可实现高精度、高扭矩的可换头刀具的连接机构的制作方法
1.本实用新型涉及可换头刀具领域,具体涉及可实现高精度、高扭矩的可换头刀具的连接机构。
背景技术:
2.刀具按照不同的用途可以分为钻头、铣刀、扩刀、铰刀、镗刀等,各种刀具的用途不一样,如钻头用于打孔,铣刀用于开槽,扩刀用于扩孔并且给铰孔留下一定的余量,铰刀用于对孔的表面进行精加工。传统的刀具当可以实现高精度重复定位的时候(高精度重复定位的意思是刀头每次磨损更换之后重新安装上去的刀头与刀杆的端面要紧密贴合(在轴向和径向上的高精度一致性)),就会存在扭矩传递强度不够的缺陷,因为传统可换头刀具基本都是靠钢珠、锥孔等方式来实现刀头和刀杆的重复定位连接,而锥孔、钢珠只能起到高精度定位的作用,并不能使刀杆给刀头带来强大的扭矩传递,所以都需要依靠用螺钉来连接刀头和刀杆,扭矩传递就全靠螺钉传递,但这种扭矩传递的强度不够大,当加工余量很大的时候,螺钉提供的扭矩强度不够,容易发生损坏。其余的传统可换头刀具当扭矩传递强度足够大的时候,定位精度又会远远不够,所以很难实现高精度重复定位和强大的扭矩传递力量两者兼顾。另外就是传统加工中市场上还没有专业化的可换头扩刀(市场上都是不可换头的扩刀),所以传统扩孔工序都是依靠整体合金刀具,焊接刀具,扩孔钻,或者镗刀等来实现的。
技术实现要素:
3.鉴于现有技术中的上述缺陷或不足,期望提供可实现高精度、高扭矩的可换头刀具的连接机构。
4.根据本技术实施例提供的技术方案,可实现高精度、高扭矩的可换头刀具的连接机构,包括刀头和刀杆,所述刀头和刀杆之间通过螺丝固定,
5.所述刀杆的上表面设有一刀头安装座,
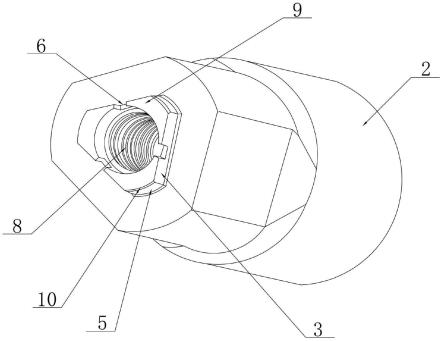
6.所述刀头安装座外侧设有三面相隔的垂直面,相邻的两个所述垂直面之间为一弧形面,所述弧形面的上方为一弧形锥面,在每个所述垂直面的中部开有一个槽,所述槽的底边距离刀杆上表面0.5mm-2mm;
7.所述刀头内侧设有与垂直面和弧形面相适应的刀头垂直面和刀头弧形锥面,所述刀头弧形锥面的倾斜角度为3度到45度;
8.所述弧形锥面的高度为0.2mm-1.5mm;
9.所述刀头安装座的高度为1mm-8mm;
10.所述刀头中的刀头垂直面和刀头弧形锥面构成安装槽。
11.本方案中,进一步的,所述三面垂直面中,三面的长度等长。
12.本方案中,进一步的,所述三面所述弧形面中,其中两面的弧面长度与另一面的弧面长度不等长。
13.本方案中,进一步的,所述刀杆设有螺纹孔,螺纹孔与螺丝相适应。
14.综上所述,本技术相对于传统可换头刀具的有益效果:
15.1.本方案重复定位精度完全优于市场上90%的可换头刀具;
16.2.强大的扭矩传递力量和高精度重复定位以及刀头生产成本低、刀头安装槽不需要打磨(可以直接模压完成)、刀杆使用寿命长;
17.3.刚性强,基本很难对截面造成损坏,可以用于很多大余量的扩孔加工需求。
18.4.本技术即可用于扩刀领域,也可用于铰刀、铣刀等可换头刀具加工领域。
19.5、本技术开创了一种可换头扩刀(市场上的扩刀都是不可换头的),那么可换头扩刀相对现有的不可换头扩刀具有以下优势:
20.(1)节省大量加工操作和刀具管理费用;
21.(2)减少刀体使用的硬质合金材料;
22.(3)更长的刀具寿命和孔加工的可预测性;
23.(4)更优刀具综合库存管理;
24.(5)消除了对扩孔刀进行重磨、返回和所需备份刀具的流动性;
25.(6)装刀时间大幅缩短,因为是在机床和刀柄上更换刀头,无需预调、补偿和对刀。
26.(7)对于深孔加工成本更低。
27.(8)不再需要定制尺寸,采购成本和周期都大大的降低。
附图说明
28.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
29.图1为本实用新型中刀杆的结构示意图;
30.图2为本实用新型中刀头的结构示意图;
31.图3为本实用新型中刀头与刀杆安装后的结构示意。
32.图中标号:刀头-1;刀杆-2;垂直面-3;螺丝-4;弧形面-5;槽-6;安装槽-7;螺纹孔-8;刀头安装座-9,弧形锥面-10,刀头垂直面-11,刀头弧形锥面-12
具体实施方式
33.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与实用新型相关的部分。
34.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
35.如图1、图2和图3所示,一种可实现高精度、高扭矩的可换头刀具的连接机构,在刀头1上设有安装槽7,安装槽7的边缘是刀头垂直面11和刀头弧形锥面12。
36.安装方式:将刀头1按照适应安装座9的的方向安装在刀杆2上,再用一颗螺丝4穿过刀头1的安装槽以及刀杆2的螺纹孔8来实现两者的连接,当螺丝4不断拧紧的时候,刀头1安装槽7的3个弧形锥面12会和刀杆2上的安装座9的外侧的3个弧形锥面10发生锥面接触,并且随着螺丝4的拧紧,安装槽7和安装座9上的3个弧形锥面会因为相互挤压而发生微量变
形,为了让弧形锥面的变形量更大(变形量越大则定位精度就越高),会在安装座9的3个垂直面3中间段开3个槽6,这3个槽6的目的是当刀杆2上的3个弧形锥面10受到刀头上3个弧形锥面12挤压的时候安装座9可以更加容易发生受力变形,从而实现高精度重复定位的功能。这里所说的变形是指弹性变形(并非塑性变形),也就是当刀头取下之后,弧形锥面10还是会弹回最初状态,这样才能实现下次安装刀头1时的高精度重复定位需求。再往下的弧形面5就是属于没有锥度(锥度是指锥面的倾斜角度)的弧形面了,经过试验,这种没有锥度的弧形面5基本是很难发生变形的,所以当整个刀头1都压到安装座9上去的时候,刀具就算安装完成了,本技术之所以只留了0.2mm-1.5mm的可变形弧形锥面10出来,原因是刀头1和刀杆2的变形面接触越少,那么定位精度就越高。
37.3个槽6不能开到垂直面3的底部,所述槽6的底边距离刀杆2上表面0.5mm-2mm,如果槽6的底边开到底就会影响安装座9的刚性,从而降低扭矩的传递力量,所以槽6的下面必须留一定的高度不开槽,这样就不会影响安装座9底部的钢性和扭矩传递。当螺丝4拧紧之后,槽6的螺帽是压在刀头1安装槽7的突出横截面上的,这样就实现了刀头1和刀杆2的紧密连接。
38.本连接方式可以将刀头1和刀杆2的重复定位精度控制在1.5丝以内,最关键的是在这种精度的情况下还可以带来很大的扭矩传递力量,这是传统扩刀、铰刀、铣刀等可换头刀具都不具备的优势,另外本技术还有一个很大的好处就是成本相对于传统刀具更具有优势,因为传统的可换刀头1为了和刀杆2实现高精度重复定位功能,就必须在刀头1中空内部磨出精度很高的带锥面的内圆,这种打磨是很费时费力的,需要很高的成本,而现在这个刀头中空的安装槽7不需要打磨,直接可以模压完成,加工成本很低,开模也很容易,所以本刀头1制作成本相对于传统刀头1需要高精度的打磨成本节约了很多。
39.在本方案中,为了实现刀头1只能采用一个方向定向安装在刀杆2上,采用的方法是让3个垂直面3等长,3个弧形面5的弧面长度不等长,这样就既能使得刀头1只能以相适应的方式套入刀杆安装,又能保证3个垂直面的扭矩传递力度达到最均匀(因为3个垂直面等长),因此,刀头1与刀杆2只能唯一方向安装,制造过程与使用过程都是唯一方向安装,从而进一步提高了重复定位精度。
40.在本方案中,刀头1上的刀头弧形锥面12锥度为3度到45度;之所以说选择这个3度到45度的夹角,是因为当夹角低于3
°
的的时候,刀头容易自锁在刀杆2的安装座9上,不容易将刀头1取下,而且角度越小对刀头1的安装槽7的直径精度要求也越高就需要对内孔进行精加工,成本就会加大;当角度大于45度的时候,定心效果就会越差,安装座9变形量也会越大,当变形量太大的时候这种变形就会变成塑性变形了,那就失去了本技术要求的重复定位精度高的初衷了,所以取值3度到45度比较适宜。
41.弧形面的意思就是圆柱体的一部分外圆面,弧形锥面的意思是圆锥体的一部分外圆面。之所以选择用弧形锥面来定位连接,是因为弧形锥面容易受力变形、可以实现高精度定位连接。
42.本方案实现的3个功能点主要是高精度重复定位、强大的扭矩力量、定向。
43.高精度重复定位主要是依靠螺丝4拧紧时刀头1和刀杆2上的弧形锥面相互挤压受力产生微量的弹性变形来实现;因为必须保证每次更换刀头之后刀头1和刀杆2的端面要紧密贴合(轴向和径向上的一致性)。
44.扭矩传递的意思是刀杆2旋转的时候能够提供给刀头1足够的带动力量,这个就是依靠刀头1和刀杆2上的3个垂直面来实现传递的,垂直面里面这个垂直的意思是指垂直面是垂直于刀杆或者刀头的横截面的意思,垂直面可以传递最强大的扭矩。
45.定向的意思是刀头1只能朝向某一个固定方向才能安装到刀杆2安装座上,这就依靠3个垂直面的长度等长和3个弧形面的弧面长度不等长来实现了,目的也是为了进一步提高刀头和刀杆之间的重复定位精度。
46.可换头扩刀与现有扩刀的优势对比如下表:
[0047][0048]
以上描述仅为本技术的较佳实施例以及对所运用技术原理等方案的说明。同时,本技术中所涉及的实用新型范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述实用新型构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1