一种焊丝夹紧装置及焊接设备的制作方法
1.本技术涉及到焊接技术设备技术领域,尤其涉及到一种焊丝夹紧装置及焊接设备。
背景技术:
2.在汽车、造船、工程机械等工厂,金属构件的加工离不开焊接,机器人焊接可以获得较高的效率,使用机器人焊接领域越来越普遍,但使用机器人焊接要求所焊接部件尺寸的加工精度一致性高,这给使用机器人焊接工厂带来成本压力,接触传感技术就是对应机器人焊接中所焊接部件尺寸在一定范围内存在离散型情况下仍能获得较高质量的焊缝,通常方法是机器人焊接之前对焊缝位置进行检查,在对焊缝进行检查时,需要在焊枪送丝通路设置焊丝夹紧装置,通过施加在焊丝与工件间形成的电压大小,由专门系统判断出焊缝偏离参数,从而修正焊接轨迹来确保焊接质量,那么焊丝夹紧装置成为确保传感技术顺利实施不可或缺的关键一环。但现有的焊丝夹紧装置往往设置比较复杂,可靠性较低。
技术实现要素:
3.本技术实施例提供了一种焊丝夹紧装置及焊接设备,用以方便固定焊丝,进而方面进行焊缝检查。
4.第一方面,本技术提供了一种焊丝夹紧装置,该焊丝夹紧装置包括夹紧装置本体,用于与焊枪枪管连接的第一导丝管接头,以及用于与导丝管连接的第二导丝管接头;
5.所述第一导丝管接头及所述第二导丝管接头分别与所述夹紧装置本体连接;所述夹紧装置用于将所述第一导丝管接头和第二导丝管接头连通形成送丝通道;
6.还包括与所述夹紧装置本体固定连接并用于将所述送丝通道内的焊丝抵紧固定的夹紧组件。在上述技术方案中,通过采用夹紧装置本体、第一导丝管接头和第二导丝管接头形成送丝通道,并通过夹紧组件将焊丝抵紧固定在送丝通道内,从而实现对焊丝的固定。在进行焊缝进行检查时,可保证焊丝能够承受一定的力,保证检测时的可靠性。
7.在一个具体的可实施方案中,还包括转接法兰;所述夹紧组件通过所述转接法兰与所述夹紧装置本体固定连接。通过转接法兰实现夹紧组件与夹紧装置本体的固定连接。
8.在一个具体的可实施方案中,所述夹紧组件为夹紧气缸或夹紧液压缸;
9.所述转接法兰包括:与所述夹紧装置本体螺纹连接的圆筒体;以及与所述圆筒体连接的螺母结构;所述螺母结构与所述夹紧气缸或夹紧液压缸的缸体通过螺纹连接;
10.其中,所述夹紧气缸或夹紧液压缸的活塞杆可穿过所述圆筒体插入到所述送丝通道。实现了夹紧组件的活塞杆插入到送丝通道内对焊丝进行固定。
11.在一个具体的可实施方案中,所述螺母结构的端面与所述夹紧装置本体之间通过第一密封圈密封连接;所述螺母结构的内端面通过第二密封圈与所述夹紧气缸或夹紧液压缸的缸体密封连接。提高了密封效果。
12.在一个具体的可实施方案中,所述夹紧装置具有与所述送丝通道连通的螺纹孔;
所述圆筒体与所述螺纹孔连接。
13.在一个具体的可实施方案中,所述第二导丝管接头上设置有与所述螺纹孔连通的卡合孔;所述第二导丝管接头通过所述圆筒体与所述卡合孔的卡合连接固定在所述夹紧装置本体;
14.所述夹紧气缸或夹紧液压缸的活塞杆用于将所述焊丝抵紧在所述第二导丝管接头的内壁。方便对第二导丝管接头进行固定。
15.在一个具体的可实施方案中,所述第二导丝管接头的内部设置有用于与所述活塞杆配合的抵接结构;所述抵接结构与所述卡合孔相对设置。提高焊丝固定的效果。
16.在一个具体的可实施方案中,所述夹紧组件为单作用气缸;所述焊丝夹紧装置还包括与所述单作用气缸的缸体连通的供气管道。
17.在一个具体的可实施方案中,所述第一导丝管接头与所述夹紧装置本体通过螺纹连接。方便拆装第一导丝管接头。
18.第二方面,还提供了一种焊接设备,该焊接设备包括:焊枪枪管、导丝管以及上述任一项所述的焊丝夹紧装置;其中,所述焊枪枪管与所述第一导丝管接头可拆卸的固定连接;所述导丝管与所述第二导丝管接头可拆卸的固定连接。在上述技术方案中,通过采用夹紧装置本体、第一导丝管接头和第二导丝管接头形成送丝通道,并通过夹紧组件将焊丝抵紧固定在送丝通道内,从而实现对焊丝的固定。在进行焊缝进行检查时,可保证焊丝能够承受一定的力,保证检测时的可靠性。
附图说明
19.图1为本技术实施例提供的焊丝夹紧装置的应用场景示意图;
20.图2为本技术实施例提供的焊接设备的结构示意图;
21.图3为本技术实施例提供的焊接设备的分解示意图;
22.图4为本技术实施例提供的焊丝夹紧装置的结构示意图;
23.图5为本技术实施例提供的焊丝夹紧装置的分解示意图;
24.图6为本技术实施例提供的焊丝夹紧装置的剖视图;
25.图7为本技术实施例提供的第一种第二导丝管接头的结构示意图;
26.图8为本技术实施例提供的第一种第二导丝管接头的剖视图;
27.图9为本技术实施例提供的第二种第二导丝管接头的结构示意图;
28.图10为本技术实施例提供的第二种第二导丝管接头的剖视图。
具体实施方式
29.下面通过附图和实施例对本技术进一步详细说明。通过这些说明,本技术的特点和优点将变得更为清楚明确。
30.在这里专用的词“示例性”意为“用作例子、实施例或说明性”。这里作为“示例性”所说明的任何实施例不必解释为优于或好于其它实施例。尽管在附图中示出了实施例的各种方面,但是除非特别指出,不必按比例绘制附图。
31.此外,下面所描述的本技术不同实施方式中涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
32.在本技术的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于本技术工作状态下的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
33.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”应作广义理解。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
34.为方便理解本技术实施例提供的焊丝夹紧装置,首先说明一下焊丝夹紧装置的应用场景。本技术实施例提供的焊丝夹紧装置应用于焊接设备中。如图1所示,图1示出了焊接设备的应用示意图。在对焊缝200进行检查时,需要在焊枪100送丝通路设置焊丝夹紧装置,通过施加在焊丝与工件间形成的电压大小,由专门系统判断出焊缝200偏离参数,从而修正焊接轨迹来确保焊接质量,那么焊丝夹紧装置成为确保传感技术顺利实施不可或缺的关键一环。为此本技术实施例提供了一种焊丝夹紧装置,以改善对焊丝的固定效果,保证对焊缝200检查的准确性。下面结合具体的附图以及实施例对其进行详细的说明。
35.为方便理解,首先参考图2,图2示出了本技术实施例提供的焊接设备的结构示意图,也即焊丝夹紧装置10的应用场景示意图。该焊接设备包括焊枪枪管20、导丝管30以及焊丝夹紧装置10。其中,焊丝夹紧装置10作为导丝管30和焊枪枪管20之间的连接结构,用以将焊枪枪管20和导丝管30之间导通。焊丝可穿过导丝管30、焊丝夹紧装置10以及焊枪枪管20,并在焊枪枪管20远离焊丝夹紧装置10的一端外露,以进行焊接或者探缝。为保证焊丝在进行探缝时保持稳定,本技术实施例提供的焊丝夹紧装置10可对穿过其内部的焊丝进行夹紧固定,从而保证位于焊枪枪管20的焊丝可保证稳定,也即保证了在探缝时的稳定性。
36.一并参考图3,图3示出了本技术实施例提供的焊接设备的分解示意图。焊丝夹紧装置10的主体结构包括夹紧装置本体12、第一导丝管接头14、第二导丝管接头11以及夹紧组件14。其中,第一导丝管接头14和第二导丝管接头11分别与夹紧装置本体12固定连接,并且夹紧装置本体12、第一导丝管接头14和第二导丝管接头11连通形成可穿设焊丝的送丝通道。
37.在与焊枪枪管20和导丝管30连接时,第一导丝管接头14与焊枪枪管20可拆卸的固定连接,第二导丝管接头11与导丝管30可拆卸的固定连接,从而将焊丝夹紧装置10与导丝管30和焊枪枪管20分别连通,也即将送丝通道与导丝管30和焊枪枪管20连通。
38.夹紧组件14作为整个焊丝夹紧装置10的功能部件,该夹紧组件14固定在夹紧装置本体12上,用以实现对送丝通道内的焊丝进行抵紧固定。在具体抵紧固定焊丝时,夹紧组件14可与夹紧装置本体12、或第二导丝管接头11配合。如夹紧组件14将焊丝抵紧在夹紧装置本体12的内壁或者第二导丝管接头11的内壁,从而实现对焊丝的固定。下面结合具体的附图详细说明一下本技术实施例提供的焊丝夹紧装置10。
39.在装配时,焊枪枪管20与第一导丝管接头14可拆卸的固定连接;导丝管30与第二导丝管接头11可拆卸的固定连接。具体的可拆卸连接方式可为卡合或者套接等不同的方式,在此不再详细赘述。
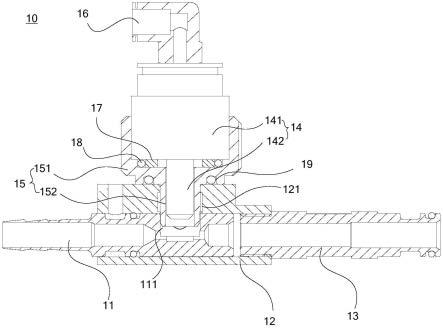
40.一并参考图4、图5和图6,其中,图4示例出了焊丝夹紧装置的结构示意图,图5示出了焊丝夹紧装置的分解示意图,图6示出了焊丝夹紧装置的剖视图。
41.本技术实施例提供的焊丝夹紧装置的主体结构包括夹紧装置本体12、第一导丝管接头13、第二导丝管接头11以及夹紧组件14。下面逐一进行说明。
42.首先说明夹紧装置本体12,该夹紧装置本体12为整个焊丝夹紧装置的主体结构,其作为一个基础结构,用以分别固定第一导丝管接头13、第二导丝管接头11以及夹紧组件14。
43.在与第一导丝管接头13、第二导丝管接头11及夹紧组件14配合时,第一导丝管接头13、第二导丝管接头11和夹紧组件14位于夹紧装置本体12的不同侧,并在固定在夹紧装置本体12时,形成一个t形结构。示例性的,第一导丝管接头13和第二导丝管接头11分列在焊丝夹紧装置的两侧(长度方向),并与夹紧装置本体12形成上述t形结构的水平部分。夹紧组件14与夹紧装置本体12固定连接,并作为上述t形结构的竖直部分。
44.夹紧装置本体12的整体结构为一个管状体,其内部具有贯通的腔体122,该腔体122在夹紧装置本体12长度方向的两端开口,其中的一端开口用以与第一导丝管接头13进行连接,另一端的开口用以与第二导丝管接头11连接。在具体装配时,第一导丝管接头13和第二导丝管接头11可对应插入对应的开口中,并进行固定。在与第一导丝管接头13及第二导丝管接头11连通时,腔体122分别与第一导丝管接头13和第二导丝管接头11连通,且该腔体122组成送丝通道的一部分。
45.为方便与夹紧组件14配合,夹紧装置本体12的侧面设置有一通孔121,该通孔121与腔体122连通,从而在夹紧装置本体12内形成一个t形的通道。在夹紧组件14固定在夹紧装置本体12上时,夹紧组件14的部分结构可穿过通孔121后,插入到腔体122中,并用于对焊丝进行抵紧固定。
46.对于夹紧组件14,在本技术实施例中,可选用不同类型的夹紧组件。示例性的,本技术实施例提供的夹紧组件14可采用夹紧气缸或夹紧液压缸,或者还可采用直线电机等可与夹紧装置本体12或第二导丝管接头11配合将焊丝进行抵紧固定。
47.以夹紧组件14为夹紧气缸或夹紧液压缸为例,夹紧气缸或夹紧液压缸采用倒置的方式固定在夹紧装置本体12。夹紧气缸或夹紧液压缸的缸体141与夹紧装置本体12固定连接,而夹紧气缸或夹紧液压缸的活塞杆142可穿过通孔121进入到夹紧装置本体12的内腔中,与夹紧装置本体12或第二导丝管接头11配合将焊丝进行抵紧固定。
48.作为一个可选的方案,本技术实施例提供的夹紧组件14采用夹紧气缸,该夹紧气缸为单作用气缸。一并参考图3和图4,焊接设备还包括与单作用气缸的缸体141连通的供气管道40。具体的,夹紧气缸背离夹紧装置本体12的一侧设置了进气管接头16。该供气管道40通过进气管接头16与夹紧气缸的缸体141连通。在具体使用时,通过供气管道40给夹紧气缸供气,驱动活塞杆142穿过通孔121进入到夹紧装置本体12的内腔中,与夹紧装置本体12或第二导丝管接头11配合将焊丝进行抵紧固定。
49.在夹紧组件14与夹紧装置本体12固定连接时,通过转接法兰15进行连接。示例性的,夹紧组件14通过转接法兰15与夹紧装置本体12固定连接。转接法兰的15一端与夹紧装置本体12可拆卸的固定连接,转接法兰15的另一端与夹紧组件14可拆卸的固定连接。并且夹紧组件14可穿过转接法兰15进入到夹紧装置本体12内。
50.作为一个可选的方法,本技术实施例提供的转接法兰15包括圆筒体152以及与圆筒体152连接的螺母结构151。其中,圆筒体152作为与夹紧装置本体12连接的结构,螺母结
构151作为与夹紧组件14连接的结构。在具体设置时,圆筒体152的直径小于螺母结构151的直径,且两者共轴线设置。
51.在圆筒体152与夹紧装置本体12连接时,采用螺纹连接。具体的,圆筒体152的外侧壁设置有外螺纹,夹紧装置本体12的通孔121设置内螺纹。此时,该通孔121为一螺纹孔,该螺纹孔与送丝通道连通,且通过圆筒体152与螺纹孔连接(外螺纹与内螺纹的配合)将圆筒体152与夹紧装置本体12固定连接。
52.在螺母结构151与夹紧气缸或夹紧液压缸连接时,也采用螺纹连接。具体的,螺母结构151具有容纳缸体141的空腔,该空腔的内侧壁上设置有内螺纹;夹紧气缸或夹紧液压缸的缸体141上设置有外螺纹。通过内螺纹与外螺纹的配合将缸体141固定在螺母结构151。
53.应理解,上述螺母结构151与圆筒体152连通,且在圆筒体152插入到夹紧装置本体12内时,圆筒体152与夹紧装置本体12的腔体122连通,以使得夹紧气缸或夹紧液压缸的活塞杆142可穿过圆筒体152插入到送丝通道。
54.在具体设置上述转接法兰15时,为保证其与夹紧装置本体12以及夹紧组件14之间的密封性,在其连接端分别设置了对应的密封结构。示例性的,夹紧装置本体12与转接法兰15连接的表面设置为平面。螺母结构151的端面与夹紧装置本体12之间通过密封圈密封连接;为方便描述将该密封圈定义为第一密封圈19。螺母结构151朝向夹紧装置本体12的一面设置有凹槽,该凹槽位于圆筒体152的外侧,且环绕圆筒体152设置。第一密封圈19嵌套在该凹槽中。在圆筒体152螺旋入通孔121内时,第一密封圈19被螺母结构151及夹紧装置本体12夹持并密封转接法兰15及夹紧装置本体12之间的间隙。
55.螺母结构151的内端面通过密封圈与夹紧气缸或夹紧液压缸的缸体141密封连接。为方面描述,该密封圈命名为第二密封圈17。在装配时,第二密封圈17位于缸体141的端面与螺母结构151的内端面之间,在缸体141旋入到螺母结构151内时,第二密封圈17被缸体141及螺母结构151抵压,并密封两者之间的间隙。
56.作为一个可选的方案,为避免第二密封圈17被挤压变形严重导致出现失效。本技术实施例提供的焊丝夹紧装置还设置了一个垫圈18,该垫圈18与第二密封圈17嵌套设置,且垫圈18的厚度小于第二密封圈17的厚度。在装配时,垫圈18分别被缸体141的端面及螺母结构151的内端面抵紧。从而通过垫圈18的厚度限定第二密封圈17的形变量,避免第二密封圈17失效。
57.通过上述描述可看出,通过采用夹紧装置本体12、第一导丝管接头13和第二导丝管接头11形成送丝通道,并通过夹紧组件14将焊丝抵紧固定在送丝通道内,从而实现对焊丝的固定。在进行焊缝进行检查时,可保证焊丝能够承受一定的力,保证检测时的可靠性。
58.继续参考图6,第一导丝管接头13和第二导丝管接头11在与夹紧装置本体12连接时,可采用不同的方式,即可采用可拆卸的固定连接方式,也可采用非可拆卸的方式固定连接。示例性的,第一导丝管接头13与夹紧装置本体12通过螺纹连接;第二导丝管接头11也与夹紧装置本体12通过螺纹连接;或者,第一导丝管接头13及第二导丝管接头11分别通过卡合的方式与夹紧装置本体12连接;或者,第一导丝管接头13及第二导丝管接头11分别与夹紧装置本体12之间通过焊接、粘接等不同方式连接;或者,第一导丝管接头13和第二导丝管接头11与夹紧装置本体12为一体结构。具体的,在制备焊丝夹紧装置时,第一导丝管接头13、第二导丝管接头11及夹紧装置本体12一体制备而成。
59.当然,应理解,上述示例出的第一导丝管接头13和第二导丝管接头11采用相同的方式与夹紧装置本体12连接。应理解,在本技术实施例中,第一导丝管接头13和第二导丝管接头11还可采用不同的连接方式与夹紧装置本体12进行固定。示例性的,第一导丝管接头13与夹紧装置本体12通过螺纹连接,第二导丝管接头11与夹紧装置本体12通过卡合的方式固定连接。下面详细说明一下第二导丝管接头11与夹紧装置本体12之间具体的卡合方式。
60.一并参考图5和图6,第二导丝管接头11具有贯穿其内部的腔体122,另外,第二导丝管接头11上设置有与螺纹孔连通的卡合孔111,该卡合孔111与第二导丝管接头11的腔体122也连通。
61.在装配时,第二导丝管接头11插入到夹紧装置本体12的腔体122内,且在第二导丝管接头11装配到位时,卡合孔111与夹紧装置本体12上的通孔121连通。转接法兰15的圆筒体152部分插入到该卡合孔111内,第二导丝管接头11通过圆筒体152与卡合孔111的卡合连接固定在夹紧装置本体12。在夹紧组件对焊丝进行夹紧时,夹紧气缸或夹紧液压缸的活塞杆142用于将焊丝抵紧在第二导丝管接头11的内壁。在采用上述方式固定时,方便第二导丝管接头11与夹紧装置本体12进行固定。且利用转接法兰15作为卡合结构,第二导丝管接头11与夹紧装置本体12之间无需额外再设置连接结构。降低了整个设备的部件个数,也方便了整个设备的装配。
62.由上述描述可看出,在对焊丝进行固定时,通过活塞杆142抵紧在第二导丝管接头11的内壁上进行固定。为提高对焊丝的固定效果。第二导丝管接头11内可设置与活塞杆142配合的抵紧结构。示例性的,第二导丝管接头11的内部设置有用于与活塞杆142配合的抵接结构;抵接结构与卡合孔111相对设置。
63.在第二导丝管接头11与夹紧装置本体12连接时,第二导丝管接头11与夹紧装置本体12之间可通过密封圈进行密封。同理,第一导丝管接头13与夹紧装置本体12之间也可采用密封圈进行密封。
64.参考图7和图8,图7示例出了第一种第二导丝管接头的结构示意图,图8示出了第一种第二导丝管接头11的剖视图。
65.该抵紧结构为设置在第二导丝管接头11内壁上的凸起结构112,该凸起结构112的个数为多个,且多个凸起结构112之间间隔排列,从而形成锯齿状凸起结构112。作为一个可选的方案,每个凸起结构112的形状为三角形,从而可通过三角形凸起结构112的尖角与活塞杆抵紧提高对焊丝的固定效果。
66.参考图9和图10,图9示例出了第二种第二导丝管接头的结构示意图,图10示出了第二种第二导丝管接头的剖视图。
67.该抵紧结构为设置在第二导丝管接头11内壁上的凹槽113,该凹槽113的个数为一个,且凹槽113的形状与活塞杆的端部形状匹配,且凹槽113的尺寸大于活塞杆的端部尺寸,从而使得活塞杆可将焊丝压入到凹槽113中。并通过凹槽113的侧壁的边沿与活塞杆配合将焊丝固定,提高对焊丝固定的效果。
68.本技术实施例还提供了一种焊接设备,该焊接设备可参考图2和图3中所示的结构。该焊接设备包括焊枪枪管、导丝管以及焊丝夹紧装置。其中,焊丝夹紧装置作为导丝管和焊枪枪管之间的连接结构,用以将焊枪枪管和导丝管之间导通,焊丝可穿过导丝管、焊丝夹紧装置以及焊枪枪管,并在焊枪枪管远离焊丝夹紧装置的一端外露,以进行焊接或者探
缝。为保证焊丝在进行探缝时保持稳定,本技术实施例提供的焊丝夹紧装置可对穿过其内部的焊丝进行夹紧固定,从而保证位于焊枪枪管的焊丝可保证稳定,也即保证了在探缝时的稳定性。
69.通过上述描述可看出,通过采用夹紧装置本体、第一导丝管接头和第二导丝管接头形成送丝通道,并通过夹紧组件将焊丝抵紧固定在送丝通道内,从而实现对焊丝的固定。在进行焊缝进行检查时,可保证焊丝能够承受一定的力,保证检测时的可靠性。
70.以上结合了优选的实施方式对本技术进行了说明,不过这些实施方式仅是范例性的,仅起到说明性的作用。在此基础上,可以对本技术进行多种替换和改进,这些均落入本技术的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1