一种防错位的电力施工用绞线辅助焊接装置的制作方法
1.本发明涉及电力施工领域,尤其涉及一种防错位的电力施工用绞线辅助焊接装置。
背景技术:
2.在对电力施工用的绞线进行焊接时,现有焊接方法一般采用焊接模具直接将两根绞线的焊接头对接在一起,即相互接触在一起即可,然后通过模具对其进行简单固定,最后再进行焊接,但是在整个焊接过程中,由于绞线本身硬度较大,采用人工拉扯对接绞线的焊接头使得两者对接,而且不采用任何正位调整设备,使得绞线在焊接过程中,焊接头容易发生偏移,导致焊接发生错位,与此同时,由于绞线通过若干根单线缠绕而成,呈螺旋状,因此,在焊接头部位的若干根单线一般会存在散开,甚至是直接炸开的情况,导致绞线的定位焊接工作难度增大,同时人工难以修复存在问题的焊接头,进一步降低了焊接效果,并且在焊接时,需要人工对绞线焊接头进行烘干处理,即消除水汽,防止在焊接时,水汽影响焊接质量,甚至导致模具发生炸膛的情况。
3.因此,针对上述问题,现提出一种防错位的电力施工用绞线辅助焊接装置。
技术实现要素:
4.为了克服人工对接定位绞线焊接头,定位准度低,绞线焊接头无法人工修复,需要人工消除焊接头水汽的缺点,本发明提供一种防错位的电力施工用绞线辅助焊接装置。
5.技术方案:一种防错位的电力施工用绞线辅助焊接装置,包括有底轮、安装底板、龙门架、固定板、固定环、调节定位组件、组合修复组件和组合对接组件,底轮设置有四个,四个底轮上安装有安装底板,安装底板上表面安装有两个左右对称的龙门架,安装底板上表面中部固接有两个前后对称的固定板,两个固定板上侧安装有固定环,固定环上安装有对待固接两条绞线的固接结合部位进行固定、防错位调节,适应不同尺寸绞线固接的调节定位组件,调节定位组件中部安装有组合修复组件,两个龙门架之间安装有组合对接组件,组合修复组件对螺旋组合的两根绞线分别进行扭紧修复和分散,并且对绞线进行预热,清除绞线内残留的水汽,同时通过组合对接组件将两根绞线固接头的若干根单线挤压插接组合在一起,防止错位,简化固接过程,调节定位组件连接组合对接组件。
6.进一步的是,调节定位组件包括有辅助修复动力单元、第一l形板、第二齿环、电动转轴、第二平齿轮、连接环、夹紧定位板、连接杆和联动板,安装底板上表面左侧安装有辅助修复动力单元,辅助修复动力单元与固定环连接,辅助修复动力单元右侧下部固接有第一l形板,辅助修复动力单元中部固接有连接环,辅助修复动力单元啮合组合对接组件,第一l形板上侧安装有电动转轴,电动转轴外表面左侧固接有第二平齿轮,连接环上通过连接柱转动连接有五个环形阵列的夹紧定位板,五个夹紧定位板均与组合修复组件连接,五个夹紧定位板上各固接有一个连接杆,五个连接杆外表面各固接有一个联动板,五个联动板通过连接柱固接有第二齿环,第二齿环与第二平齿轮啮合。
7.进一步的是,辅助修复动力单元包括有电机、第一平齿轮、第一齿环和第一连接板,安装底板上表面前侧通过固定块安装有电机,电机输出端固接有第一平齿轮,固定环左侧滑动连接有第一齿环,第一齿环与第一平齿轮啮合,第一齿环内环面固接有两个前后对称的第一连接板,第一齿环连接组合对接组件,两个第一连接板之间固接连接环。
8.进一步的是,组合修复组件包括有旋紧板、第一电动扇叶、第二电动扇叶、第一凸块和第二电动加热丝,五个夹紧定位板左侧面各固接有一个旋紧板,五个夹紧定位板左侧面各固接有一个第一电动扇叶和一个第二电动扇叶,位于同一个夹紧定位板上的一个第一电动扇叶和一个第二电动扇叶分别位于相邻的旋紧板内侧,五个旋紧板内环面各设置有若干个第一凸块,五个旋紧板内侧各固接有若干个第二电动加热丝。
9.进一步的是,五个旋紧板上均开设有一个散热排气腔和若干圆孔。
10.进一步的是,组合对接组件包括有第三平齿轮、双向丝杆、光杆、支撑板、圆杆、弹性件、固定架、驱动件、第二连接板、第一压紧环、第二凸块和第二压紧环,两个固定板之间前部转动连接有双向丝杆,两个固定板之间后部固接有光杆,双向丝杆中部固接有第三平齿轮,双向丝杆上旋接有两个左右对称的支撑板,两个支撑板后侧均与光杆滑动连接,第一齿环啮合第三平齿轮,两个支撑板上表面各固接有两个前后对称的圆杆,两个支撑板上表面各固接有两个前后对称的弹性件,并且四个弹性件分别套在相邻的圆杆外侧,位于左方的两个弹性件上侧固接有一个固定架,位于右方的两个弹性件上侧固接有另一个固定架,两个固定架分别与相邻的两个圆杆滑动连接,两个固定架上侧各固接有两个驱动件,两个固定架下侧各固接有一个第二压紧环,位于左方的两个驱动件输出端固接有一个第二连接板,位于右方的两个驱动件输出端固接有另一个第二连接板,两个第二连接板中部各固接有一个第一压紧环,两个第一压紧环内环面各设置有若干个第二凸块。
11.进一步的是,第一压紧环与卡紧口呈相互适配的扣紧状。
12.进一步的是,第一压紧环和第二压紧环呈倾斜状。
13.进一步的是,还包括有下压施力组件,两个龙门架上侧安装有下压施力组件,双向丝杆连接下压施力组件,下压施力组件包括有收卷辊、第二l形板、第一滑轮、第二滑轮、滑绳、增重施力板、限位滑杆和受力板,双向丝杆左侧和右侧各固接有一个收卷辊,两个龙门架上表面前侧各固接有一个第二l形板,两个龙门架上表面中部通过扭力弹簧各活动连接有一个受力板,两个龙门架上表面后侧各固接有一个限位滑杆,两个第二l形板上侧前部各固接有一个第一滑轮,两个第二l形板上侧后部各固接有一个第二滑轮,两个收卷辊上各设置有一个滑绳,两个滑绳分别绕过相邻的第一滑轮和第二滑轮后各连接有一个增重施力板,两个增重施力板后侧分别与相邻的限位滑杆滑动连接。
14.进一步的是,相邻的增重施力板和受力板在竖直方向呈错位状态,并且两个增重施力板的重量足以压弯一定直径范围内的绞线。
15.本发明的有益效果为:本发明实现了通过五个夹紧定位板和五个旋紧板对两根绞线的焊接头进行定位调整的同时,分别对两根绞线进行有效修复和散开,并且通过两个第一压紧环和两个第二压紧环使得两根绞线焊接头的若干根单线呈相互插入的状态,然后再将其旋紧组合,确保两者不存在错位问题,同时利用若干个第一电动扇叶、第二电动扇叶和第二电动加热丝同步消除焊接头的水汽,有效降低工人焊接难度,提高焊接效果。
附图说明
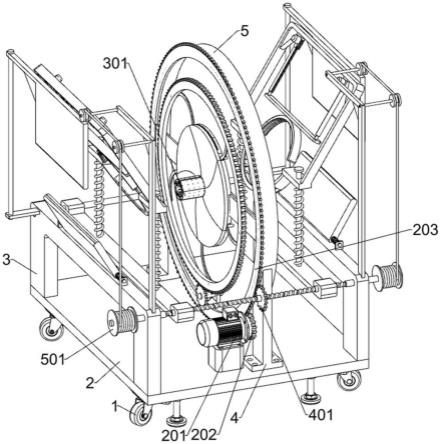
16.图1为本发明的立体结构示意图;
17.图2为本发明的主视图;
18.图3为本发明的调节定位组件立体结构示意图;
19.图4为本发明的调节定位组件和组合修复组件组合立体结构示意图;
20.图5为本发明的组合修复组件a区放大图;
21.图6为本发明的组合对接组件第一种立体结构示意图;
22.图7为本发明的组合对接组件第二种立体结构示意图;
23.图8为本发明的下压施力组件立体结构示意图。
24.以上附图中:1-底轮,2-安装底板,3-龙门架,4-固定板,5-固定环,201-电机,202-第一平齿轮,203-第一齿环,204-第一连接板,205-第一l形板,206-第二齿环,207-电动转轴,208-第二平齿轮,209-连接环,2010-夹紧定位板,2011-连接杆,2012-联动板,301-旋紧板,30101-散热排气腔,302-第一电动扇叶,303-第二电动扇叶,304-第一凸块,305-第二电动加热丝,401-第三平齿轮,402-双向丝杆,403-光杆,404-支撑板,405-圆杆,406-弹性件,407-固定架,408-驱动件,409-第二连接板,4010-第一压紧环,4011-第二凸块,4012-第二压紧环,401201-卡紧口,501-收卷辊,502-第二l形板,503-第一滑轮,504-第二滑轮,505-滑绳,506-增重施力板,507-限位滑杆,508-受力板。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
26.弹性件406是弹簧,驱动件408是电动推杆。
27.实施例1
28.一种防错位的电力施工用绞线辅助焊接装置,如图1-图7所示,包括有底轮1、安装底板2、龙门架3、固定板4、固定环5、调节定位组件、组合修复组件和组合对接组件;底轮1设置有四个;四个底轮1上安装有安装底板2;安装底板2上表面安装有两个左右对称的龙门架3;安装底板2上表面中部螺栓连接有两个前后对称的固定板4;两个固定板4上侧安装有固定环5;固定环5上安装有对待焊接两条绞线的焊接结合部位进行固定、防错位调节,适应不同尺寸绞线焊接的调节定位组件;调节定位组件中部安装有组合修复组件;两个龙门架3之间安装有组合对接组件;组合修复组件对螺旋组合的两根绞线分别进行扭紧修复和分散,并且对绞线进行预热,清除绞线内残留的水汽,同时通过组合对接组件将两根绞线焊接头的若干根单线挤压插接组合在一起,防止错位,简化焊接过程;调节定位组件连接组合对接组件。
29.调节定位组件包括有辅助修复动力单元、第一l形板205、第二齿环206、电动转轴207、第二平齿轮208、连接环209、夹紧定位板2010、连接杆2011和联动板2012;安装底板2上表面左侧安装有辅助修复动力单元;辅助修复动力单元与固定环5连接;辅助修复动力单元右侧下部固接有第一l形板205;辅助修复动力单元中部固接有连接环209;辅助修复动力单
元啮合组合对接组件;第一l形板205上侧安装有电动转轴207;电动转轴207外表面左侧固接有第二平齿轮208;连接环209上通过连接柱转动连接有五个环形阵列的夹紧定位板2010;五个夹紧定位板2010均与组合修复组件连接;五个夹紧定位板2010上各固接有一个连接杆2011;五个连接杆2011外表面各固接有一个联动板2012;五个联动板2012通过连接柱固接有第二齿环206;第二齿环206与第二平齿轮208啮合。
30.辅助修复动力单元包括有电机201、第一平齿轮202、第一齿环203和第一连接板204;安装底板2上表面前侧通过固定块安装有电机201;电机201输出端固接有第一平齿轮202;固定环5左侧滑动连接有第一齿环203;第一齿环203与第一平齿轮202啮合;第一齿环203内环面固接有两个前后对称的第一连接板204;第一齿环203连接组合对接组件;两个第一连接板204之间固接连接环209。
31.组合修复组件包括有旋紧板301、第一电动扇叶302、第二电动扇叶303、第一凸块304和第二电动加热丝305;五个夹紧定位板2010左侧面各固接有一个旋紧板301;五个夹紧定位板2010左侧面各固接有一个第一电动扇叶302和一个第二电动扇叶303;位于同一个夹紧定位板2010上的一个第一电动扇叶302和一个第二电动扇叶303分别位于相邻的旋紧板301内侧;五个旋紧板301内环面各设置有若干个第一凸块304;五个旋紧板301内侧各固接有若干个第二电动加热丝305。
32.五个旋紧板301上均开设有一个散热排气腔30101和若干圆孔。
33.组合对接组件包括有第三平齿轮401、双向丝杆402、光杆403、支撑板404、圆杆405、弹性件406、固定架407、驱动件408、第二连接板409、第一压紧环4010、第二凸块4011和第二压紧环4012;两个固定板4之间前部转动连接有双向丝杆402;两个固定板4之间后部固接有光杆403;双向丝杆402中部固接有第三平齿轮401;双向丝杆402上旋接有两个左右对称的支撑板404;两个支撑板404后侧均与光杆403滑动连接;第一齿环203啮合第三平齿轮401;两个支撑板404上表面各固接有两个前后对称的圆杆405;两个支撑板404上表面各固接有两个前后对称的弹性件406,并且四个弹性件406分别套在相邻的圆杆405外侧;位于左方的两个弹性件406上侧固接有一个固定架407;位于右方的两个弹性件406上侧固接有另一个固定架407;两个固定架407分别与相邻的两个圆杆405滑动连接;两个固定架407上侧各固接有两个驱动件408;两个固定架407下侧各固接有一个第二压紧环4012;位于左方的两个驱动件408输出端固接有一个第二连接板409;位于右方的两个驱动件408输出端固接有另一个第二连接板409;两个第二连接板409中部各固接有一个第一压紧环4010;两个第一压紧环4010内环面各设置有若干个第二凸块4011。
34.第一压紧环4010与卡紧口401201呈相互适配的扣紧状。
35.第一压紧环4010和第二压紧环4012呈倾斜状。
36.在对两个绞线进行焊接之前,需要对绞线焊接头进行定位调整,当施工人员分别将两根绞线需要焊接的一端从夹紧定位板2010的左右两侧插入,使得两根绞线的焊接头在五个旋紧板301之间,在初始状态下,为了适应对不同直径的绞线进行焊接,增强设备的适应能力,因此,工人通过控制电动转轴207工作,通过电动转轴207带动第二平齿轮208转动,以从右向左看为基准,第二平齿轮208为逆时针转动,然后通过第二平齿轮208带动第二齿环206顺时针转动,当第二齿环206顺时针转动时,通过第二齿环206同步带动五个联动板2012顺时针转动,然后通过五个联动板2012带动五个夹紧定位板2010绕着五个夹紧定位板
2010与连接环209之间的连接柱转动,进而使得五个夹紧定位板2010逐渐打开,根据需要焊接绞线的直径,使得五个夹紧定位板2010打开的程度与之相匹配即可,进而使得两根绞线的焊接头在进入到五个旋紧板301之间之后,控制电动转轴207再次开始工作,使得五个夹紧定位板2010逐渐收紧,进而对两根绞线的焊接头施加压力,使得两者对正,不存在错位情况,与此同时,为了确保两根绞线的焊接头在焊接时,不存在虚焊,并且降低工人对其焊接的难度,需要对绞线焊接头进行修复和插接组合,即由于绞线是由若干根单线绞合缠绕而成,在生产、切割或者是运输等过程中,线头部位的单线之间发生松动,即组合不紧密,导致绞线头存在散开甚至是炸开的情况,因此,在对两个绞线进行焊接时,需要对其进行修复,进一步,为了增加焊接后的稳固程度,同时不会影响正常焊接。
37.在修复绞线焊接头时,同步使得两根绞线的焊接头之间形成相互插接的情况,即使得两根绞线焊接头的单线分别插入对方的单线之间,形成插接状态,有效固定定位的同时,在后续工人焊接时,同样无需额外的工人对其进行固定,有效节约人力资源,因此,当两根绞线的焊接头进入到五个旋紧板301之间,并且相互接触,完成初步定位后,此时两根绞线的焊接头处于被五个旋紧板301限位状态,然后控制两个四个驱动件408开始工作,通过四个驱动件408带动两个第二连接板409分别向靠近两个第二压紧环4012移动,以下为了方便描述,对具有相同功能的多组零件均只描述其中一组,通过左方的两个驱动件408带动相邻的第二连接板409向靠近第二压紧环4012移动,进而使得第一压紧环4010和若干个第二凸块4011向靠近第二压紧环4012移动,由于需要焊接的绞线直径不同,因此,为了适应该情况,使得第一压紧环4010向靠近第二压紧环4012移动时,同步使得第一压紧环4010与绞线接触,并且通过第一压紧环4010与第二压紧环4012相互配合,将绞线紧紧压住,与此同时,当第一压紧环4010与第二压紧环4012将绞线压住时,为了防止绞线受力过大,被压紧部位与焊接头部位发生大角度弯折,造成损坏,因此,通过两个弹性件406进行缓冲,然后控制电机201开始工作,通过电机201带动第一平齿轮202转动,然后通过第一平齿轮202带动第一齿环203转动,然后通过第一齿环203带动第三平齿轮401转动,进而通过第三平齿轮401带动双向丝杆402转动,当双向丝杆402转动时,通过双向丝杆402带动两个支撑板404在光杆403上相向滑动,进而带动左方的两个圆杆405与两个弹性件406和右方的两个圆杆405与两个弹性件406做相向移动,即使得两个固定架407做相向移动,同步使得两个第二压紧环4012做相向移动,然后通过两个固定架407带动左方的两个驱动件408和右方的两个驱动件408做相向移动,进而使得两个第二连接板409做相向移动,即使得两个第一压紧环4010做相向移动,当两个第一压紧环4010和两个第二压紧环4012相向移动时,通过若干个第二凸块4011增大两个第一压紧环4010与两根绞线之间的摩擦力,确保两个第一压紧环4010和两个第二压紧环4012相向移动时,同步使得两根绞线的焊接头相互挤压,与此同时,当第一齿环203转动时,通过第一齿环203带动两个第一连接板204转动,进而通过两个第一连接板204带动连接环209转动,然后通过连接环209带动五个夹紧定位板2010转动,然后通过五个夹紧定位板2010带动五个旋紧板301转动,当五个旋紧板301转动时,由于绞线焊接头为相互对接状态,而且由于绞线由多根单线缠绕而成,且两根导线呈对称放置,因此,当五个旋紧板301转动时,通过若干个第一凸块304增大五个旋紧板301与绞线之间的摩擦力,同时使得五个旋紧板301将一根绞线的焊接头逐渐收紧修复,以解决其可能存在的炸开,或者松散度太大的情况,与此同时,五个旋紧板301使得另一根绞线的焊接头逐渐被扭散,使其焊接
头的多根单线呈松开状态,然后再通过两个第一压紧环4010和两个第二压紧环4012使得两根绞线做相向移动,即使得两根绞线焊接头之间的单线互相插入,同时通过再次控制电动转轴207工作,使得五个旋紧板301再次逐渐收紧,进而使得两根绞线焊接头的若干根单线相互插入的同时,对两根绞线的焊接头施压,使其彻底插接组合在一起,有效解决后期工人焊接时发生的错位问题,并且提高焊接效果。
38.与此同时,在工人对绞线焊接时,由于绞线焊接头一般会存在一定的水汽,在绞线焊接过程中,水汽会导致焊接绞线的模具发生炸膛的情况,危险程度较高,因此,在定位对接绞线时,同步控制若干个第二电动加热丝305开始工作,通过若干个第二电动加热丝305对两根绞线焊接头进行加热,有效消除绞线焊接头的水汽,与此同时,控制若干个第一电动扇叶302和若干个第二电动扇叶303开始工作,通过若干个第一电动扇叶302将排出的水汽通过散热排气腔30101排出,有效解决绞线焊接头水汽问题。
39.实施例2
40.在实施例1的基础上,如图1和图8所示,还包括有下压施力组件,两个龙门架3上侧安装有下压施力组件,双向丝杆402连接下压施力组件;下压施力组件包括有收卷辊501、第二l形板502、第一滑轮503、第二滑轮504、滑绳505、增重施力板506、限位滑杆507和受力板508;双向丝杆402左侧和右侧各固接有一个收卷辊501;两个龙门架3上表面前侧各固接有一个第二l形板502;两个龙门架3上表面中部通过扭力弹簧各铰接有一个受力板508;两个龙门架3上表面后侧各固接有一个限位滑杆507;两个第二l形板502上侧前部各固接有一个第一滑轮503;两个第二l形板502上侧后部各固接有一个第二滑轮504;两个收卷辊501上各设置有一个滑绳505;两个滑绳505分别绕过相邻的第一滑轮503和第二滑轮504后各连接有一个增重施力板506;两个增重施力板506后侧分别与相邻的限位滑杆507滑动连接。
41.相邻的增重施力板506和受力板508在竖直方向呈错位状态,并且两个增重施力板506的重量足以压弯一定直径范围内的绞线。
42.当两根绞线焊接头的单线互相插入时,即两根绞线的焊接头分别被五个旋紧板301松开和修复时,为了防止两个第一压紧环4010和两个第二压紧环4012对两根绞线的压紧力度不足,导致五个旋紧板301转动时,绞线同步跟着转动,导致无法实现对绞线焊接头的松开和修复,因此,需要额外施加外力确保对绞线焊接头的松开和修复,因此,当双向丝杆402转动时,通过双向丝杆402同时带动两个收卷辊501转动,然后通过两个收卷辊501逐渐释放两个滑绳505,进而使得两个增重施力板506分别在相邻的限位滑杆507上向下滑动,使得两个增重施力板506分别与相邻的两根绞线接触,并对绞线施加压力,与此同时,通过两个增重施力板506与两个受力板508相互配合,对绞线施加压力,确保五个旋紧板301转动时,两根绞线不会发生转动,进而对两根绞线的焊接头进行对接插入组合,当两根绞线的焊接头组合固定完成后,通过控制电动转轴207再次开始工作,使得五个旋紧板301与两根绞线的焊接头分离,然后工人直接利用焊接模具对组合在一起的焊接头进行焊接,焊接完成后,工人将焊接模具与拆下,使其与绞线分离,然后再将焊接完成的绞线从装置上取下即可。
43.尽管已经参照本公开的特定示例性实施例示出并描述了本公开,但是本领域技术人员应该理解,在不背离所附权利要求及其等同物限定的本公开的精神和范围的情况下,可以对本公开进行形式和细节上的多种改变。因此,本公开的范围不应该限于上述实施例,
而是应该不仅由所附权利要求来进行确定,还由所附权利要求的等同物来进行限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1