一种发条自动加工装置的制作方法
1.本实用新型涉及发条技术领域,具体是涉及一种发条自动加工装置。
背景技术:
2.正如人们所知的,许多玩具采用一种回力波箱(又称动力齿轮箱或牙箱)作为驱动装置,其大致操作原理是通过配合在转轴上的轮子之类的构件与作用面摩擦倒后,将转动力矩通过齿轮啮合传递给回力波箱中相连的发条,令到发条上链收紧以储存动力,而后当收紧的发条松开时,其储存的动力又通过齿轮系列啮合传回给转轴,带动结合有该种驱动装置的玩具或机构的转动部件旋转,使玩具之类的机构受到驱动达到行驶或旋转的目的。
3.其中,传统的玩具回力波箱的发条是采用多台设备制造的,这种生产方式存在自动化程度和组装效率低、产品质量不稳定和产品合格率低等缺点。
4.因此,需要对现有技术进行改进。
技术实现要素:
5.针对以上现有技术所存在的问题,本实用新型的目的是提供一种发条自动加工装置,其可以独立地完成发条的制造加工,大大地提高了生产效率,改善了产品质量,同时,其还具有自动化程度高、性能稳定和产品合格率高等优点。
6.为了实现上述目的,本实用新型的技术方案是:
7.一种发条自动加工装置,包括由前往后依次设置在一机架上的退火机构、送料机构、折弯机构、卷料机构、整形机构和成型机构;还包括有用于夹取发条的机械手以及位于所述送料机构一侧的且用于切断发条的切断机构。
8.对于以上技术方案的附加结构,还包括以下方案:
9.所述送料机构包括有送料气缸、送料定位座、送料导向条、送料压头气缸、送料压头和送料压板;所述送料气缸固定在所述机架上,且所述送料气缸的输出端与可前后滑动的所述送料定位座传动连接;所述送料导向条连接在所述送料定位座的后端;在所述送料导向条的底部设置有一前后贯穿的且用于穿入发条的送料条形孔;所述送料压头气缸与所述送料压板左右相对地固定在所述送料定位座上,且所述送料压头气缸与所述送料压板均位于所述送料导向条的前方;所述送料压头安装在所述送料压头气缸的输出端上;在所述卷料机构的后方还设置有一与所述送料导向条对应的夹料组件;所述夹料组件包括有夹料手指气缸和分别设置在所述夹料手指气缸的输出端上的两块夹料块。
10.还包括有分别与所述送料机构、所述折弯机构和所述卷料机构配合的升降导向组件;所述送料气缸动作时可通过所述升降导向组件同步带动所述折弯机构和所述卷料机构升降。
11.所述折弯机构位于所述切断机构后方;所述折弯机构包括有折弯气缸、折弯滑轴和两根折弯顶针;所述折弯滑轴可上下移动地穿设在所述机架上;两根所述折弯顶针间隔地设置在所述折弯滑轴的顶面上;所述折弯气缸连接所述折弯滑轴的下端且用于驱动所述
折弯滑轴转动;所述送料气缸通过所述升降导向组件与所述折弯滑轴传动连接,以使所述送料气缸的输出端动作时,可同步带动所述折弯滑轴上下升降。
12.所述折弯机构还包括有位于所述折弯滑轴一侧的折弯护发条组件;所述折弯护发条组件包括有折弯护发条气缸和折弯压板;所述折弯护发条气缸左右延伸地固定在所述机架上,且所述折弯压板安装在所述折弯护发条气缸的输出端上;所述折弯压板可用于盖设在两条所述折弯顶针上而护住发条。
13.所述卷料机构位于所述折弯机构的后方;所述卷料机构包括有卷料电机、卷料顶柱和卷料卡套;所述卷料卡套套设在所述卷料顶柱的外侧且与所述卷料顶柱同轴卡接,卷料电机与所述卷料顶柱的下端连接;在所述卷料卡套顶端的侧壁上对称地开设有用于穿过发条的竖向卷料缺口;在所述卷料顶柱的顶端也设有用于穿过发条的轴向缺口;所述卷料卡套与所述卷料顶柱分别可上下移动地穿设在所述机架上;所述送料气缸通过所述升降导向组件与所述卷料卡套传动连接,以使所述送料气缸的输出端动作时,也可同步带动所述卷料卡套和所述卷料顶柱同步上下升降。
14.所述卷料机构还包括有位于所述卷料卡套一侧的卷料护发条组件;所述卷料护发条组件包括有卷料护发条气缸和卷料压板;所述卷料护发条气缸左右延伸地固定在所述机架上,且所述卷料压板安装在所述卷料护发条气缸的输出端上;所述卷料压板可用于盖设在所述卷料卡套和所述卷料顶柱上而护住发条。
15.所述升降导向组件包括有升降导向座、折弯导向滚轴、折弯导向卡块、卷料导向滚轴和卷料导向卡块;所述升降导向座可前后移动地安装在所述机架上且与所述送料气缸的输出端传动连接;在所述升降导向座的中间设置有前低后高的导向条形孔;所述折弯导向滚轴和所述卷料导向滚轴分别可滑动地安装在所述导向条形孔中;所述折弯导向卡块和所述卷料导向卡块分别与所述折弯导向滚轴和所述卷料导向滚轴连接,且所述折弯导向卡块和所述卷料导向卡块分别卡接在所述折弯滑轴和所述卷料卡套上。
16.所述整形机构包括有由前往后依次设置的压料组件、拉料组件和整形定位柱;所述压料组件包括有整形底座、整形压料气缸、整形压块、整形固定块和整形顶针;所述整形底座固定在所述机架上;所述整形压料气缸与所述整形固定块左右相对地安装在所述整形底座上,且所述整形压块安装在所述整形压料气缸的输出端上;所述整形顶针安装在所述整形底座上且位于所述整形压块与所述整形固定块之间;所述拉料组件包括有拉料手指气缸、分别安装在所述拉料手指气缸的输出端上的两块拉料块以及用于驱动所述拉料手指气缸前后移动的拉料驱动装置;所述整形定位柱位于所述拉料组件的后方且在所述整形定位柱的顶部设置有定位卡槽。
17.所述成型机构包括有成型电机、成型顶柱、成型卡套、成型限位座和成型护发条组件;所述成型顶柱可转动地安装在所述机架上;所述成型卡套与所述成型顶柱同轴地套设在所述成型顶柱外侧且与所述机架连接;所述成型顶柱的上端与所述成型卡套之间留有间隙;所述成型电机的输出端与所述成型顶柱的下端连接;在所述成型卡套顶端的侧壁上设置有一竖向成型缺口;所述成型限位座位于所述成型卡套的前方,且在所述成型限位座的顶面上设置有沿前后方向延伸的并与所述竖向成型缺口对应的限位槽;所述成型护发条组件包括有成型护发条气缸和成型压板;所述成型护发条气缸左右延伸地固定在所述机架上,且所述成型压板安装在所述成型护发条气缸的输出端上;所述成型压板可用于盖设在
所述成型顶柱和所述成型卡套上而护住发条。
18.本实用新型的有益效果为:
19.本实用新型结构简单合理,通过设置退火机构、送料机构、切断机构、折弯机构、卷料机构、整形机构、成型机构和机械手等机构而直接组成具有一整套流程的加工装置,使得直接输送发条原材料即可顺序地完成发条的退火、送料、切断、折弯、卷料、整形和成型等工序,且通过送料机构和机械手可以使各个机构之间紧密地联动,从而能够大大地提高生产效率,改善产品质量。同时,本实用新型还具有自动化程度高、性能稳定和产品合格率高等优点。
附图说明
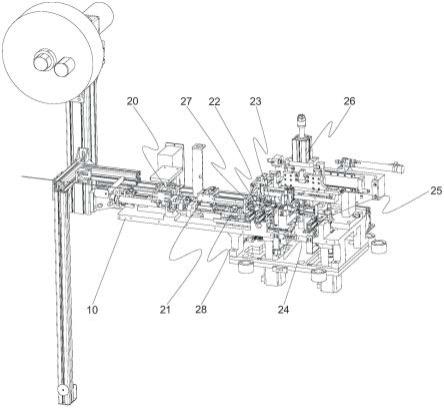
20.图1是本实用新型的整体结构示意图;
21.图2是本实用新型的局部结构示意图一;
22.图3是图2中的a处放大图;
23.图4是本实用新型的局部结构示意图二;
24.图5是本实用新型的送料气缸与升降导向组件的结构示意图一;
25.图6是本实用新型的送料气缸与升降导向组件的结构示意图二;
26.图7是本实用新型的整形机构和成型机构的结构示意图。
27.附图标记:
28.10、机架;
29.20、退火机构;
30.21、送料机构;211、送料气缸;212、送料定位座;213、送料导向条;214、送料压头气缸;215、送料压头;216、送料压板;
31.22、折弯机构;221、折弯气缸;222、折弯滑轴;223、折弯顶针;224、折弯护发条气缸;225、折弯压板;
32.23、卷料机构;231、卷料电机;232、卷料顶柱;233、卷料卡套;234、竖向卷料缺口;235、轴向缺口;236、卷料护发条气缸;237、卷料压板;238、夹料手指气缸;239、夹料块;
33.24、整形机构;241、整形底座;242、整形压料气缸;243、整形压块;244、整形固定块;245、整形顶针;246、拉料手指气缸;247、拉料块;248、整形定位柱;249、定位卡槽;
34.25、成型机构;251、成型电机;252、成型顶柱;253、成型卡套;254、成型限位座;255、竖向成型缺口;256、限位槽;257、成型护发条气缸;258、成型压板;
35.26、机械手;
36.27、切断机构;
37.28、升降导向组件;281、升降导向座;282、折弯导向滚轴;283、折弯导向卡块;284、卷料导向滚轴;285、卷料导向卡块;286、导向条形孔。
具体实施方式
38.下面结合附图和具体实施例对实用新型做进一步阐述,下述说明仅是示例性的,不限定实用新型的保护范围。
39.如图1-图7所示,一种发条自动加工装置,包括有由前往后依次设置在一机架10上
的退火机构20、送料机构21、折弯机构22、卷料机构23、整形机构24和成型机构25;还包括有用于夹取发条的机械手26以及位于送料机构21一侧的且用于切断发条的切断机构27。
40.如图2所示,送料机构21包括有送料气缸211、送料定位座212、送料导向条213、送料压头气缸214、送料压头215和送料压板216;送料气缸211固定在机架10上,且送料气缸211的输出端与可前后滑动的送料定位座212传动连接;送料导向条213连接在送料定位座212的后端;在送料导向条213的底部设置有一前后贯穿的且用于穿入发条的送料条形孔(图中未示);送料压头气缸214与送料压板216左右相对固定在送料定位座212上,且送料压头气缸214与送料压板216均位于送料导向条213的前方;送料压头215安装在送料压头气缸214的输出端上;在卷料机构23的后方还设置有一与送料导向条213对应的夹料组件;该夹料组件包括有夹料手指气缸238和分别设置在夹料手指气缸238的输出端上的两块夹料块239。在送料气缸211的输出端伸出与收缩时,可同步带动送料定位座212前后移动,同步带动送料导向条213、送料压头气缸214和送料压板216等前后移动;夹料组件可用于夹住发条,以便送料导向条213复位和切断机构27对发条切断。
41.如图2、图5和图6所示,还包括有分别与送料机构21、折弯机构22和卷料机构23配合的升降导向组件28;送料机构21动作时可通过升降导向组件28同步带动折弯机构22和卷料机构23升降,以避免送料导向条213在向后过程中撞中折弯机构22和卷料机构23而导致设备损坏。
42.如图3和图4所示,折弯机构22位于切断机构27的后方;折弯机构22包括有折弯气缸221、折弯滑轴222和两根折弯顶针223;折弯滑轴222可上下移动地穿设在机架10上;两根折弯顶针223间隔地设置在折弯滑轴222的顶面上,从而能够用于传入发条;折弯气缸221连接折弯滑轴222的下端且用于驱动折弯滑轴222转动;送料气缸211通过升降导向组件28与折弯滑轴222传动连接,以使送料气缸211的输出端动作时,可同步带动折弯滑轴222上下升降。具体地说,当送料气缸211的输出端向后伸出时,折弯滑轴222下降,当送料气缸211的输出端收缩时,折弯滑轴222上升,当然,折弯气缸221可跟随同步动作。在本实施例中,折弯气缸221通过一齿条组件而与折弯滑轴222传动连接,以便驱动折弯滑轴222转动。
43.如图3和图4所示,折弯机构22还包括有位于折弯滑轴222一侧的折弯护发条组件;该折弯护发条组件包括有折弯护发条气缸224和折弯压板226;折弯护发条气缸224左右延伸地固定在机架10上,且折弯压板225安装在折弯护发条气缸224的输出端上;折弯压板225可用于盖设在两条折弯顶针223上而护住发条。
44.如图3和图4所示,卷料机构23位于折弯机构22的后方;卷料机构23包括有卷料电机231、卷料顶柱232和卷料卡套233;卷料卡套233套设在卷料顶柱232的外侧且与卷料顶柱232同轴卡接,卷料电机231与卷料顶针232的下端连接;在卷料卡套233顶端的侧壁上对称地开设有用于穿过发条的竖向卷料缺口234;在卷料顶针232的顶端也设有用于穿过发条的轴向缺口235;卷料卡套233与卷料顶柱232分别可上下移动地插设在机架10上;送料气缸211通过升降导向组件28与卷料卡套233传动连接,以使送料气缸211的输出端动作时,也可同步带动卷料卡套233和卷料顶柱232同步上下升降。具体地说,当送料气缸211的输出端向后伸出时,卷料卡套233下降,当送料气缸211的输出端收缩时,卷料卡套233上升。对于卷料卡套233与卷料顶柱232的卡接方法,其中一种方式是在卷料卡套233的内壁上设置有环形卡槽,而在卷料顶柱232的对应位置设置一卡入到该环形卡槽的环形卡块,从而使得卷料卡
套233在上下移动时可同步带动卷料顶柱232移动,而卷料顶柱232转动时又不会影响到卷料卡套233。
45.如图3和图4所示,卷料机构23还包括有位于卷料卡套233一侧的卷料护发条组件;卷料护发条组件包括有卷料护发条气缸236和卷料压板237;卷料护发条气缸236左右延伸地固定在机架10上,且卷料压板237安装在卷料护发条236的输出端上;卷料压板237可用于盖设在卷料卡套233和卷料顶柱232上而护住发条。
46.如图5和图6所示,升降导向组件28包括有升降导向座281、折弯导向滚轴282、折弯导向卡块283、卷料导向滚轴284和卷料导向卡块285;升降导向座281可前后移动地安装在机架10上且与送料气缸211的输出端传动连接;在升降导向座281的中间设置有前低后高的导向条形孔286,亦即导向条形孔286呈“z”形;折弯导向滚轴282和卷料导向滚轴284分别可滑动地安装在导向条形孔286中;折弯导向卡块283和卷料导向卡块285分别与折弯导向滚轴282和卷料导向滚轴284连接,且折弯导向卡块283和卷料导向卡块285分别卡接在折弯滑轴223和卷料卡套233上。
47.如图1和图7所示,整形机构24包括有由前往后依次设置的压料组件、拉料组件和整形定位柱248;压料组件包括有整形底座241、整形压料气缸242、整形压块243、整形固定块244和整形顶针245;整形底座241固定在机架10上;整形压料气缸242与整形固定块244左右相对地安装在整形底座241上,且整形压块243安装在整形压料气缸242的输出端上;整形顶针245安装在整形底座241上且位于整形压块243与整形固定块244之间;拉料组件包括有拉料手指气缸246、分别安装在拉料手指气缸246的输出端上的两块拉料块247以及用于驱动拉料手指气缸246前后移动的拉料驱动装置(图中未示),具体地说,该拉料驱动装置可以为气缸或者电机组件;整形定位柱248位于拉料组件的后方且在整形定位柱248的顶部设置有定位卡槽249。在本实施例中,整形顶针245呈圆柱体状,但本领域的技术人员应当知道,整形顶针245还可以是长方体等形状的,以满足不同客户的需要。
48.如图1和图7所示,成型机构25包括有成型电机251、成型顶柱252、成型卡套253、成型限位座254和成型护发条组件;成型顶柱252可转动地安装在机架10上;成型卡套253与成型顶柱252同轴地套设在成型卡套253外侧且与机架10连接;成型顶柱252的上端与成型卡套253之间留有间隙;成型电机251的输出端与成型顶柱252的下端连接;在成型卡套253顶端的侧壁上设置有一竖向成型缺口255,当然,为了卡住发条,也可以在成型顶柱252的顶部也设置一轴向缺口;成型限位座254位于成型卡套253的前方,且在成型限位座253的顶面上设置有沿前后方向延伸的并与竖向成型缺口255对应的限位槽256;成型护发条组件包括有成型护发条气缸257和成型压板258;成型护发条气缸257左右延伸地固定在机架10上,且成型压板258安装在成型护发条气缸257的输出端上;成型压板248可用于盖设在成型顶柱252和成型卡套253上而护住发条。
49.由于退火机构20、切断机构27和机械手26均为现有技术,这里不再具体赘述其结构和原理。退火机构主要用于对发条进行直接加热,使得加热后的发条更有韧性,容易折弯;切断机构27主要用于将发条切断;机械手26主要用于抓取并移动发条进行下一工序。
50.下面介绍本实用新型的具体使用原料,以便了解本实用新型:
51.(1)、送料及退火步骤:首先,在最前方的发条卷盘上放出发条原料,且发条原料穿过退火机构20后穿入到送料导向条213内部;接着,发条经退火机构加热;加热完成后,送料
压头气缸214驱动送料压头215将发条压在送料压板216上;然后送料气缸211的输出端向后伸展,带动送料导向条213穿过切断机构27,同时,送料气缸211动作时,同步带动升降导向座281向后移动,并使得折弯导向滚轴282和卷料导向滚轴284相对于升降导向座281由导向条形孔286的后端移动至前端,从而使得折弯机构22和卷料机构23均向下移动若干距离,以便为送料导向条213让位,防止送料导向条213撞中折弯机构22和卷料机构23,送料导向条213移动到位后,发条的端部被夹料手指气缸238驱动的两块夹料块239夹住,同时,这段发条的中部和后端也刚好卡好在两根折弯顶针223之间及轴向缺口235和两个竖向卷料缺口234上;然后,送料压头气缸214驱动送料压头215松开发条,且送料气缸211复位,同步带动送料导向条213向前移动,而折弯导向滚轴282和卷料导向滚轴284由导向条形孔286的前端移动至后端,使得送料折弯机构22和卷料机构23上升。
52.(2)、切断步骤:在送料气缸211复位后,切断机构27动作,并利用切刀将已脱离送料导向条213的发条切断,这时被切断的发条的前端向前延伸出两根折弯顶针223。
53.(3)、折弯与卷料步骤:首先,夹料手指气缸238驱动两块夹料块239松开发条;接着,折弯护发条气缸224驱动折弯压板225以及卷料护发条气缸236驱动卷料压板237往发条方向移动,并最终分别盖设在发条上,防止发条脱出折弯机构22和卷料机构23;紧接着,卷料电机231驱动卷料顶柱232转动若干圈,从而使得发条的后端的部分卷绕在卷料顶柱232与卷料卡套233之间,完成初步成型;然后,折弯气缸222驱动折弯滑轴223转动部分距离,使得发条的前端折弯,具体的折弯方式是,两根折弯顶针223将发条的前端向后折弯,并由于折弯顶针223的设置而使得折弯处形成一个中空结构;最后,在折弯护发条气缸224和卷料护发条气缸236复位后,机械手26将发条夹走。
54.(4)、整形步骤:首先,机械手26将完成折弯和卷料的发条夹取到整形机构24中,具体地说,发条前端的折弯处利用该中空结构而套设在整形顶针245上,而发条后端则匹配的放入到定位卡槽249中进行定位,防止掉落,且保持平衡;接着,机械手26复位后,拉料手指气缸246驱动两块拉料块247合拢并夹住发条的中部,然后拉料驱动装置往后缓慢地拉动拉料手指气缸246,以使两块拉料块247缓慢地向后拉动发条,紧接着,整形压料气缸242驱动整形压块243往整形固定块244方向移动直至将发条压紧,这样就完成了发条的整形步骤,使得发条的前端的折弯效果更好,能够保持定型,且与中部更贴合,该中空结构大概呈椭圆形,如果整形顶针245采用长方体形状,则中空结构可以大概形成正方形,以满足其在使用时的不同安装方式;然后,整形压料气缸242复位;最后,机械手26将发条夹走。
55.(5)、成型步骤:首先,机械手26将完成整形的发条夹取到成型机构25中,具体地说,发条前端的后端对应地卡置于成型顶柱252上,其余部分则通过竖向成型缺口255往限位槽256中放置;在机械手26复位后,成型护发条气缸257驱动成型压板258往成型卡套253和成型限位座254上移动,直至将发条盖住而护住发条;接着,成型电机251驱动成型顶柱252转动,使得发条沿着限位槽256往成型顶柱252移动,并最终全部卷绕在一起,完成发条的成型。最后,在成型护发条气缸257驱动成型压板258复位后,机械手26将成型好的发条送往下一道工序。
56.综上所述,本实用新型结构简单合理,通过设置退火机构、送料机构、切断机构、折弯机构、卷料机构、整形机构、成型机构和机械手等机构而直接组成具有一整套流程的加工装置,使得直接输送发条原材料即可顺序地完成发条的退火、送料、切断、折弯、卷料、整形
和成型等工序,且通过送料机构和机械手可以使各个机构之间紧密地联动,从而能够大大地提高生产效率,改善产品质量。同时,本实用新型还具有自动化程度高、性能稳定和产品合格率高等优点。
57.本实用新型并不局限于上述实施方式,如果对本实用新型的各种改动或变形不脱离本实用新型的精神和范围,倘若这些改动和变形属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1