一种管件焊接用提高磁脉冲焊接性能的焊接系统
1.本实用新型涉及电磁脉冲焊接装置,特别涉及一种铝管与钢管的管件焊接用提高磁脉冲焊接性能的焊接系统。
背景技术:
2.电磁脉冲焊接是一种基于磁脉冲成形的固相连接技术,是磁脉冲成形的主要应用之一,其焊接原理是将磁脉冲设备中存贮的电能通过放电回路转化成待焊工件的动能,致使两工件高速撞击从而实现材料的连接。该技术具有常温生产、一次成型、生产效率高、环保无污染等一系列优点。随着航空航天、汽车等高技术领域的不断发展,轻质的铝与高强度的钢进行有效连接成为焊接领域急需解决的焦点问题,而对于铝管与钢管的磁脉冲焊接已成为该领域的一个重要研究方向。
3.虽然目前已有学者对异种材料的铝管与钢管进行电磁脉冲焊研究,对其焊接工艺进行了优化,但铝管与钢管焊接接头仍然存在焊接强度低、焊接质量不稳定等问题,因此亟待寻找一种可以有效提升铝/钢管焊接接头强度的方法。
技术实现要素:
4.本实用新型所要解决的问题是:针对现有技术存在的不足,提供一种管件焊接用提高磁脉冲焊接性能的焊接系统。
5.一种管件焊接用提高磁脉冲焊接性能的焊接系统,包括电磁脉冲焊接装置、tig焊枪、送丝枪、辅助装置;
6.tig焊枪与送丝枪之间通过角度调节装置连接,从而调整送丝角度;tig焊枪用于对插入管道端口进行填丝。
7.电磁脉冲焊接装置包括集磁器、线圈、电源,所述集磁器为环状,中间为用于放置焊件的通孔,环状的集磁器外环面与通孔设有切槽,所述集磁器正背面设有凹陷部位,凹陷部位为沿轴向方向向内设置的锥形槽,线圈位于集磁器外围并电源连接;
8.辅助装置包括分别用于夹持管道两端的四爪卡盘和尼龙定位套;焊接时,尼龙定位套靠近集磁器,四爪卡盘远离集磁器。
9.作为一种优选技术方案,焊接时,集磁器的设置位置使得集磁器集中放电于被插入管道和插入管道未填丝的层叠区域。
10.作为一种优选技术方案,所述角度调节装置包括设置在tig焊枪上的连接片a、设置在送丝枪上的连接片b以及连接片c,连接片a和连接片b分别与连接片c的两端可转动连接。
11.作为一种优选技术方案,连接片c的两端开设有螺纹孔,连接片a、连接片b与连接片c连接的一端也皆设有螺纹孔,连接片c两端与连接片a、连接片b通过螺栓连接。
12.作为一种优选技术方案,尼龙定位套紧贴于集磁器正背面。
13.本实用新型配套的焊接工艺如下所述:
14.第一步:使用tig填丝焊装置对钢管一端口外壁进行填丝焊焊接,使钢管端口外壁形成均匀分布的四处填丝几何“凸台”;
15.第二步:将填丝后钢管伸入管径相适应的铝管内部;
16.第三步:将搭接好的钢管与铝管置于集磁器通孔内部,对两者搭接处进行电磁脉冲焊接。
17.本实用新型用于基于提高铝管与钢管电磁脉冲焊接头强度,具有以下效益:由于磁脉冲焊焊接管件时具有端部效应,使得管件收缩不均匀,易产生裂纹和失稳,很大程度上降低了工件的成形质量,采用tig焊枪,可高效、快速地完成钢管的几何“变形”,所形成的“凸台”可以使磁脉冲焊接形成合适冲击碰撞角度,提升了焊接钢管与铝管的有效嵌合,提高了磁脉冲焊装置的有效利用率。两端向内设有锥形槽的集磁器,既能达到磁脉冲焊产生的电磁力的有效集中,又能替线圈抵挡反作用下的巨幅磁场力。
附图说明
18.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
19.图1为本实用新型中,磁脉冲焊接装置半剖视图;
20.图2为本实用新型中,tig焊枪与送丝枪的工作示意图;
21.图3为本实用新型中,集磁器示意图;
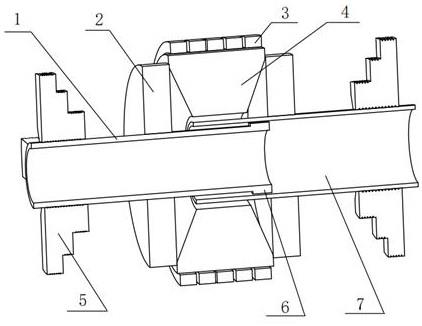
22.图4为本实用新型中,管件磁脉冲焊后半剖视图。
23.附图标注:1、钢管,2、尼龙定位套,3、线圈,4、集磁器,5、四爪卡盘,6、凸台,7、铝管,8、tig焊枪,9、角度调节装置,10、螺栓,11、焊丝,12、连接片c,13、送丝枪,14、凹陷部位,15、集磁器通孔,16、集磁器切槽。
具体实施方式
24.下面结合附图和实施例对本实用新型作进一步说明:
25.一种管件焊接用提高磁脉冲焊接性能的焊接系统,其配套应用的工艺方法如下:
26.第一步:如图2所示,使用tig填丝焊装置的焊枪8与送丝枪13配合对钢管1一端口外壁进行填丝焊焊接,使钢管1端口外壁形成均匀分布的四处填丝几何凸台6;
27.第二步:如图1所示,将填丝后钢管1伸入管径相适应的铝管7内部;
28.第三步:将搭接好的钢管1与铝管7置于集磁器通孔15内部,对两者搭接处进行电磁脉冲焊接。
29.结合具体的图2所示,tig填丝焊装置可以通过单手填丝操作或运用机械臂进行自动填丝焊,可高效、快速地完成钢管1的“几何形变”,也能达到预热的效果。
30.本实施例的结构中,用角度调节装置连接tig焊枪8与送丝枪13,
31.角度调节装置9包括设置在tig焊枪上的连接片a、设置在送丝枪上的连接片b以及连接片c12,连接片c12的两端开设有螺纹孔,连接片a、连接片b与连接片c连接的一端也皆设有螺纹孔,连接片c两端与连接片a、连接片b通过螺栓10连接。可通过对送丝枪13进行准确的送丝角度调整,钢管1填丝焊所用焊丝11为钢丝。
32.通过tig填丝焊装置,将焊丝11均匀填入钢管1端口外壁,形成均匀分布且厚度相同的四块凸台6,改变了钢管1外壁的几何形状,提升了铝管7磁脉冲焊接至钢管1的焊接可靠性。
33.如图1所示,将填丝焊后钢管1伸入铝管7内部,且保证铝管7内径略大于填丝凸台6外径,通过四爪卡盘5与尼龙定位套2固定钢管1与铝管7,使两管与集磁器通孔15保持在同一轴线,其中四爪卡盘5距离磁脉冲焊设备较远,尼龙定位套2紧贴于集磁器4的正反两面。通过四爪卡盘5和尼龙定位套,可以实现管件的两支点定位。
34.将经过表面处理的填丝焊后的钢管1与铝管7进行磁脉冲焊接,电磁脉冲焊装置包括集磁器4、线圈3和电源。集磁器4为环状结构,中间设有用于放置焊件的集磁器通孔15,焊接管件从中插入;如图3所示,穿过集磁器4的外环面与集磁器通孔15设有集磁器切槽16,使单纯的导体变为可以形成闭合回路的压降结构,进而可以产生感应电流;集磁器4正背面设有凹陷部位14,凹陷部位14为沿轴向方向向内设置的锥形槽,可以使磁脉冲焊产生的电磁力更加集中高效;线圈3位于集磁器4外围并与提供脉冲电流的电源连接;焊接时,将所述填丝钢管1填丝部位伸入铝管7内部,集磁器4集中放电于铝管7与钢管1未填丝的层叠区域,当给电磁线圈3通电时,在集磁器4中产生感应电流,相应的在邻近的铝管7再次产生感应电流,同时,感应电流在集磁器4磁场的作用下形成洛伦兹力高速撞向钢管1工件表面。
35.本实施例中,钢管1经过填丝形成凸台6,使磁脉冲焊接形成合适冲击碰撞角度,提升了焊接钢管1与铝管7的有效嵌合,提高了磁脉冲焊装置的有效利用率。所述钢管外壁均匀分布tig填丝焊形成的几何“凸台”,使磁脉冲焊后形成稳固的焊接嵌合接头。所述铝管内径略大于所述钢管填丝焊后“凸台”外径,保证高效磁脉冲焊接间隙。
36.本实施例中,所述集磁器的外圆柱面与所述通孔设有切槽,使感应电流形成有效的闭合回路。所述集磁器的两端沿轴向向内设置有锥形槽,进而产生更加集中的电磁力。所述集磁器的通孔表面对准所述钢管与所述铝管搭接未填丝部分,使电磁力瞬时作用于所述铝管,所述铝管形成弯曲界面与所述钢管填丝区域完美嵌合。
37.本实施例中。所述钢管与所述铝管使用四爪卡盘与尼龙定位套固定,保证所述焊接件与所述集磁器在同一轴线上。
38.以上仅就本实用新型的最佳实施例作了说明,但不能理解为是对权利要求的限制。本实用新型不仅局限于以上实施例,其具体结构允许有变化。凡在本实用新型独立权利要求的保护范围内所作的各种变化均在本实用新型保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1