翻转式组合模具组件及用于加工摄像头支架的模具的制作方法
1.本实用新型属于五金加工领域,具体涉及一种翻转式组合模具组件及用于加工摄像头支架的模具。
背景技术:
2.如图1所示的摄像头支架,应用非常广泛;但其结构复杂,加工要求高;由于其体积小,重量轻,传统模具一般设置很多个摄像头支架工件同时加工,加工完一面以后,再将所有摄像头支架工件拆掉,放置到加工摄像头支架工件另一侧的模具上进行再次加工;经过这样往复的夹持和拆卸,才能将一个工件加工完成;如图1中的a处,在通过现有的模具进行加工时,无法加工到a处,必须通过换模具后,将工件翻面,再加工a处。
3.通过上述描述可知,现有的加工摄像头支架工件时需要两套模具,分别加工摄像头支架工件的一侧和另一侧,而且在换模具的过程中,需要将所有的摄像头支架工件重新卸掉,再夹持,过程非常繁琐。
4.一种快速的加工摄像头支架工件的模具亟待研发。
技术实现要素:
5.为了克服现有技术的不足,本实用新型提供了一种翻转式组合模具组件及用于加工摄像头支架的模具,用于解决前述技术问题中的至少一个。
6.为了实现上述目的,本实用新型采用的具体方案为:
7.一种翻转式组合模具组件,包括:
8.夹具;
9.子夹具,与所述夹具可拆卸的连接形成组合体;
10.至少1个待加工工件设置在所述夹具与所述子夹具之间;
11.所述夹具上设置有镂空孔,用于在所述夹具朝向外界刀具时加工所述待加工工件的一侧,且通过翻转所述组合体利用所述镂空孔加工所述待加工工件的另一侧。
12.所述夹具与所述子夹具之间设置有至少1个定位销结构。
13.所述定位销结构中的定位孔为设置在所述夹具和/或所述子夹具上的沉孔。
14.一种用于加工摄像头支架的模具,包括:
15.如上所述的翻转式组合模具组件;
16.底座,用于支撑所述翻转式组合模具组件;
17.2个压持组件,对称设置在所述底座上,用于夹持所述翻转式组合模具组件。
18.所述底座,包括:
19.底座本体;
20.定位柱组,设置在所述底座本体朝向所述翻转式组合模具组件的侧面上,用于与所述翻转式组合模具组件定位连接。
21.所述定位柱组,包括:
22.至少2个定位柱,对称设置在所述底座本体与所述翻转式组合模具组件之间,用于对所述翻转式组合模具组件进行定位;
23.至少3个支撑柱,设置在所述底座本体与所述翻转式组合模具组件之间,用于支撑所述翻转式组合模具组件。
24.所述翻转式组合模具组件中的夹具的长度与宽度尺寸均大于所述翻转式组合模具组件中的子夹具的长度和宽度尺寸;
25.所述定位柱设置在所述底座本体与夹具之间。
26.所述翻转式组合模具组件中的夹具的两侧设置有把手,用于方便翻转所述翻转式组合模具组件。
27.所述压持组件,包括:
28.驱动单元,设置在所述底座上;
29.压持件,设置在所述驱动单元的输出端,用于压持所述翻转式组合模具组件。
30.所述压持件与所述驱动单元的输出端形成倒l形。
31.本实用新型的有益效果:
32.本实用新型所述的翻转式组合模具组件,通过夹具与子夹具连接形成组合体,夹持至少1个待加工工件,方便外界的刀具逐一加工待加工工件的一侧;并且,在所述夹具上设置有镂空孔,使所述夹具朝向外界刀具时,通过外界的刀具加工所述待加工工件的一侧;加工完工件的一侧后,无需卸掉待加工工件重新夹持,只需要翻转组合体,外界的刀具利用所述镂空孔伸入到模具组合体内,加工所述待加工工件的另一侧;通过本实用新型所述翻转式组合模具组件的结构,可以方便的加工待加工工件的两侧,无需将待加工工件反复的拆卸和夹持,提升了工作效率;
33.本实用新型所述的用于加工摄像头支架的模具,包含如上所述的翻转式组合模具组件,通过底座支撑所述翻转式组合模具组件,并且通过2个压持组件夹持所述翻转式组合模具组件,将翻转式组合模具组件压紧在底座上,方便加工;本实用新型所述的用于加工摄像头支架的模具,具有结构简单的优点;而且在使用时,只需翻转式组合模具组件就可以加工摄像头支架的两侧,非常方便。
附图说明
34.图1为摄像头支架的结构示意图;
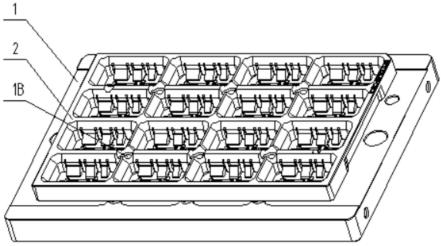
35.图2为翻转式组合模具组件的结构示意图;
36.图3为图2的主视图;
37.图4为图3的左视图;
38.图5为图3的后视图;
39.图6为本实用新型所述用于加工摄像头支架的模具的结构示意图;
40.图7为图6的爆炸图;
41.其中,1.夹具;2.子夹具;3.底座;4.压持组件;1a.镂空孔;1b.定位销结构;1c.把手;301.底座本体;302.定位柱组;3021.定位柱;3022.支撑柱;401.驱动单元;402.压持件;3021a.套孔。
具体实施方式
42.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
43.具体实施例i:
44.在本实施例中,以加工如图1所示的摄像头支架为例,对本实用新型进行说明。
45.如图2-5,一种翻转式组合模具组件,包括:夹具1和子夹具2;子夹具2与所述夹具1可拆卸的连接形成组合体;16个待加工工件以4
×
4的排布方式设置在所述夹具1与所述子夹具2之间;在对应待加工工件要加工的位置处,所述夹具1上设置有镂空孔1a,能够在所述夹具1朝向外界刀具时加工所述待加工工件的一侧,且通过翻转所述组合体,可以使刀具穿过镂空孔1a后,加工所述待加工工件的a处;镂空孔1a的形状可以根据实际情况确认,在本实施例中,镂空孔1a的形状为长条孔状;并且根据需要在夹具1上设置有用于走刀的沟槽。
46.为了便于夹具1与所述子夹具2的定位,夹具1与所述子夹具2之间设置有至少1个定位销结构1b,优选为5处定位处;需要明确的是,定位销结构1b在夹具1与所述子夹具2的中间位置必须设定一处,其他4处可根据需要设定,不做限定。
47.为了防止与外界刀具发生干涉,所述定位销结构1b中的定位孔为设置在所述夹具1和/或所述子夹具2上的沉孔;定位销结构1b中的销结构的长度与沉孔的长度保持一致,保证不凸出所述组合体的两侧平面;还可以选择的,定位销结构1b中销孔采用饺孔;销钉采用研磨加工,以保证配合精度。
48.具体实施例ii:本实用新型还提供一种实施例:
49.如图6-7,一种用于加工摄像头支架的模具,包括:如具体实施例i所述的翻转式组合模具组件、底座3以及2个压持组件4;其中,底座3用于支撑所述翻转式组合模具组件;2个压持组件4对称设置在所述底座3上,夹持所述翻转式组合模具组件。
50.其中,底座3的作用是对翻转式组合模具组件起到支撑作用,具体的,所述底座3,包括:底座本体301和定位柱组302;其中,定位柱组302设置在所述底座本体301朝向所述翻转式组合模具组件的侧面上,与所述翻转式组合模具组件定位连接;由于本实施例中的模具在加工摄像头支架时,不再拆卸摄像头支架,而是翻转夹持摄像头支架的模具,所以,需要对翻转式组合模具组件与底座本体301进行快速定位;所以,所述定位柱组302,包括:至少2个定位柱3021、至少3个支撑柱3022;其中,定位柱3021对称设置在所述底座本体301与所述翻转式组合模具组件之间,对所述翻转式组合模具组件进行定位;支撑柱3022设置在所述底座本体301与所述翻转式组合模具组件之间,用于支撑所述翻转式组合模具组件;所述夹具1上设置有与定位柱3021对用的套孔3021a。
51.在本实施例中,通过定位柱3021快速安装翻转式组合模具组件,优选的,定位柱3021和套孔3021a可以是导柱和导套的配合结构,方便快速安装、拆卸;而支撑柱3022的目的就是将底座本体301与所述翻转式组合模具组件之间留有一定的空隙,方便加工的碎屑排出。
52.为了方便压持组件4工作,所述翻转式组合模具组件中的夹具1的长度与宽度尺寸均大于所述翻转式组合模具组件中的子夹具2的长度和宽度尺寸,即子夹具2小于夹具1;可将所述定位柱3021设置在所述底座本体301与夹具1之间,提升翻转式组合模具组件中的结构稳定性;而且,压持组件4可以夹持较大的夹具1,使翻转式组合模具组件与底座本体301
紧密连接;而且,为了方便翻转时的握持,所述翻转式组合模具组件中的夹具1的两侧通过螺栓连接有把手1c。
53.上述的压持组件4,包括:驱动单元401和压持件402;所述压持件402与所述驱动单元401的输出端形成倒l形;l形的水平段与夹具1紧密压接;驱动单元401,如采用src-25型号气动转角90度下压旋转汽缸,设置在所述底座3上;压持件402设置在所述驱动单元401的输出端,通过驱动单元401的驱动压持所述翻转式组合模具组件。
54.采用本实用新型所述的技术方案之前,采用2个工序重复上下夹卸工件方式,班产量(8小时/班)为800-900个;采用本实用新型所述的技术方案之后,班产量可提高至1200-1300支,生产效率明显提升,并且品质质量更稳定。
55.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易变化或替换,都属于本实用新型的保护范围之内。因此本实用新型的保护范围所述以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1