一种跳频滤波器的组装设备的制作方法
1.本发明涉及一种组装设备,尤其涉及一种跳频滤波器的组装设备。
背景技术:
2.滤波器是由电容、电感和电阻组成的滤波电路。滤波器可以对电源线中特定频率的频点或该频点以外的频率进行有效滤除,得到一个特定频率的电源信号,或消除一个特定频率后的电源信号,目前跳频滤波器的组装方式是只能依次将各部分零件进行焊接操作,这样操作起来会浪费工时工力,导致焊锡的工作效率较低。
3.根据专利授权公开号为cn212761848u,公告日为20210323,公开了互感器壳体焊接机器人,包括焊接操作台,所述焊接操作台的顶部两侧固定连接有焊接架支撑柱,所述焊接架支撑柱的顶部固定连接有焊接横支撑架,所述焊接横支撑架的背面中部固定连接有焊接支撑架,所述焊接支撑架的外表面固定连接有电动伸缩杆固定块,所述电动伸缩杆固定块的底部固定连接有电动伸缩杆。该互感器壳体焊接机器人设置有活动夹板,将第一互感器壳体与第二互感器壳体放置于焊接操作台上,之后通过旋转把手带动螺纹杆运动,螺纹杆从而带动活动夹板将第一互感器壳体和第二互感器壳体夹紧。上述专利虽然通过活动夹板将第一互感器壳体和第二互感器壳体进行固定,避免在焊接的过程中避免第一互感器壳体和第二互感器壳体发生偏移的现象,但是上述焊接机器人只能对依次将第一互感器壳体和第二互感器壳体进行焊接,不能同时将多个第一互感器壳体和第二互感器壳体进行焊接操作,这样会耗费大量时间,从而导致焊接的工作效率降低。
4.根据上述现有技术中所存在的缺点,需要设计一种能够克服现有技术缺点的能够同时将多个零件进行焊接,且不耗费大量时间,提高焊接工作效率的跳频滤波器的组装设备。
技术实现要素:
5.本发明为了克服只能依次将各部分零件进行焊接操作,这样操作起来会浪费工时工力,导致焊锡的工作效率较低的缺点,本发明要解决的技术问题是提供一种能够克服现有技术缺点的能够同时将多个零件进行焊接,且不耗费大量时间,提高焊接工作效率的跳频滤波器的组装设备。
6.为了解决上述技术问题,本发明提供了这样一种跳频滤波器的组装设备,包括有底座、安装座、支撑板、第一安装板、转轴、传输带、放置块和电机,底座的顶部连接有安装座,安装座的前后两侧均转动式连接有转轴,两个转轴上绕有传输带,前侧转轴的左部安装有电机,传输带上均匀间隔连接有多个便于放置安装好滤波器电子元件外壳的放置块,安装座的顶部后侧连接有支撑板,支撑板的顶部连接有第一安装板,第一安装板的底部连接有用于伸缩的拉伸机构,拉伸机构的底部连接有用于焊接操作的焊锡机构。
7.优选地,拉伸机构包括有滑块、连接板、导向杆和弹簧,第一安装板的底部中部开有导向槽,导向槽内滑动式连接有滑块,滑块的底部连接有连接板,连接板的底部左右两侧
均连接有两个导向杆,导向杆与连接板之间连接有弹簧,弹簧绕在导向杆上。
8.优选地,焊锡机构包括有、第二安装板、把手、送锡机和焊枪,四个导向杆之间滑动式连接有第二安装板,第二安装板的下部左侧连接有把手,第二安装板的底部连接有送锡机,送锡机的底部均匀间隔连接有多个用于将安装好滤波器电子元件外壳与盖板进行焊接的焊枪。
9.优选地,还包括有用于放置盖板的抓取机构,抓取机构包括有第一固定板、滚筒、第三安装板、电动吸盘和皮带组,安装座的顶部前侧连接有两个第一固定板,两个第一固定板之间转动式连接有滚筒,滚筒上均匀间隔连接有多个第三安装板,第三安装板上均匀间隔安装有多个电动吸盘,滚筒的左侧与电机的输出轴之间设置有皮带组。
10.优选地,还包括有用于给多个电动吸盘补料的补料机构,补料机构包括有第二固定板、导向框、隔板和挡块,安装座的顶部中部连接有两个第二固定板,两个第二固定板之间连接有导向框,导向框的后侧与第一安装板连接,导向框内均匀间隔连接有隔板,多个隔板的前侧底部连接有用于挡住盖板的挡块,挡块的顶部后侧开有用于取料的取料槽。
11.优选地,还包括有用于冷却刚焊接在一起的安装好滤波器电子元件外壳与盖板进行的冷却机构,冷却机构包括有安装框、液氮冷却罐和雾喷头,支撑板的下部前侧连接有安装框,安装框内安装有液氮冷却罐,液氮冷却罐的下侧均匀间隔连通有多个用于喷洒雾气的雾喷头。
12.优选地,还包括有放置盖,多个隔板的顶部与导向框的顶部之间连接有放置盖。
13.优选地,导向框呈倾斜状。
14.优选地,导向槽内表面光滑。
15.本发明在克服现有技术缺点的基础上,还能够达到的有益效果有:
16.1、工作人员开启送锡机,送锡机将锡流至多个焊枪内,将把手向下推动并移动,从而使多个焊枪自动地流出的锡,进而能够将多个安装好滤波器电子元件的外壳和多个盖板进行焊接操作,以此能够使焊接的工作效率提高。
17.2、工作人员将多个盖板放置在导向框内,导向框内的多个盖板掉落至多个相邻的两个挡块上,工作人员启动电机和多个电动吸盘,电动吸盘自动的将盖板进行吸附,皮带组运作会带动多个电动吸盘和多个盖板进行转动,当多个盖板转动至与多个安装好滤波器电子元件的外壳处于同一平行时,电动吸盘会不再吸附多个盖板,多个盖板则会掉落至多个安装好滤波器电子元件的外壳内,以此能够自动的对盖板进行放置操作。
18.3、工作人员开启液氮冷却罐,液氮冷却罐将液氮通过雾喷头的作用下雾化而喷出,从而能够使刚焊接的多个盖板则会掉落至多个安装好滤波器电子元件的外壳进行冷却,便于工作人员快速地将焊接在一起的安装好滤波器电子元件的外壳和盖板进行收集。
附图说明
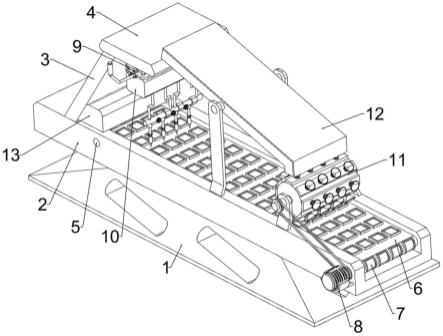
19.图1为本发明的立体结构示意图。
20.图2为本发明的部分立体结构示意图。
21.图3为本发明焊锡机构的立体结构示意图。
22.图4为本发明拉伸机构的立体结构示意图。
23.图5为本发明拉伸机构的立体结构剖视图。
24.图6为本发明抓取机构的立体结构示意图。
25.图7为本发明补料机构的立体结构示意图。
26.图8为本发明的a处局部放大立体结构示意图。
27.图9为本发明冷却机构的部分立体结构剖视图。
28.附图中的标记为:1-底座,2-安装座,3-支撑板,4-第一安装板,5-转轴,6-传输带,7-放置块,8-电机,9-拉伸机构,91-导向槽,92-滑块,93-连接板,94-导向杆,95-弹簧,10-焊锡机构,101-第二安装板,102-把手,103-送锡机,104-焊枪,11-抓取机构,111-第一固定板,112-滚筒,113-第三安装板,114-电动吸盘,115-皮带组,12-补料机构,121-第二固定板,122-导向框,123-隔板,124-放置盖,125-挡块,126-取料槽,13-冷却机构,131-安装框,132-液氮冷却罐,133-雾喷头。
具体实施方式
29.下面结合附图和实施例对本发明作进一步的说明。
30.实施例1
31.一种跳频滤波器的组装设备,如图1和图2所示,包括有底座1、安装座2、支撑板3、第一安装板4、转轴5、传输带6、放置块7和电机8,底座1的顶部焊接有安装座2,安装座2的前后两侧均转动式连接有转轴5,两个转轴5上绕有传输带6,前侧转轴5的左部安装有电机8,传输带6上均匀间隔连接有多个放置块7,安装座2的顶部后侧焊接有支撑板3,支撑板3的顶部焊接有第一安装板4,第一安装板4的底部连接有拉伸机构9,拉伸机构9的底部连接有焊锡机构10。
32.如图1、图3、图4和图5所示,拉伸机构9包括有滑块92、连接板93、导向杆94和弹簧95,第一安装板4的底部中部开有导向槽91,导向槽91内滑动式连接有滑块92,导向槽91内表面光滑,能够使滑块92轻松地在导向槽91内进行滑动,滑块92的底部焊接有连接板93,连接板93的底部左右两侧均焊接有两个导向杆94,导向杆94与连接板93之间连接有弹簧95,弹簧95绕在导向杆94上。
33.如图1和图3所示,焊锡机构10包括有、第二安装板101、把手102、送锡机103和焊枪104,四个导向杆94之间滑动式连接有第二安装板101,第二安装板101的下部左侧焊接有把手102,第二安装板101的底部安装有送锡机103,送锡机103的底部均匀间隔设置有四个焊枪104。
34.当工作人员需要使用本设备时,工作人员准备个收集框,然后将收集框放置在底座1的后侧位置,工作人员先将多个安装好滤波器电子元件的外壳放置在传输带6上的多个放置块7内,然后再将多个盖板放置在多个安装好滤波器电子元件的外壳内,工作人员启动电机8,电机8的输出轴会带动前侧的转轴5进行间歇转动,前侧的转轴5转动带动传输带6间歇转动,传输带6转动会带动放置在传输带6上的多个安装好滤波器电子元件的外壳和盖板一起向前间歇移动,传输带6还会带动后侧的转轴5间歇转动,当多个安装好滤波器电子元件的外壳和盖板移动至多个焊枪104下方时,这时的传输带6是停止转动的状态,多个安装好滤波器电子元件的外壳和多个盖板也将停止向后移动,此时工作人员用手快速握住把手102并向下推动,把手102向下移动带动第二安装板101沿四个导向杆94向下移动至极限位置时,四个弹簧95拉伸,第二安装板101带动送锡机103和多个焊枪104向下移动至多个安装
好滤波器电子元件的外壳和多个盖板之间的缝隙上方,工作人员再将把手102进行转动,把手102则会带动第二安装板101、四个导向杆94、四个弹簧95、连接板93和滑块92沿第一安装板4上的导向槽91滑动一圈,第二安装板101移动时还会带动送锡机103、多个焊枪104一起移动,这时送锡机103会将锡注入多个安装好滤波器电子元件的外壳和多个盖板的缝隙内,注入的锡能够使多个安装好滤波器电子元件的外壳和多个盖板焊接在一起,当锡注入完毕后送锡机103不再流出锡,工作人员停止转动把手102,把手102不再移动,把手102停止带动第二安装板101、四个导向杆94、四个弹簧95、连接板93和滑块92沿第一安装板4上的导向槽91移动,第二安装板101停止移动时也会停止带动送锡机103、多个焊枪104一起移动,随后工作人员将握住把手102的手松开,在四个弹簧95弹力的作用下,第二安装板101会带动把手102、送锡机103和多个焊枪104向上复位,多个焊枪104则会远离多个注入锡的多个安装好滤波器电子元件的外壳和多个盖板,这时的传输带6开始转动,传输带6转动带动焊接好的多个安装好滤波器电子元件的外壳和多个盖板一起向后移动,焊接好的多个安装好滤波器电子元件的外壳和多个盖板远离多个焊枪104,紧接着未焊接的多个安装好滤波器电子元件的外壳和多个盖板会向后移动至多个焊枪104的下方,这时传输带6停止转动,传输带6会停止带动未焊接的多个安装好滤波器电子元件的外壳和多个盖板向后移动,重复上述操作,从而能够将未焊接的多个安装好滤波器电子元件的外壳和多个盖板进行焊接操作,而焊接好的多个安装好滤波器电子元件的外壳和多个盖板通过间歇地移动最终移动至安装座2的后侧出料处,多个焊接在一起的安装好滤波器电子元件的外壳与盖板通过安装座2的后侧出料处向下移至事先准备好的收集框内。
35.实施例2
36.在实施例1的基础之上,如图1和图6所示,还包括有抓取机构11,抓取机构11包括有第一固定板111、滚筒112、第三安装板113、电动吸盘114和皮带组115,安装座2的顶部前侧焊接有两个第一固定板111,两个第一固定板111之间转动式连接有滚筒112,滚筒112上均匀间隔连接有多个第三安装板113,第三安装板113上均匀间隔安装有四个电动吸盘114,滚筒112的左侧与电机8的输出轴之间设置有皮带组115。
37.如图1、图6、图7和图8所示,还包括有补料机构12,补料机构12包括有第二固定板121、导向框122、隔板123和挡块125,安装座2的顶部中部焊接有两个第二固定板121,两个第二固定板121之间焊接有导向框122,导向框122的后侧与第一安装板4连接,导向框122内均匀间隔连接有隔板123,多个隔板123的前侧底部焊接有挡块125,导向框122呈倾斜状,能够使多个盖板更好地向下移动至挡块125上,挡块125的顶部后侧开有取料槽126。
38.如图6所示,还包括有放置盖124,多个隔板123的顶部与导向框122的顶部之间连接有放置盖124,能够对多个盖板进行限位的作用。
39.工作人员将多个盖板放置在导向框122内,多个盖板在隔板123的作用下排成四列,在导向框122斜坡的作用下多个盖板会向下移动,当多个盖板向下移动至导向框122尽头时会依次掉落至多个相邻的两个挡块125的顶部位置,然后工作人员开启多个电动吸盘114,多个电动吸盘114会自动的将多个相邻的两个挡块125上的盖板进行吸附,当电机8启动时,电机8的输出轴带动皮带组115转动,皮带组115会带动滚筒112转动,滚筒112转动会带动多个第三安装板113、多个电动吸盘114和吸附在多个电动吸盘114上的多个盖板进行转动,多个盖板会从多个取料槽126中移出,移走盖板后最靠近挡块125的盖板会掉落至相
邻的两个挡块125上,当多个盖板转动至与下方的多个放置块7处于同一平行时,多个电动吸盘114将不再对多个盖板进行吸附,多个盖板则会掉落至多个安装好滤波器电子元件的外壳内,掉落至安装好滤波器电子元件的外壳上的盖板会通过传输带6的转动从而与安装好滤波器电子元件的外壳一起向后间歇移动,当安装好滤波器电子元件的外壳和盖板向后间歇移动至焊枪104下方,从而能够对安装好滤波器电子元件的外壳和盖板进行后续地焊接操作,未吸附盖板的多个电动吸盘114会转动至多个挡块125的下方,这时未吸附盖板的多个电动吸盘114停止转动,多个电动吸盘114会自动地将多个相邻的两个挡块125上的盖板进行吸附,重复上述操作,从而能够将多个盖板自动的放置在多个安装好滤波器电子元件的外壳内,当多个安装好滤波器电子元件的外壳与多个盖板焊接完毕后,工作人员关闭电机8和多个电动吸盘114,电动则会吸盘停止自动吸附,电机8的输出轴不再带动皮带组115运作,皮带组115停止运作也将停止带动滚筒112转动,滚筒112停止带动多个第三安装板113和多个电动吸盘114转动。
40.实施例3
41.在实施例2的基础之上,如图1和图9所示,还包括有冷却机构13,冷却机构13包括有安装框131、液氮冷却罐132和雾喷头133,支撑板3的下部前侧焊接有安装框131,安装框131内安装有液氮冷却罐132,液氮冷却罐132的下侧均匀间隔连通有四个雾喷头133。
42.焊接完毕后的多个安装好滤波器电子元件的外壳和多个盖板仍处于高温状态,工作人员无法立马将焊接在一起的安装好滤波器电子元件的外壳和盖板进行收集,工作人员启动液氮冷却罐132,液氮冷却罐132内的液氮通过雾喷头133的作用下从而雾化喷出至刚焊接完的多个安装好滤波器电子元件的外壳和多个盖板上,进而能够使焊接在一起的安装好滤波器电子元件的外壳和盖板进行散热冷却,当焊接在一起的安装好滤波器电子元件的外壳与盖板全部冷却完毕后,工作人员关闭液氮冷却罐132,液氮冷却罐132则不会将雾化的液氮喷出,通过上述操作能够将多个焊接在一起的安装好滤波器电子元件的外壳和盖板进行散热冷却,便于工作人员后续将焊接在一起的安装好滤波器电子元件的外壳和盖板快速地进行收集。
43.以上所述实施例仅表达了本发明的优选实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形、改进及替代,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1