一种用于包装盒生产的压铆设备的制作方法
1.本技术涉及包装盒加工的技术领域,尤其是涉及一种用于包装盒生产的压铆设备。
背景技术:
2.包装盒是一种用于包装销售产品的容器,使物品按一定数量被包装,便于物品的流通,有利于保证物品不易被损坏。
3.包装盒的材料有多种,其中采用金属材质的包装盒在制作盒体的过程中,需要将一块金属块的两端固定连接形成包装盒的侧壁,而现有的连接方式通常采用激光焊接,激光焊接包装盒的精度要求较高,投入成本较大,上述问题有待解决。
技术实现要素:
4.为了将金属块的两端固定连接形成包装盒,更便捷的生产包装盒,降低包装盒的生产成本,本技术提供一种用于包装盒生产的压铆设备,采用如下的技术方案:
5.一种用于包装盒生产的压铆设备,包括安装架、升降驱动组件和压铆组件,所述升降驱动组件安装于安装架,所述压铆组件和升降驱动组件固定连接,所述压铆组件的冲压端和升降驱动组件连接,所述压铆组件的冲压端设置在压铆组件的铆接端的上方。
6.通过采用上述方案,安装架用于安装升降驱动组件,升降驱动组件用于驱动压铆组件进行升降,当需要将包装盒压铆时,包装盒的两侧分别放在压铆组件的冲压端,升降驱动组件驱动压铆组件的冲压端下降,使包装盒的两侧被冲压成方向相反的弯折状,操作人再将包装盒的两侧扣接在一起放置在压铆组件的铆接端进行铆接,从而使包装盒的两侧固定铆接在一起,完成包装盒的侧壁的固定连接,达到便捷的生产包装盒,减少加工成本的效果。
7.优选的,所述压铆组件包括固定连接件、冲压件和配合件,所述固定连接件的一端和升降驱动组件连接,所述固定连接件的另一端和冲压件连接,所述配合件插接于冲压件,所述冲压件的一端设置有用于冲压包装盒其中一侧的第一冲压部,所述配合件的上表面的一端设置有用于配合第一冲压部的第一冲槽,所述配合件的上表面的另一端设置有用于冲压包装盒另外一侧的第二冲压部,所述冲压件的另一端设置有用于配合第二冲压部的第二冲槽。
8.通过采用上述方案,冲压件通过固定连接件连接在升降驱动组件的输出端,当需要对包装盒的一侧进行冲压时,操作人将包装盒的一侧放置在第一冲压部和第一冲槽之间,升降驱动组件驱动冲压件下压至配合件表面,第一冲压部将包装盒的一侧下压在第一冲槽内,使包装盒的一侧弯折,当需要对包装盒的另一侧进行冲压时,操作人将包装盒的另一侧放置在第二冲压部和第二冲槽之间,升降驱动组件再驱动冲压件下压,第二冲压部将包装盒的另一侧下压在第二冲槽内,使包装盒的另一侧反方向弯折,达到对包装盒的两侧冲压的效果。
9.优选的,所述第一冲压部和第二冲槽之间设置有固定槽,所述配合件的上表面设置有用于插接在固定槽的插接部。
10.通过采用上述方案,固定槽用于安装放置插接部,固定槽留有插接部上下活动的空间,使需要对包装盒冲压时,升降驱动组件下降,冲压件能够抵接在配合件,使完成包装盒的冲压后,升降驱动组件上升,冲压件能远离配合件,操作人取出包装盒的两侧,完成对包装盒的冲压,达到为铆接包装盒冲压弯折边的效果。
11.优选的,所述插接部的形状为燕尾状,所述固定槽设置为与插接部相同的形状,所述固定槽的大小大于插接部。
12.通过采用上述方案,燕尾状的插接部插接在燕尾状的固定槽内,由于固定槽的大小比插接部的大,插接部的侧壁抵接在固定槽的内侧壁,起到插接部在固定槽内上下滑移的作用,且插接部从固定槽的侧边滑接进固定槽内,起到便于安装和拆卸插接部的作用。
13.优选的,所述固定槽设置有调位板和若干个弹簧,所述弹簧间隔设置,所述弹簧的一端固定在固定槽的顶端,所述弹簧的另一端和调位板的一侧连接,所述调位板的另一侧抵接于插接部。
14.通过采用上述方案,弹簧用于将调位板始终抵接在插接部的上表面,使插接部抵接在固定槽的内侧壁,当冲压件压向配合件时,弹簧收缩使调位板上移,配合件同时上移,包装盒的侧边完成冲压后,弹簧回弹使调位板下降,使插接部抵接在固定槽,达到缓冲固定槽和插接部之间的冲力,提升固定槽和插接部的耐用度的效果。
15.优选的,所述压铆组件还包括定位件,所述定位件安装于安装架,所述配合件的下表面设置有铆接凸起部,所述定位件的设置有用于配合铆接凸起部的铆接槽,所述铆接槽位于铆接凸起部的下方。
16.通过采用上述方案,定位件设置在配合件的下方,在冲压件抵接在配合件的上表面时,配合件的下表面抵接在定位件上,使得冲压件抵接于配合件,当需要将包装盒的两侧铆接时,操作人将包装盒的两侧弯折扣接,将扣接的部分放置在铆接槽上,铆接凸起部将包装盒的两侧压在铆接槽的上表面,使包装盒的两侧铆接从而固定连接,达到固定连接包装盒两侧的效果。
17.优选的,所述第一冲槽靠近插接部的一端设置有第一冲压抵接部,所述第一冲压抵接部从远离第一冲压部的一端到靠近第一冲压部的一端逐渐凸起设置。
18.通过采用上述方案,当需要将包装盒的一侧进行冲压时,包装盒的一侧放置在第一冲压抵接部的上表面,第一冲压抵接部起到便于操作人将包装盒的一侧放置在合适位置上的作用,第一冲压部将包装盒的一侧压在第一冲槽时,包装盒的一侧抵接在第一冲压抵接部,达到包装盒的一侧的折弯效果更佳的效果。
19.优选的,所述第二冲槽靠近插接部的一端设置有第二冲压抵接部。
20.通过采用上述方案,当需要将包装盒的另一侧进行冲压时,包装盒的另一侧放置在第二冲压抵接部的下表面,第二冲压抵接部便于操作人将包装盒的另一侧放置在合适冲压的位置上,第二冲压部将包装盒的另一侧压在第二冲槽时,包装盒的另一侧抵接在第二冲压抵接部,达到提升包装盒的另一侧冲压效果。
21.综上所述,本技术包括以下至少一种有益技术效果:
22.安装架用于安装升降驱动组件,升降驱动组件驱动压铆组件升降对包装盒进行压
铆操作,操作人将包装盒的两侧分别放在压铆组件的冲压端进行冲压,包装盒的两侧被冲压成方向相反的弯折状,操作人将包装盒两侧的弯折扣接在一起,再将扣接的位置放置在压铆组件的铆接端进行铆接,使包装盒的两侧固定连接,达到将金属块的两端固定连接形成包装盒,更便捷的生产包装盒,降低包装盒的生产成本的效果。
附图说明
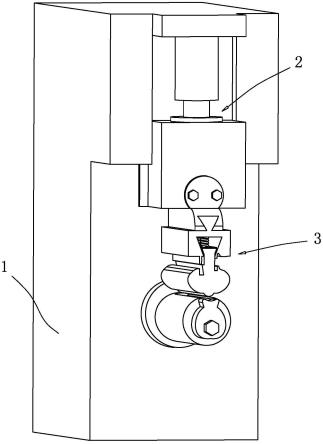
23.图1为本技术实施例一种用于包装盒生产的压铆设备的结构示意图。
24.图2为本技术实施例所述压铆组件的结构示意图。
25.附图标记说明:1、安装架;2、升降驱动组件;3、压铆组件;31、固定连接件;32、冲压件;321、第一冲压部;322、第二冲槽;323、固定槽;324、调位板;325、弹簧;326、第二冲压抵接部;33、配合件;331、第一冲槽;332、第二冲压部;333、铆接凸起部;334、插接部;335、第一冲压抵接部;34、定位件;341、铆接槽。
具体实施方式
26.以下结合附图1-图2对本技术作进一步详细说明。
27.本技术实施例公开一种用于包装盒生产的压铆设备,参照图1,包括安装架1、升降驱动组件2和压铆组件3,安装架1用于安装升降驱动组件2和部分压铆组件3,升降驱动组件2固定安装于安装架1的上方,升降驱动组件2的输出端沿安装架1的高度方向往下伸缩,压铆组件3的冲压端和升降驱动组件2的输出端固定连接,升降驱动组件2驱动压铆组件3上下移动,压铆组件3通过压铆组件3的冲压端对包装盒的两侧分别进行冲压成弯折状,再通过压铆组件3的铆接端对冲压成弯折状的包装盒的两侧进行铆接,使包装盒的两侧固定连接在一起。
28.具体地,包装盒为一块金属块通过两端固定连接形成的盒体侧壁,包装盒两侧的弯折状为相反方向,弯折状相互扣合,操作人将包装盒弯折扣合的位置放置在压铆组件3的铆接端进行铆接,扣合的位置被铆接固定,完成将金属块的两端固定连接形成包装盒,达到更便捷的生产包装盒,降低包装盒的生产成本的效果。
29.作为其中一种实施方式,升降驱动组件2采用气缸。
30.参照图1和图2,压铆组件3包括固定连接件31、冲压件32、配合件33和定位件34。作为其中一种实施方式,固定连接件31通过螺栓固定连接在升降驱动组件2的输出端,固定连接件31的另一端通过榫接的方式连接冲压件32的一端。冲压件32的另一端设置有固定槽323,配合件33朝向冲压件32的一端设置有插接部334。插接部334通过固定槽323的侧边插接到固定槽323内,使插接部334的侧壁与固定槽323的内侧壁抵接。当升降驱动组件2驱动固定连接件31、冲压件32和配合件33下压时,配合件33抵压到定位件34的上表面,配合件33的上表面压在冲压件32的下表面。
31.具体地,插接部334具体为燕尾状的凸条部,固定槽323为燕尾状的槽体,插接部334的大小小于固定槽323的大小,插接部334从固定槽323一端的开口穿进固定槽323内。当冲压件32和配合件33处于自然放置的状态下,插接部334的两侧壁抵接在固定槽323的内侧壁。
32.作为另外一种实施方式,插接部334的形状为“t”形的凸条部,固定槽323为对应插
接部334的“t”形的槽体。
33.固定槽323内设置有若干个弹簧325,弹簧325的一端固定连接在固定槽323的内侧的顶部,弹簧325的另一端连接有调位板324,调位板324远离弹簧325的一侧抵接在插接部334的一端,使得插接部334的侧壁稳固抵接在固定槽323的内侧壁。当升降驱动组件2下降,配合件33抵接在定位件34上时,插接部334的位置不变,固定槽323向继续下压,弹簧325收缩使限位部始终抵接在插接部334的上端,当升降驱动组件2上升时,冲压件32上升,弹簧325逐渐恢复舒张,直至插接部334抵接在固定槽323内,配合件33与定位件34分开,完成一次压铆操作。
34.作为其中一种实施方式,为减少插接部334的侧壁和固定槽323内侧壁碰撞产生的磨损,固定槽323的内侧壁粘连有软质缓冲层。
35.冲压件32其中一侧设置有第一冲压部321,冲压件32的另外一侧设置有第二冲槽322,固定槽323设置在第一冲压部321和第二冲槽322之间。配合件33的一侧设置有第一冲槽331,第一冲槽331位于第一冲压部321的下方,第一冲压部321和第一冲槽331配合插接。配合件33的另一侧设置有第二冲压部332,第二冲压部332位于第二冲槽322的下方,第二冲压部332和第二冲槽322配合插接,插接部334设置在第二冲压部332和第一冲槽331之间。固定连接件31、冲压件32和配合件33的上端作为压铆组件3的冲压端。
36.具体地,当需要对包装盒的其中一侧进行冲压时,操作人将包装盒的一侧伸入到冲压件32和配合件33之间,升降驱动组件2驱动冲压件32上的第一冲压部321将包装盒的一侧压在配合件33上的第一冲槽331,使包装盒的一侧向上折弯。完成对包装盒的一侧的冲压折弯后,升降驱动组件2驱动冲压件32上升,使冲压件32和配合件33相对分离后,操作人将包装盒的一侧取出。当完成包装盒的一侧的冲压后,操作人将包装盒的另一侧伸入到冲压件32和配合件33之间,配合件33上的第二冲压部332将包装盒的另一侧压在冲压件32的第二冲槽322上,使包装盒的另一侧冲压折弯后,升降驱动组件2驱动冲压件32上升,抱错人将包装盒的另一侧取出,完成包装盒的两侧的冲压操作。
37.作为其中一种实施方式,第一冲槽331靠近插接部334的一端设置有第一冲压抵接部335,第一冲压抵接部335从远离第一冲压部321的一端到靠近第一冲压部321的一端逐渐凸起设置,第一冲压抵接部335便于操作人将包装盒的一侧放置在合适的冲压位置上,且使包装盒的冲压的效果更佳。当冲压件32和配合件33抵接时,第一冲压抵接部335位于第一冲压部321靠近插接部334的一侧。
38.第二冲槽322靠近插接部334的一端设置有第二冲压抵接部326,第二冲压抵接部326便于操作人将包装盒的另一侧放置在合适的冲压位置上,且使包装盒的冲压折弯效果更佳。当冲压件32和配合件33抵接时,第二冲压抵接部326位于第二冲压部332靠近插接部334的一侧。
39.作为其中一种实施方式,第一冲压部321和第二冲压部332的具体形状根据包装盒的两侧需要冲压的形状而定。第一冲槽331根据第一冲压部321的形状而设置,第二冲槽322根据第二冲压部332的形状而设置。
40.定位件34通过螺栓贯穿后,螺栓固定于安装架1,从而将定位件34固定在安装架1上。配合件33的下表面设置有铆接凸起部333,定位件34的上表面设置有铆接槽341,铆接槽341设置在铆接凸起部333的下方,铆接槽341配合铆接凸起部333使用。配合件33的下表面
和定位件34作为压铆组件3的铆接端。
41.具体地,定位件34用于抵接配合件33,使配合件33的上表面与冲压件32抵接,且使配合件33的下表面和定位件34抵接。当需要对完成冲压折弯后的包装盒的两侧进行铆接固定时,操作人将包装盒的两侧的折弯进行扣接,包装盒的两侧的折弯方向相反。包装盒进行扣接的位置放置在铆接槽341的上方,铆接凸起部333下压使扣接的位置进行铆接固定,从而连接包装盒的两侧。
42.本技术实施例的原理为:升降驱动组件2安装于安装架1的顶端,升降驱动组件2向下进行伸缩,从而驱动压铆组件3进行升降,压铆组件3的冲压端对包装盒的两侧进行冲压,使包装盒的两侧被冲压成方向相反的弯折状,操作人将包装盒的两侧的弯折扣接后,包装盒的扣接处被放置在压铆组件3的铆接端进行铆接固定,从而完成将金属块的两端固定连接形成包装盒,达到更便捷的生产包装盒,降低包装盒的生产成本的效果。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1