一种铣刀的制作方法
1.本实用新型属于刀具技术领域,尤其涉及一种铣刀。
背景技术:
2.目前,很多产品(例如电脑)的零部件都需要进行倒角处理,以便于产品的美观及提升用户的使用体验感。随着时代的发展,人们对产品的要求越来越高,同一个零部件的不同部位经常需要不同角度的倒角处理,然而目前进行倒角处理的一种铣刀只能处理一种角度的倒角,这样的情况下就需要对铣刀进行更换,不但费时费力,而且加工出的产品的精度也不能保证。
技术实现要素:
3.本实用新型提供的一种铣刀,旨在解决一种铣刀无法处理多个角度的倒角的技术问题。
4.一种铣刀,用于为目标物进行倒角处理,所述铣刀包括刀柄,所述刀柄端设置有第一刀刃和第二刀刃,所述第一刀刃与所述刀柄轴心的夹角为a,所述第二刀刃与所述刀柄轴心的夹角为b,且a与b不相等。
5.可选地,所述第一刀刃和/或所述第二刀刃设有至少两个。
6.可选地,所述第一刀刃和所述第二刀刃沿所述刀柄轴心圆周分布且间隔交替设置。
7.可选地,所述铣刀沿轴心旋转以切换所述第一刀刃和所述第二刀刃以使所述第一刀刃或所述第二刀刃与目标物对应。
8.可选地,夹角a为30
°
,夹角b为45
°
。
9.可选地,所述刀柄端部还设置有第三刀刃,所述第三刀刃位于所述第一刀刃和所述第二刀刃之间。
10.可选地,所述刀柄端还设置有槽口,所述槽口位于所述第一刀刃和所述第二刀刃之间。
11.可选地,所述铣刀具有与所述刀柄相背设置的安装部。
12.可选地,所述安装部呈圆柱状。
13.可选地,所述铣刀采用硬质合金制得。
14.与现有技术相比,本实用新型的有益效果在于:
15.一种铣刀,包括刀柄,刀柄端设置有第一刀刃和第二刀刃,第一刀刃与刀柄轴心的夹角为a,第二刀刃与刀柄轴心的夹角为b,且a与b不相等。通过第一刀刃和第二刀刃的设置,能够在不更换铣刀的前提下,产生两种不同角度的倒角。减少了需要更换刀具的步骤和时间,另外,还能够保证产品的加工精度。
附图说明
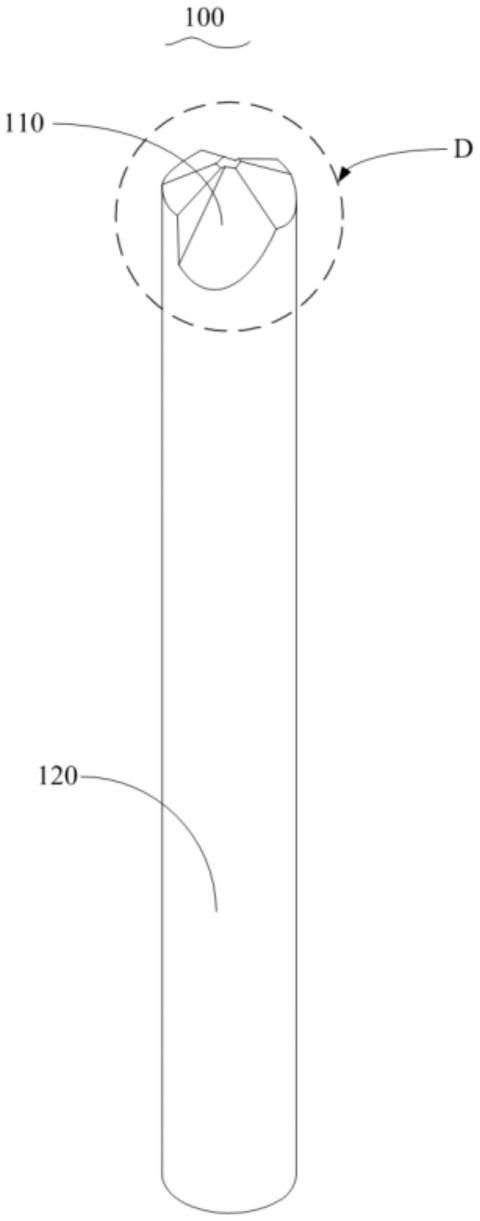
16.图1是本实用新型提供的铣刀的立体示意图;
17.图2是图1中d处的放大示意图;
18.图3是本实用新型提供的铣刀一个视角的平面示意图;
19.图4是本实用新型提供的铣刀另一个视角的平面示意图。
20.附图标记说明:
21.100、铣刀;110、刀柄;111、第一刀刃;112、第二刀刃;113、第三刀刃;114、槽口;120、安装部。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.如图1至图4所示,本实用新型实施例提供一种铣刀100,用于为目标物进行倒角处理,铣刀100包括刀柄110,刀柄110端设置有第一刀刃111和第二刀刃112,第一刀刃111与刀柄110轴心c的夹角为a,第二刀刃112与刀柄110轴心c的夹角为b,且a与b不相等。示例性地,用第一刀刃111对目标物进行倒角可得到第一预设角度的第一倒角,用第二刀刃112对目标物进行倒角可得到第二预设角度的第二倒角。也即是说,第一预设角度为a,第二预设角度为b,且a与b不相等,也就是说,第一倒角和第二倒角是不相同的。另外,需要说明的是,上述中所说的轴心c即为铣刀100的旋转中心。且在本技术的铣刀100既可以是呈方形柱状,也可以是呈圆形柱状,具体形状在本技术中不做过多限制。
24.如图1和图2所示,本技术提供的铣刀100通过第一刀刃111和第二刀刃112的设置,能够在不更换铣刀100的前提下,产生两种不同角度的倒角。减少了需要更换刀具的步骤和时间,另外,还能够保证产品的加工精度。
25.如图1和图2所示,作为一种实施方式,第一刀刃111和/或第二刀刃112设有至少两个。示例性地,在本实施例中,第一刀刃111设有两个,第二刀刃112设有两个,如此结构设计,是考虑到第一刀刃111和第二刀刃112的使用次数多了以后会使刀刃崩坏。故在本实施例中,第一刀刃111和第二刀刃112均设有两个,两个第一刀刃111或两个第二刀刃112可以换着使用,使其符合等寿命设计的基本要求。当然,在具体应用中,不限于此,例如,作为一种替方案,也可以是第一刀刃111设有一个,第二刀刃112设有两个,或者,第一刀刃111设有两个,第二刀刃112设有一个。
26.如图1、图2、图3所示,作为一种实施方式,第一刀刃111和第二刀刃112沿刀柄110轴心c圆周分布且间隔交替设置。示例性地,在本实施例中,两个第一刀刃111相对设置,两个第二刀刃112相对设置,也即是说,两个第一刀刃111呈180
°
设置,两个第二刀刃112呈180
°
设置,第一刀刃111和第二刀刃112依次交替设置,换刀刃方便,且第二刀刃112和两个第一刀刃111沿刀柄110轴心c呈圆周分布。当然,在具体应用中,不限于此,作为一种替方案,第一刀刃111和第二刀刃112也可以是呈圆周均匀分布的,例如,若是设有两个第一刀刃111、一个第二刀刃112或者一个第一刀刃111、两个第二刀刃112一共三个刀刃的情况,三个刀刃每相邻的两个刀刃之间可以呈120
°
角分布设置。若是设有两个第一刀刃111、两个第二
刀刃112一共四个刀刃的情况,四个刀刃每相邻的两个刀刃之间可以呈90
°
角分布设置。另外需要说明的是,第一刀刃111和第二刀刃112之所以要交替设置,是为了便于第一刀刃111和第二刀刃112之间的切换。
27.如图1和图2所示,作为一种实施方式,铣刀100沿轴心c旋转以切换第一刀刃111和第二刀刃112以使第一刀刃111或第二刀刃112与目标物对应。示例性地,本技术提供的铣刀100通过以轴心c为旋转中心旋转一定角度的方式切换第一刀刃111和第二刀刃112,使得第一刀刃111或者第二刀刃112对准目标物以对目标物进行倒角处理。例如在本实施例中,假如此时是第二刀刃112与目标物对准,当第二刀刃112对目标物进行处理得到第二倒角后,可逆时针旋转或顺时针旋转一定的角度使第一刀刃111切换到目标物,接着就能对目标物进行处理得到第一倒角。这样可以做到在不更换刀具的前提下即可实现不同倒角的处理。一是能够节省时间,二是不需要人工再去更换刀具,费时费力,三是避免了更换刀具带来的精度不够的问题。
28.如图3和4所示,作为一种实施方式,夹角a为30
°
,夹角b为45
°
。示例性地,用第一刀刃111加工产品,会得到30
°
的倒角,同理,用第二刀刃112加工产品,会得到45
°
的倒角。当然,这只是一个实施例而已,在具体应用中,角度的设置不限于此,可根据实际需求设置角度,例如,夹角a为15
°
、40
°
等等,夹角b为60
°
、75
°
等等,在此不做过多限制。
29.如图1和图2所示,作为一种实施方式,刀柄110端部还设置有第三刀刃113,第三刀刃113位于所述第一刀刃111和第二刀刃112之间。示例性地,第三刀刃113有两个作用,一是用于去除毛刺,二是用于打磨细小部位。因此,第三刀刃113的面积相对于第一刀刃111和第二刀刃112来说要小很多。同时,对产品进行去除毛刺以及打磨能更好的提升产品的品质,提升用户体验。
30.如图1和图2所示,作为一种实施方式,刀柄110端还设置有槽口114,槽口114位于第一刀刃111和第二刀刃112之间。示例性地,槽口114是由两个具有一定夹角的平面构成的,在对产品进行倒角处理时,会产生铁屑,而槽口114的设置则可以将倒角或者去除毛刺过程中产生的铁屑排出,以便于更好的加工产品。
31.如图1和图2所示,作为一种实施方式,铣刀100具有与刀柄110相背设置的安装部120。示例性地,本技术的铣刀100是安装在机器(比如车床)上对产品进行加工的。在本技术中,铣刀100通过安装部120安装在机器上,刀柄110部分则用于加工产品。需要说明的是,这里说的产品就是上述中提到的目标物。
32.如图1和图2所示,作为一种实施方式,安装部120呈圆柱状。示例性地,本技术的铣刀100呈圆柱状,方便使用者拿取,避免划伤,另外也方便将铣刀100安装在机器上。
33.如图1和图2所示,作为一种实施方式,铣刀100采用硬质合金制得。示例性地,硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,1000℃时仍有很高的硬度。因此,硬质合金广泛用作刀具材料。
34.如图1和图2所示,本实用新型提供的铣刀100的工作原理:
35.首先将铣刀100安装在机器上,并将待处理的目标物(产品)固定在机器上,假如此时是第二刀刃112与目标物对准,当第二刀刃112对目标物进行处理得到第二倒角后,机器
驱动铣刀100逆时针旋转或顺时针旋转一定的角度使第一刀刃111切换到目标物(产品)的位置,接着就能对目标物进行处理得到第一倒角。
36.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1