一种用于加工人字梯侧板的加工模具及加工设备的制作方法
1.本技术涉及人字梯侧板加工技术领域,尤其是涉及一种用于加工人字梯侧板的加工模具及加工设备。
背景技术:
2.人字梯侧板是人字梯的重要组成结构,且大多数人字梯侧板通常采用u型铝板进行加工成型。
3.目前,在人字梯侧板的加工过程中,工人需要利用切割机对u型铝板进行切割,使u型铝板被切割成所需长度的标准板,同时使标准板的两端被切割形成所需的倾斜角度,以适应人字梯打开时侧板对地面的倾斜支撑状态。然后,工人需要将标准板移动至钻孔机位置,以对标准板的底部进行钻孔处理,以供工人将脚套套设于标准板底部后通过销钉等进行固定。
4.但是,这种加工方式比较繁琐,大大降低了人字梯侧板的加工效率。因此,可做进一步改进。
技术实现要素:
5.为了能够提高人字梯侧板的加工效率,本技术提供一种用于加工人字梯侧板的加工模具及加工设备。
6.第一方面,本技术提供一种用于加工人字梯侧板的加工模具,采用如下的技术方案:一种用于加工人字梯侧板的加工模具,包括供u型铝板滑动穿设的加工座,所述加工座上设有冲压驱动单元、冲压切刀以及冲压钻头,所述冲压驱动单元用于驱动冲压切对以及冲压钻头对u型铝板进行切割和进行钻孔。
7.通过采用上述技术方案,在加工人字梯侧板的过程中,工人首先将u型板滑动穿设安装于加工座,然后通过冲压驱动单元驱动驱动冲压切刀以及冲压钻头对u型铝板进行切割和进行钻孔,以形成所需的人字梯侧板。由于切割以及钻孔工序均在模具中进行,能够便于工人完成人字梯侧板的加工工作,进而能够提高人字梯侧板的加工效率。
8.可选的,所述加工座包括底座以及安装于底座上的顶部,所述底座与顶座之间预留有供u型铝板穿设的导向口,且所述底座顶面开设有供u型铝板中的两个侧板滑动导向的导向滑槽;所述冲压驱动单元、冲压切刀以及冲压钻头均安装于顶座;所述加工座上开设有供冲压切刀以及冲压钻头穿设导向的切刀导向口以及钻头导向口,且所述切刀导向口以及钻头导向口均同时贯穿底座以及顶座。
9.通过采用上述技术方案,在加工过程中,工人首先将u型铝板穿设于导向口内,且使u型铝板的两个侧板分别滑动卡接于两个导向滑槽内,以对u型铝板进行定位以及导向;然后将u型铝板移动至相对应位置后进行切割以及钻孔工作,以逐步完成对人字梯侧板的加工工作。
10.可选的,所述冲压切刀呈底部开设有等腰梯形开口的板状;所述底座上安装有呈等腰梯形状的对刀板,所述对刀板固定安装于切刀导向口,且所述对刀板用于与冲压切刀进行对合来对u型铝板进行切割。
11.通过采用上述技术方案,在进行切割过程中,冲压驱动单元驱动冲压切刀下移与对刀板进行对合,以对u型铝板进行切割。同时,由于冲压切刀的底部设有呈等腰梯形状的开口,在进行切割过程中,冲压切刀首先从u型铝板的顶板与侧板之间的折角位置进行进刀倾斜切割,此时的进刀切割面积较小,切割比较方便。
12.可选的,所述对刀板顶部两侧折角位置均进行倒圆角处理。
13.通过采用上述技术方案,能够降低冲压切刀与对刀板之间的对合匹配要求,进而能够降低加工难度和加工成本。
14.第二方面,本技术提供一种用于加工人字梯侧板的加工设备,采用如下的技术方案:一种用于加工人字梯侧板的加工设备,包括加工台以及安装于加工台上的进给机构、出料机构、如权利要求1-3任一所述的一种用于加工人字梯侧板的加工模具;所述进给机构以及出料机构分别布置于加工模具左右两侧,且所述进给机构用于推动u型铝板在加工台上进行逐步移动进给;所述出料机构用于带出完成加工工作的人字梯侧板。
15.通过采用上述技术方案,在进行人字梯侧板的加工过程中,进给机构推动u型铝板在加工台上进行逐步进给,使加工模具能够逐步将u型铝板加工成一段段人字梯侧板;同时,每当产生有人字梯侧板后,出料机构将及时带出人字梯侧板。
16.可选的,所述进给机构包括进给座、进给驱动单元以及进给夹持单元;所述进给夹持单元安装于进给座,且所述进给夹持单元用于夹持u型铝板;所述进给驱动单元用于驱动进给座朝靠近/远离加工模具方向进行移动。
17.通过采用上述技术方案,在加工过程中,进给夹持单元首先对u型铝板端部进行夹持,且通过进给驱动单元驱动进给座朝远离加工模具方向移动,以将远离u型铝板远离进给夹持单元一端移动至加工模具内进行等待加工;然后,加工模具对u型铝板进行切割以及钻孔加工,且进给驱动单元逐步驱动进给座朝靠近加工模具方向移动,使技工模具能够逐步u型铝板加工成一段段人字梯侧板。
18.可选的,所述进给夹持单元包括进给夹持座、固定安装于进给夹持座上的夹持托板、铰接安装于进给夹持座上的夹持压块以及进给夹持气缸;所述进给夹持气缸用于驱动夹持压块与夹持托板配合对u型铝板进行夹持。
19.通过采用上述技术方案,在夹持过程中,进给夹持气缸驱动夹持压块转动,使夹持压块与夹持托盘配合对u型铝板进行夹持。
20.可选的,所述进给夹持座上铰接有摆轴,所述夹持压块固定安装于摆轴;所述进给夹持气缸的活塞杆端安装有关节轴承,所述摆轴远离进给夹持座一端连接于关节轴承内。
21.通过采用上述技术方案,在夹持过程中,进给夹持气缸通过关节轴承驱动摆轴进行转动,摆轴带动夹持压块朝靠近夹持托板方向转动,使夹持压块与支持托板配合对u型铝板进行夹持固定。
22.可选的,所述出料机构包括出料座、出料驱动单元以及出料夹持单元;所述出料夹持单元安装于出料座,且所述出料夹持单元用于夹持经加工模具加工成型的人字梯侧板;
所述出料驱动单元用于驱动出料座朝靠近/远离加工模具方向进行移动。
23.通过采用上述技术方案,在出料过程中,当u型铝板被加工模具加工成型为人字梯侧板后,出料夹持单元首先对人字梯侧板进行夹持固定,然后出料驱动单元驱动出料座朝远离加工模具方向移动,使出料夹持单元带出人字梯侧板。
24.可选的,所述加工台顶部在安装加工模具位置处开设有废料口,且所述废料口用于供切割废料以及钻孔废料进行碉掉落收集。
25.通过采用上述技术方案,在加工模具对u型铝板进行切割以及钻孔过程中,切割以及钻孔所产生的废料能够经废料掉落收集,使加工台顶部能够保持相对整洁。
26.综上所述,本技术包括以下至少一种有益技术效果:1.在加工人字梯侧板的过程中,工人首先将u型板滑动穿设安装于加工座,然后通过冲压驱动单元驱动驱动冲压切刀以及冲压钻头对u型铝板进行切割和进行钻孔,以形成所需的人字梯侧板。由于切割以及钻孔工序均在模具中进行,能够便于工人完成人字梯侧板的加工工作,进而能够提高人字梯侧板的加工效率;2.在加工过程中,工人首先将u型铝板穿设于导向口内,且使u型铝板的两个侧板分别滑动卡接于两个导向滑槽内,以对u型铝板进行定位以及导向;然后将u型铝板移动至相对应位置后进行切割以及钻孔工作,以逐步完成对人字梯侧板的加工工作;3.在进行切割过程中,冲压驱动单元驱动冲压切刀下移与对刀板进行对合,以对u型铝板进行切割。同时,由于冲压切刀的底部设有呈等腰梯形状的开口,在进行切割过程中,冲压切刀首先从u型铝板的顶板与侧板之间的折角位置进行进刀倾斜切割,此时的进刀切割面积较小,切割比较方便。
附图说明
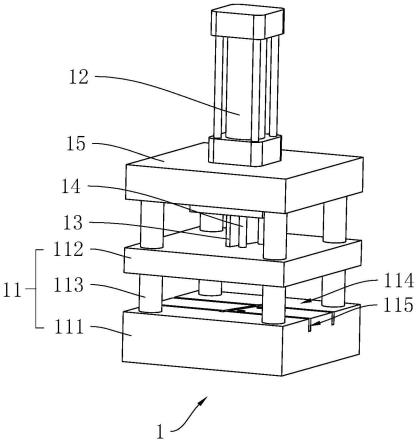
27.图1是本技术一种用于加工人字梯侧板的加工模具的整体结构示意图。
28.图2是本技术一种用于加工人字梯侧板的加工模具的爆炸图。
29.图3是本技术一种用于加工人字梯侧板的加工设备的整体结构示意图。
30.图4是为了展示本技术一种用于加工人字梯侧板的加工设备中进给夹持单元的具体结构。
31.图5是为了展示本技术一种用于加工人字梯侧板的加工设备中出料夹持单元的具体结构。
32.附图标记说明:1、加工模具;11、加工座;111、底座;112、顶座;113、支撑柱;114、导向口;115、导向滑槽;12、冲压液压缸;13、冲压切刀;14、冲压钻头;15、冲压座;16、冲压推板;17、切刀导向口;18、钻头导向口;19、对刀板;2、加工台;3、进给机构;31、进给座;32、进给驱动单元;33、进给夹持单元;331、夹持座;332、夹持托板;333、夹持压块;334、进给夹持气缸;335、摆轴;336、关节轴承;34、导轨;35、导向齿条;4、出料机构;41、出料座;42、出料驱动单元;43、出料夹持单元;431、出料夹持气缸;432、气缸座;433、夹持压板。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开一种用于加工人字梯侧板的加工模具。
35.参照图1,用于加工人字梯侧板的加工模具1包括加工座11、冲压驱动单元、冲压切刀13以及冲压钻头14;其中,加工座11用于供u型铝板滑动穿设;冲压驱动单元、冲压切刀13以及冲压钻头14均安装于加工座11,且冲压驱动单元用于驱动冲压切对以及冲压钻头14对u型铝板进行切割和进行钻孔。
36.在加工人字梯侧板的过程中,工人首先将u型板滑动穿设安装于加工座11,然后通过冲压驱动单元驱动驱动冲压切刀13以及冲压钻头14对u型铝板进行切割和进行钻孔,以形成所需的人字梯侧板。由于切割以及钻孔工序均在模具中进行,能够便于工人完成人字梯侧板的加工工作,进而能够提高人字梯侧板的加工效率。
37.具体的,加工座11包括底座111以及顶座112;其中,底座111顶部的前后两侧分别设置有两组支撑柱113,且每组支撑柱113均包括两个支撑柱113,顶座112固定支撑安装于两组支撑座,使底座111、顶座112以及两组支撑柱113之间能够形成一个供u型铝板穿设的导向口114。底座111顶部开设有两条沿水平方向贯穿其左右两侧的导向滑槽115,两条导向滑槽115均位于导向口114内,且两条导向滑槽115之间的距离与u型铝板中的两个侧板之间的距离相一致,以供u型铝板中的两个侧板滑动导向。
38.在加工过程中,工人首先将u型铝板穿设于导向口114内,且使u型铝板的两个侧板分别滑动卡接于两个导向滑槽115内,以对u型铝板进行定位以及导向;然后将u型铝板移动至相对应位置后进行切割以及钻孔工作,以逐步完成对人字梯侧板的加工工作。
39.参照图1和图2,具体的,冲压驱动单元包括冲压液压缸12;其中,顶座112顶部固定有冲压座15,冲压液压缸12竖直朝下固定安装于冲压座15,且冲压液压缸12的活塞杆端贯穿冲压座15。冲压液压缸12的活塞杆端部安装有冲压推板16,冲压切刀13以及冲压钻头14均固定安装于冲压推板16底部,且冲压切刀13按照人字梯侧板端部的倾斜角度进行倾斜设置。相对应的,加工座11上开设有分别与冲压切刀13以及冲压钻头14相适配的切刀导向口17以及钻头导向口18;其中,切刀导向口17沿竖直方向同时贯穿顶座112以及底座111,切刀导向口17与冲压切刀13相对准设置,且切刀导向口17与冲压切刀13相滑动穿设适配,以供冲压切刀13进行导向穿设。同理,钻头导向口18沿竖直方向同时贯穿顶座112以及底座111,钻头导向口18与冲压钻头14相对准设置,且钻头导向口18与冲压钻头14相滑动穿设适配,以供冲压钻头14进行导向穿设。
40.在加工过程中,当工人将u型铝板穿设安装于导向口114且调整好u型铝板的位置后,冲压液压缸12能够通过冲压推板16同时推动冲压切刀13以及冲压钻头14对u型铝板进行冲压切割以及冲压钻孔,能够一次实现加工人字梯侧板的钻孔以及切斜切割工作,以进一步简便人字梯侧板加工工序以及重复定位工作,能够进一步提高人字梯侧板的加工精度及加工效率。
41.参照图2,具体的,冲压切刀13呈竖板状,且冲压切刀13底部一体成型有呈等腰梯形的开口。相对应的,底座111上安装有呈等腰梯形状且与冲压切刀13相对合适配的对刀板19,对刀板19嵌设固定安装于切刀导向口17内,且对刀板19的顶面与底座111的顶面相平齐设置。
42.在进行切割过程中,冲压驱动单元驱动冲压切刀13下移与对刀板19进行对合,以对u型铝板进行切割。同时,由于冲压切刀13的底部设有呈等腰梯形状的开口,在进行切割
过程中,冲压切刀13首先从u型铝板的顶板与侧板之间的折角位置进行进刀倾斜切割,此时的进刀切割面积较小,切割比较方便。
43.在本实施例中,对刀板19顶部两侧的折角位置均通过倒圆角工序进行处理,能够降低冲压切刀13与对刀板19之间的对合匹配要求,进而能够降低加工难度和加工成本。
44.本技术实施例一种用于加工人字梯侧板的加工模具1的实施原理为:在加工过程中,工人首先将u型铝板穿设于导向口114内,且使u型铝板的两个侧板分别滑动卡接于两个导向滑槽115内,以对u型铝板进行定位以及导向;然后,冲压液压缸12通过冲压推板16同时推动冲压切刀13以及冲压钻头14对u型铝板进行冲压切割以及冲压钻孔,能够一次实现加工人字梯侧板的钻孔以及切斜切割工作,以进一步简便人字梯侧板加工工序以及重复定位工作,能够进一步提高人字梯侧板的加工精度及加工效率。
45.本技术实施例还公开一种用于加工人字梯侧板的加工设备。
46.参照图3,用于加工人字梯侧板的加工设备包括加工台2、进给机构3、出料机构4以及上述所述的用于加工人字梯侧板的加工模具1,且出料机构4、加工模具1以及进给机构3沿水平横向自左向右依次排列固定安装于加工台2顶部。
47.在加工过程中,工人首先自左向右将u型铝板通过加工模具1上的导向口114穿设移动至进给机构3位置处;然后,进给机构3推动u型铝板在加工台2上进行逐步进给,使加工模具1能够逐步将u型铝板加工成一段段人字梯侧板;同时,每当产生有人字梯侧板后,出料机构4将及时带出人字梯侧板。
48.在本实施例中,加工台2在安装加工模具1位置处开设有废料口,以供模具切割废料以及钻孔废料进行掉落回收,使加工台2顶部能够保持相对整洁。
49.具体的,进给机构3包括进给座31、进给驱动单元32以及进给夹持单元33;其中,进给夹持单元33安装于进给座31,且进给夹持单元33用于夹持u型铝板;进给座31沿水平横向滑动安装于加工台2顶部,且进给驱动单元32用于驱动进给座31进行滑动,以控制进给座31朝靠近/远离加工模具1方向进行移动,进而带动u型铝板进行逐步进给。
50.在加工过程中,进给夹持单元33首先对u型铝板端部进行夹持,且通过进给驱动单元32驱动进给座31朝远离加工模具1方向移动,以将远离u型铝板远离进给夹持单元33一端移动至加工模具1内进行等待加工;然后,加工模具1对u型铝板进行切割以及钻孔加工,且进给驱动单元32逐步驱动进给座31朝靠近加工模具1方向移动,使技工模具能够逐步u型铝板加工成一段段人字梯侧板。
51.具体的,在本实施例中,加工台2右侧顶部固定设置有两条导轨34,且两条导轨34沿水平横向延伸。导轨34上滑动设置有滑座,且进给座31固定支撑安装于滑座上,使进给座31能够沿水平横向滑动安装于加工台2。
52.相对应的,进给驱动单元32为驱动电机;其中,加工台2右侧顶部安装有导向齿条35,且导向齿条35沿水平横向延伸。驱动电机竖直朝下固定安装于进给座31,驱动电机的电机轴上安装有导向齿轮,且导向齿轮与导向齿条35相啮合传动,使驱动电机能够通过相互啮合传动的导向齿条35以及导向齿轮带动进给座31沿水平横向进行移动。
53.参照图3和图4,具体的,进给夹持单元33包括夹持座331、夹持托板332、夹持压块333以及进给夹持气缸334;其中,夹持座331固定安装于进给座31,以跟随进给座31进行移动。夹持托板332水平设置,且夹持托板332固定安装于夹持座331左侧。夹持压块333铰接安
装于夹持座331左侧,且夹持压块333位于夹持托板332正上方位置;进给夹持气缸334固定安装于夹持座331,且进给夹持气缸334用于驱动夹持块绕水平纵向进行转动,以与夹持板进行配合对u型铝板进行夹持固定。
54.具体的,在本实施例中,进给座31左侧顶部设有摆轴335,且摆轴335绕水平纵向铰接于进给座31。夹持压块333固定安装于摆轴335,使夹持压块333能够随摆轴335进行转动。相对应的,进给夹持气缸334水平朝左设置,进给夹持气缸334的活塞杆上固定安装有关节轴承336,摆轴335顶部滑动穿设安装于关节轴承336内。
55.在夹持过程中,进给夹持气缸334通过关节轴承336驱动摆轴335进行转动,摆轴335带动夹持压块333朝靠近夹持托板332方向转动,使夹持压块333与支持托板配合对u型铝板进行夹持固定。
56.参照图3,具体的,在本实施例中,出料机构4包括出料座41、出料驱动单元42以及出料夹持单元43;其中,出料夹持单元43安装于出料座41,且出料夹持单元43用于夹持经加工模具1加工成型的人字梯侧板;出料座41沿水平横向滑动安装于加工台2左侧顶部,且出料驱动单元42用于驱动出料座41进行滑动;以控制出料座41朝靠近/远离加工模具1方向进行移动。
57.在出料过程中,当u型铝板被加工模具1加工成型为人字梯侧板后,出料夹持单元43首先对人字梯侧板进行夹持固定,然后出料驱动单元42驱动出料座41朝远离加工模具1方向移动,使出料夹持单元43带出人字梯侧板。
58.在本实施例中,出料座41的滑动方式以及出料驱动单元42的驱动方式与进给机构3相同,这里不再赘述。
59.参照图3和图4,具体的,出料夹持单元43为出料夹持气缸431;其中,出料座41顶部固定安装有呈n型板状的气缸座432,且气缸座432与加工模具1相对齐设置,以供u型铝板进行穿设。出料夹持气缸431竖直朝下固定安装于气缸座432,且出料夹持气缸431的活塞杆贯穿气缸座432顶部。出料夹持气缸431的活塞杆端部固定安装有夹持压板433,使出料夹持气缸431能够控制夹持压板433下移对成型的人字梯侧板进行夹持固定。
60.本技术实施例一种用于加工人字梯侧板的加工设备的实施原理为:在加工过程中,工人首先自左向右将u型铝板通过加工模具1上的导向口114穿设移动至进给机构3位置处;然后,进给机构3推动u型铝板在加工台2上进行逐步进给,使加工模具1能够逐步将u型铝板加工成一段段人字梯侧板;同时,每当产生有人字梯侧板后,出料机构4将及时带出人字梯侧板。
61.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1