电极引脚,即可。
12.作为本发明优选的技术方案,所述工艺a为喷涂、印刷以及浸泡中的任意一项,所述工艺b、工艺d均为高温烧结工艺,所述高温烧结工艺的烧结温度高于450℃,所述工艺e为电镀工艺。
13.本发明提供了一种即热式电热头模组的结构及制作方法。与现有技术相比具备以下有益效果:该即热式电热头模组,利用发热电路层作为整个电热头模组的发热层,并且内置于电热头模组中,使得整个电热头模组为自发热结构,而并非传统烙铁头结构中的导热式,最明显的优势在于,整个电烙铁装置通电后,烙铁头会立即产生高温,无需等待,提高工作效率。
14.另外,制作该即热式电热模组的方法,与以往制作方法相比,不仅大幅度降低了电热头模组的制作成本,而且具有优良的发热效能,不仅快速产生热量,而且热量集中于电热头模组的头部,做到即用即热。
附图说明
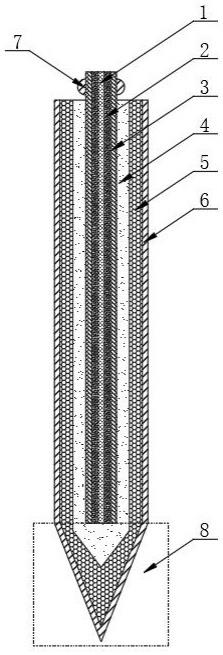
15.图1为本发明即热式电热头模组的结构示意图;图2为本发明图1中a-a的剖视图;图3为本发明制作方法的流程框图。
16.图中:1、基体层;2、绝缘层;3、发热层;4、导热层;5、外套层;6、表面层;7、电极引脚;8、电热头部。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
18.实施例1
请参阅图1-2,本发明的实施例提供一种技术方案:一种即热式电热头模组的结构,具有发热体和外套结构,外套结构设置于发热体的外部,还包括设置于整个电热头模组端部的电热头部8,电热头部8的形状为锥形、刀形、马蹄形以及剑形中的任意一项,具体形状,可根据实际需求进行制作。
19.其中,发热体包括:基体层1,设置为不锈钢金属材质,作为整个电热头模组的基础支撑结构;发热层3,为高导电银合金材质的发热电路层,通入电流后,发热层3产生大量高温热能;绝缘层2,设置为3m电气绝缘树脂,作为基体层1、发热层3之间的绝缘间隔层;电极引脚7,设置于发热层3发热电路的末端,为高导电银合金材质,电极引脚7的数量至少设置有两个,其中四个为最优选。
20.外套结构包括:导热层4,设置为导热灌封胶或导热硅胶片,与发热层3的外表面相贴合;外套层5,设置为不锈钢金属材质,设置于导热层4的外部;表面层6,设置为锡合金材质,结合固定于外套层5的外表面;另外,电热头模组结构的特性为ptc特性(是一种典型具有温度敏感性的半导体电阻,超过一定的温度(居里温度)时,它的电阻值随着温度的升高呈阶跃性的增高),且常温静态阻值小于1欧姆。
21.该电热头模组结构,利用发热电路层作为整个电热头模组的发热层3,并且内置于电热头模组中,使得整个电热头模组为自发热结构,而并非传统烙铁头结构中的导热式,最明显的优势在于,整个电烙铁装置通电后,烙铁头会立即产生高温,无需等待,提高工作效率。
22.实施例2请参阅图3,本发明的实施例还提供一种技术方案:一种即热式电热头模组结构的制作方法,包括如下步骤:a、通过工艺a将绝缘层2覆盖于基体层1的上、下两面,并通过工艺b让绝缘层2与基体层1结合,得到产物x;b、通过工艺c将发热层3印制在产物x的上、下两面,并通过工艺d让发热层3与产物x结合,得到产物y;c、在产物y的外部设置外套层5,并在产物y与外套层5之间填充导热层4,并高温固化,得到产物z;d、在产物z的外部通过工艺e结合一层表面层6,即得半成品电热头模组;e、在半成品电热头模组中发热层3的发热电路末端固定若干个电极引脚7,即可。
23.在该制作方法中,工艺a为喷涂、印刷以及浸泡中的任意一项,工艺b、工艺d均为高温烧结工艺,高温烧结工艺的烧结温度高于450℃,工艺e为电镀工艺。
24.通过该制作方法获得的即热式电热头模组,与以往制作方法相比,不仅大幅度降低了电热头模组的制作成本,而且具有优良的发热效能,不仅快速产生热量,而且热量集中于电热头模组的头部,做到即用即热。
25.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实
体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
26.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1