一种汽车制动器转向节组装线的制作方法
1.本实用新型涉及汽车制动器装配技术领域,具体涉及一种汽车制动器转向节组装线。
背景技术:
2.目前,由于不可再生能源的大量消耗,代步电动车因体积小,操控方便而被广泛使用,电动车的制动器主要由轮毂座、制动盘、转向节和锁紧螺帽组成,轮毂座的中心部位设有安装轴,并以安装轴为圆心环形阵列有四个轮毂连接螺杆,轮毂连接螺杆是通过压装机压装到轮毂座上,制动盘通过四个六角螺栓和轮毂座固定,转向节两端分别通过转向节连接轴承安装在安装轴上,并通过锁紧螺帽和安装轴螺纹连接锁紧;整个装配过程中每个步骤需要一个工作人员进行单独操作,人员消耗过多,且工作效率低。
技术实现要素:
3.本实用新型的目的就是针对目前,由于不可再生能源的大量消耗,代步电动车因体积小,操控方便而被广泛使用,电动车的制动器主要由轮毂座、制动盘、转向节和锁紧螺帽组成,轮毂座的中心部位设有安装轴,并以安装轴为圆心环形阵列有四个轮毂连接螺杆,轮毂连接螺杆是通过压装机压装到轮毂座上,制动盘通过四个六角螺栓和轮毂座固定,转向节两端分别通过转向节连接轴承安装在安装轴上,并通过锁紧螺帽和安装轴螺纹连接锁紧;整个装配过程中每个步骤需要一个工作人员进行单独操作,人员消耗过多,且工作效率低之不足,而提供一种汽车制动器转向节组装线。
4.本实用新型包括组装台, 组装台上设有环形导轨和按顺时针方向依次分布在环形导轨两侧的上料工位和转向节组装工位;
5.环形导轨包括环形轨道和同步带驱动组件, 同步带驱动组件位于环形轨道内,环形轨道上设有多个滑块,滑块的一侧通过连接件与同步带驱动组件的传动带连接,组装台上还设有多个与各滑块对应的承重块,承重块位于滑块下方,滑块顶部设有轮毂座定位盘,轮毂座定位盘上开有轮毂座放置槽,且在槽内开有四个轮毂连接螺杆避让孔,轮毂座定位盘通过转轴活动安装在滑块上,轮毂座定位盘顶部设有一圈齿盘,滑块一侧铰接有锁紧杆,轮毂座定位盘上环形阵列有四个锁紧槽,滑块和轮毂座定位盘之间通过锁紧杆锁紧;
6.上料工位包括安装在组装台一端的皮带输送机,
7.转向节组装工位包括轴承压装机、轴承上料装置、转向节放置架和转向节搬运机械手,轴承压装机和轴承上料装置安装在组装台上,转向节放置架和转向节搬运机械手位于组装台一侧,轴承上料装置包括轴承放置架、轴承上料旋转气缸和弧形溜槽,轴承放置架和轴承上料旋转气缸分别安装在组装台上,弧形溜槽安装在轴承上料旋转气缸的活塞杆上,并位于轴承放置架出料口下方,弧形溜槽上料端设有挡料板,弧形溜槽下料端设有下料板,下料板上开有轴承放置槽,且在轴承放置槽底部开有下料孔,轴承放置槽的一侧为与弧形溜槽下料端相通的开口状,下料板由一对半圆形板拼接而成, 一对半圆形板分别铰接在
弧形溜槽的下料端,且在铰接处分别设有相互配合的传动齿轮,弧形溜槽的下料端一侧设有控制一对半圆形板开合的下料板驱动气缸。
8.滑块底部的两侧转角处和承重块顶部的两侧转角处均开有倒角。
9.位于环形轨道两侧的组装台上分别设有一组滑块定位杆和定位杆驱动气缸,一组滑块定位杆铰接在组装台上,定位杆驱动气缸驱动一组滑块定位杆转动,滑块一侧开有与滑块定位杆配合使用的限位槽。
10.位于上料工位的组装台上还设有锁紧螺帽放置框。
11.本实用新型优点是:整个装配过程各工位通过环形导轨连接,分工布局合理,通过各工位自动对齐组装,极大的减少操作人员和提高工作效率。
12.附 图 说 明
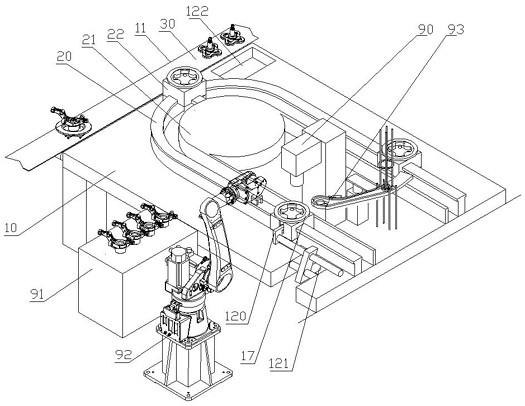
13.图1是本实用新型结构示意图。
14.图2是本实用新型轴承上料装置结构示意图。
15.图3是本实用新型制动器分解结构示意图。
具体实施方式
16.如附图所示,本实用新型制动器包括轮毂座1、制动盘2、转向节3和锁紧螺帽4,轮毂座1中心部位设有安装轴5,制动盘2套在安装轴5上,并通过四个六角螺栓7固定在轮毂座1上,转向节3两端分别通过转向节连接轴承8安装在安装轴5上,并通过锁紧螺帽4和安装轴5螺纹连接锁紧;
17.转向节组装线包括组装台10, 组装台10上设有环形导轨和按顺时针方向依次分布在环形导轨两侧的上料工位11和转向节组装工位17;
18.环形导轨包括环形轨道20和同步带驱动组件21, 同步带驱动组件21位于环形轨道20内,环形轨道20上设有多个滑块22,滑块22的一侧通过连接件与同步带驱动组件21的传动带连接,组装台10上还设有多个与各滑块22对应的承重块23,承重块23位于滑块22下方,滑块22顶部设有轮毂座定位盘25,轮毂座定位盘25上开有轮毂座放置槽,且在槽内开有四个轮毂连接螺杆避让孔,轮毂座定位盘25通过转轴活动安装在滑块22上,轮毂座定位盘25顶部设有一圈齿盘26,滑块22一侧铰接有锁紧杆27,轮毂座定位盘25上环形阵列有四个锁紧槽,滑块22和轮毂座定位盘25之间通过锁紧杆27锁紧;
19.上料工位11包括安装在组装台10一端的皮带输送机30,
20.转向节组装工位17包括轴承压装机90、轴承上料装置93、转向节放置架91和转向节搬运机械手92,轴承压装机90和轴承上料装置93安装在组装台10上,转向节放置架91和转向节搬运机械手92位于组装台10一侧,轴承上料装置93包括轴承放置架95、轴承上料旋转气缸96和弧形溜槽97,轴承放置架95和轴承上料旋转气缸96分别安装在组装台10上,弧形溜槽97安装在轴承上料旋转气缸96的活塞杆上,并位于轴承放置架95出料口下方,弧形溜槽97上料端设有挡料板99,弧形溜槽97下料端设有下料板98,下料板98上开有轴承放置槽,且在轴承放置槽底部开有下料孔,轴承放置槽的一侧为与弧形溜槽97下料端相通的开口状,下料板98由一对半圆形板拼接而成, 一对半圆形板分别铰接在弧形溜槽97的下料端,且在铰接处分别设有相互配合的传动齿轮,弧形溜槽97的下料端一侧设有控制一对半圆形板开合的下料板驱动气缸100。
21.滑块22底部的两侧转角处和承重块23顶部的两侧转角处均开有倒角。
22.位于环形轨道20两侧的组装台10上分别设有一组滑块定位杆120和定位杆驱动气缸121,一组滑块定位杆120铰接在组装台10上,定位杆驱动气缸121驱动一组滑块定位杆120转动,滑块22一侧开有与滑块定位杆120配合使用的限位槽。
23.位于上料工位11的组装台10上还设有锁紧螺帽放置框122。
24.工作方式和原理:滑块定位杆120使转向节组装工位17的滑块22定位,滑块22底部的两侧转角处和承重块23顶部的两侧转角处均开有倒角,方便滑块22顺利的滑动到承重块23上方,承重块23避免在组装的时候滑块22压损环形轨道20,皮带输送机30用于输送轮毂座1和组装完成后的制动器,工作人员手动把安装有制动盘的轮毂座1放置到上料工位11对应滑块22的轮毂座定位盘25上,轮毂座1为梅花状圆盘,轮毂座定位盘25上开有与轮毂座1配合的仿型槽,用于固定轮毂座1,轮毂座定位盘25在默认状况下和滑块22之间通过锁紧杆27锁紧,完成后环形导轨启动,按顺时针方向移动一个工位。
25.转向节组装工位17工作方式:通过轴承上料装置93和转向节搬运机械手92依次向安装轴5上套第一个转向节连接轴承8、转向节3和第二个转向节连接轴承8,每放置一个部件轴承压装机90压装一次,弧形溜槽97的槽体深度小于转向节连接轴承8的高度,弧形溜槽97每转动一次把轴承放置架95最下面一个转向节连接轴承8取走,弧形溜槽97转动到下料板98位于安装轴5正上方停止,挡料板99起到阻挡作用,当弧形溜槽97复位的时候,第二个转向节连接轴承8落到槽内,弧形溜槽97为上料端高下料端低的倾斜状,弧形溜槽97转动取走转向节连接轴承8的过程中,位于槽内的转向节连接轴承8会溜到下料端的下料板98内,当弧形溜槽97停止后,下料板98在下料板驱动气缸100的驱动下打开,转向节连接轴承8落下并套在安装轴5上,压装完成后,环形导轨启动,按顺时针方向再移动一个工位,当组装完成的制动器回到上料工位11的时候,手动安装锁紧螺帽4,然后取下制动器换上新的轮毂座1,依次循环。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1