一种推焦车推焦杆铆钉铆接装置及方法与流程
1.本发明涉及焦化行业设备技术领域,尤其涉及到推焦杆齿条的固定,具体是指一种推焦车推焦杆铆钉铆接装置及方法。
背景技术:
2.推焦车是大型焦炉的配套设备,其中推焦杆是推焦车的关键重点部件,推焦杆的杆身为框架结构,推焦杆主要负责将成熟的焦炭从炭化室机侧推至焦侧,经拦焦车导焦栅再推送至熄焦车,进入下一步工序。
3.推焦杆在运行过程中,通过传动装置给与推焦杆动力,即电机—减速机带动主齿轮,主齿轮与推焦杆上部的齿条啮合,啮合后将动力传递给推焦杆,促进推焦杆前进或后退。其中推焦杆齿条每两米一段,整根推焦杆共19段,每段齿条与推焦杆杆身通过铆钉铆接,在长时间前进和后退运行后,铆钉频繁受到剪切力的剪切,久而久之导致铆钉断裂,铆钉断裂后,齿条固定收到影响,严重时会导致整段齿条脱落,推焦杆无法动作,烧损等。
4.针对以上情况,车间通过点检及时发现铆钉紧固情况,发现断裂后及时联系处理。一般处理流程:将断裂铆钉割除,清理干净;将新铆钉穿入,并将铆钉后端与推焦杆杆身焊接以固定;用火焰将铆钉上端烧红,使其变软;使用特质工具,通过大锤进行铆接,将铆钉铆接。此方法能够将铆钉进行铆接,但由于受到推焦装置结构影响和加热局限性(只能加热铆钉的1/3长度即露出齿条根部的长度),铆钉铆接后铆钉与推焦杆杆身铆钉孔存在2mm间隙,无法完全填充,在后期使用过程中,极易造成铆钉二次断裂。根据跟踪,采用此方法重新铆接的铆钉,使用寿命一般在1.5个月—2.5个月,远远低于正常使用周期12个月的要求。并且需要将铆钉与推焦杆杆身焊接,操作较为繁琐。
5.目前,在不改变推焦杆原有主体构造设计的情况下,还没有解决上述问题的较好解决办法。
技术实现要素:
6.本发明针对现有技术的不足,提供一种推焦车推焦杆铆钉铆接装置及方法,不仅无需对铆钉进行焊接,而且实现了铆钉对铆接孔的全部填充。
7.本发明是通过如下技术方案实现的,提供一种推焦车推焦杆铆钉铆接装置,包括同轴固接的上螺杆和下螺杆,上螺杆和下螺杆的旋向相反,上螺杆的上端通过螺纹连接有第一螺母,第一螺母的上端固接有与上螺杆同轴的顶杆,顶杆的上端面设有与铆钉底端球面适配的凹槽,下螺杆的下端通过螺纹连接有第二螺母。
8.通过本方案的铆接装置,可以将铆钉整体加热,然后利用螺纹的作用使顶杆向上推动铆钉,使铆钉向上穿过铆接孔,然后利用本铆接装置给铆钉提供支撑,从铆钉上端进行施力铆接,从而使铆钉墩粗后填满铆接孔,避免了由于铆钉与铆接孔壁存在间隙而导致铆钉易受剪断裂的问题;通过设置凹槽,提高了放置铆钉时的稳定性。
9.作为优化,上螺杆与下螺杆通过调节块固接,且上螺杆的下端固接于调节块的上
表面,下螺杆的上端固接于调节块的下表面。本优化方案通过设置的调节块将上螺杆与下螺杆固接为一体,结构简单,而且便于对下螺杆和上螺杆的转动操作。
10.作为优化,所述调节块为圆柱形,且调节块与上螺杆、下螺杆同轴。本优化方案的设置,更方便通过转动调节块实现上螺杆、下螺杆的转动。
11.作为优化,调节块上固接有沿横向远离调节块延伸的施力转杆。本优化方案通过设置施力转杆,在转动调节块时更加省力,使得操作更加快捷。
12.本方案还提供一种使用上述推焦车推焦杆铆钉铆接装置进行的铆接方法,实现了推焦车推焦杆齿条快速牢固铆接的目的,具体包括如下步骤:1、将铆接装置放置在推焦杆杆身框架内,并使顶杆沿竖向位于铆接孔的正下方,第二螺母支撑于推焦杆杆身底梁的上表面;2、转动下螺杆,利用螺纹的作用使顶杆上移,至顶杆上端与推焦杆杆身顶梁之间的间距与铆钉长度适配;3、将铆钉整体加热至650℃~700℃,然后将被加热后的铆钉移至顶杆上,并将铆钉底端的球面体放置在顶杆上的凹槽中;4、继续转动下螺杆,使顶杆继续上移,带动铆钉向上穿过铆接孔,至铆钉底端的球面体顶至推焦杆杆身顶梁;5、对向上穿出齿条的铆钉部分进行敲击铆接,铆钉的横向尺寸在敲击作用下增大,填满整个铆接孔;6、旋转下螺杆,使顶杆下移,将铆接装置取出,以进行下一位置的铆接。
13.本发明的有益效果为:在使用过程中,铆接装置能够很好地固定在铆接孔下方,移动安装均方便快捷;实现了对铆钉整体加热后的铆接,使得铆钉填满铆接孔,提高了铆接的牢固性,同时避免了由于铆钉与铆接孔孔壁之间存在间隙而导致铆钉被剪断的情况,大大延长了铆钉的使用寿命;利用螺纹的左右带动铆钉上升,操作方便,实现了快速铆接,同时利用螺纹的作用给铆钉提供支撑,无需将铆钉与推焦杆杆身焊接,保证了推焦杆杆身的完整性,而且调节高度时快捷方便;铆接完毕后,同样可以实现快速调节、移动的目的。
附图说明
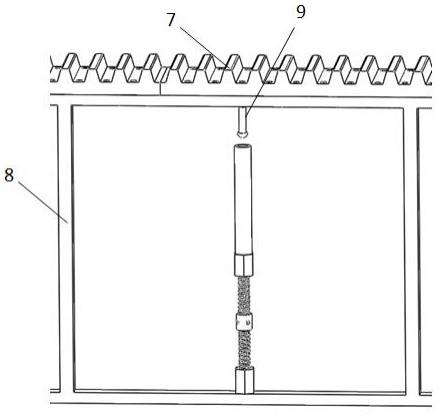
14.图1为本发明铆接装置的结构示意图;图2为本方明铆接装置的使用状态图;图中所示:1、顶杆,2、第一螺母,3、上螺杆,4、调节块,5、下螺杆,6、第二螺母,7、齿条,8、推焦杆杆身, 9、铆钉。
具体实施方式
15.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.如图1所示一种推焦车推焦杆铆钉铆接装置,包括同轴固接的上螺杆3和下螺杆5,
上螺杆和下螺杆的旋向相反,其中上螺杆为右旋螺杆,下螺杆为左旋螺杆。上螺杆与下螺杆之间的连接方式为,上螺杆与下螺杆通过调节块4固接,且上螺杆的下端固接于调节块的上表面,下螺杆的上端固接于调节块的下表面。
17.调节块4为圆柱形,且调节块与上螺杆、下螺杆同轴,调节块的外侧面固接有若干沿横向远离调节块延伸的施力转杆,各施力转杆沿周向均匀分布。
18.上螺杆的上端通过螺纹连接有第一螺母2,第一螺母的上端固接有与上螺杆同轴的顶杆1,顶杆的上端面设有与铆钉底端球面适配的凹槽,下螺杆的下端通过螺纹连接有第二螺母6。通过设置凹槽,实现对铆钉9的稳定支撑,在转动调节块时,在螺纹的作用下,使顶杆上升或下降。凹槽直径大于铆钉底端圆弧直径0.5~1mm,方便于铆钉的放置且不滑脱;凹槽深度小于铆钉底端圆弧直径0.5~1mm,实现了铆钉能够与铆接孔下表面完美紧密贴合,确保铆接质量。
19.使用本实施例推焦车推焦杆铆钉铆接装置进行的铆接方法,包括如下步骤:1、在齿条7和推焦杆杆身顶梁加工铆接孔,将铆接装置放置在推焦杆杆身8的框架内,并使顶杆沿竖向位于铆接孔的正下方,第二螺母支撑于推焦杆杆身底梁的上表面;2、旋转调节块,使下螺杆转动,利用螺纹的作用使顶杆上移,至顶杆上端与推焦杆杆身顶梁之间的间距与铆钉长度适配,即顶杆上端与推焦杆杆身顶梁之间的间距大于铆钉长度1~3mm;3、将铆钉整体加热至650℃~700℃,然后用铆钉钳将被加热后的铆钉移至顶杆上,并将铆钉底端的球面体放置在顶杆上的凹槽中;4、快速旋转调节块,使下螺杆继续转动,顶杆继续上移,带动铆钉向上穿过铆接孔,至铆钉底端的球面体顶至推焦杆杆身顶梁,顶杆的上表面与铆接孔下表面紧密接触,锁紧铆接装置;5、使用铆接机或铆接锤对向上穿出齿条的铆钉部分进行敲击铆接,铆钉的横向尺寸在敲击作用下增大,填满整个铆接孔,确保了铆接质量;6、旋转下螺杆,使顶杆下移,将铆接装置取出,以进行下一位置的铆接。
20.本实施例的有益效果可根据上述技术措施得知:1、铆钉能够整体加热,快速进行铆接,降低了加热不均、铆接过慢对铆接质量的影响。
21.2、铆接装置能够方便快捷的固定在铆接孔的下方,杜绝因固定铆钉焊接推焦杆杆身的现象,也杜绝了铆钉固定不牢影响铆接质量的现象。
22.当然,上述说明也并不仅限于上述举例,本发明未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本发明的技术方案并非是对本发明的限制,参照优选的实施方式对本发明进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换都不脱离本发明的宗旨,也应属于本发明的权利要求保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1