一种用于继电器装配设备的自动螺母机的制作方法
1.本实用新型涉及继电器装配技术领域,特别涉及一种用于继电器装配设备的自动螺母机。
背景技术:
2.继电器是一种电子控制器件,它具有控制系统和被控制系统,通常应用于自动控制电路中,它实际上是用较小的电流去控制较大电流的一种“自动开关”,故在电路中起着自动调节、安全保护、转换电路等作用。一般的继电器包括基座和壳体,在基座上安装有用于调节电路的电子元器件,而壳体与基座通过卡口连接;在实际生产加工过程中,首先是将电子元器件安装到基座上,然后将壳体扣接到基座上,从而加工出一个完整的继电器。然而在现有技术中,对于继电器和螺母之间的装配大都通过人工逐一嵌装进行,也就是说,将继电器装配体放置在工作台上,再将螺母放置在基座上方,通过按压以及手动安装的方式将螺母嵌装在继电器装配体上,通过人工操作这种方式装配的自动化水平较低,不适合大批量进行生产加工,并且加工的成品合格率低,加工装配精度达不到要求。
技术实现要素:
3.(一)要解决的技术问题
4.本实用新型要解决的技术问题是提供一种能够实现自动螺母装配、装配效率更高、产品质量更好、操作更加方便和整体结构更加简单的用于继电器装配设备的自动螺母机。
5.(二)技术方案
6.为解决上述技术问题,本实用新型公开了一种用于继电器装配设备的自动螺母机,包括:机架以及设置在所述机架上的进料机构、搬运机构、螺母机构、铆压机构和铆接机构,所述进料机构通过翻转轨道设置在所述机架的一侧与所述搬运机构对应,所述螺母机构通过推杆组件置于所述搬运机构的一侧,所述铆压机构通过铆钉组件置于所述搬运机构的一侧,所述铆接机构通过铆接组件设置在所述搬运机构的一侧,所述螺母机构、所述铆压机构和所述铆接机构依次设置,所述进料机构的设置能够实现对继电器装配体的进料分拣以及进料运输,保证通过所述进料机构能够到达所述搬运机构上实现所述螺母机构的螺母装配以及铆压机构的铆压工作,整体的自动化程度高,螺母装配精度更高,能够实现自动铆接以及自动铆压,整体的装配效率更高,操作更加方便。
7.进一步的,所述机架上还设置有翻转机构,所述翻转机构的一端与所述搬运机构对应,所述机架的一侧设置有侧搬运机构、侧螺母机构、侧铆压机构和侧铆接机构,所述翻转机构的另一端与所述侧搬运机构对应,利用所述翻转机构的设置能够实现对继电器装配体的翻转,实现另外触角上的螺母装配,且流水线自动化结构设置能够更加保证螺母装配的有序性,提高螺母自动装配的效率以及提高产品合格率。
8.进一步的,所述翻转机构包括:底座、夹持件、连接臂和转动台,所述底座固定设置
在所述机架上,所述转动台设置在所述底座的一侧,所述连接臂的一端转动设置在所述转动台上,所述连接臂的另一端与所述夹持件连接,利用所述夹持件和所述连接臂的设置能够实现将继电器装配体从搬运机构移动至侧搬运机构上,保证了对继电器的完整螺母装配,所述底座和所述转动台的设置能够使所述翻转机构更加稳定。
9.进一步的,所述侧搬运机构、所述侧螺母机构、所述侧铆压机构和所述侧铆接机构与所述搬运机构、所述螺母机构、所述铆压机构和所述铆接机构的结构相同,所述侧搬运机构的一端设置有出料机构,所述出料机构通过收料盘与所述侧搬运机构对应实现出料收料,所述出料机构的设置能够实现对完成装配后继电器装配体的出料,保证整体的结构设置更加合理。
10.进一步的,所述进料机构包括:进料盘和进料轨道,所述进料轨道的一端与所述翻转轨道连接对应,所述进料轨道另一端与所述进料盘连接实现继电器装配体体的进料输送,所述进料盘和所述进料轨道的设置能够实现对继电器装配体的筛选以及输送,保证螺母与所述继电器装配体的装配,能够实现自动化操作,减少人工操作,提高整体结构的合理性。
11.进一步的,所述搬运机构包括:搬运件、动轨组件和滑轨件,所述滑轨件的一端与所述进料机构对应且所述滑轨件固定设置在所述机架上,所述搬运件的一侧与所述动轨组件配合,所述搬运件的另一端在所述动轨组件的驱动下实现对继电器装配体在所述滑轨件上的输送;所述动轨组件包括:支撑台、连接板和顶板,所述支撑台固定设置在所述机架上,所述顶板与所述搬运件的一端固定连接,所述连接板置于所述顶板和所述支撑台之间,所述顶板和所述连接板之间设置有用于所述顶板横向移动的第一滑动件,所述连接板和所述支撑台之间设置有用于所述连接板纵向移动的第二滑动件,所述第一滑动件和所述第二滑动件呈垂直角度设置,能够利用所述搬运件进行横向搬运,利用所述滑轨件和所述运轨组件设置能够实现对所述搬运件的控制,整体的解耦股简单,所述支撑台、所述连接板和所述顶板的设置能够使整体的结构更加稳固。
12.进一步的,所述螺母机构包括:振盘和输送杆,所述输送杆的一端与所述振盘连接并在所述振盘的作用下将螺母件输送至所述推杆组件上实现与继电器装配体的装配,所述输送杆的另一端与所述推杆组件连接,所述推杆组件包括:推杆和连接杆,所述推杆的一端连接外部气缸,所述推杆的另一端与所述连接杆对应并在外部气缸的作用下将所述螺母件从所述连接杆推送至继电器装配体上进行安装,所述振盘和所述输送杆的设置能够利用所述振盘进行螺母的输送以及排列,并通过所述推杆组件进行推动实现与继电器装配体的自动螺母装配,内部的结构设置简单,占用空间更少,能够保证螺母自动装配,装配效率高,整体的结构设置简单。
13.进一步的,所述铆钉组件包括:铆压件、安装座和传动件,所述安装座固定设置在所述机架上,所述铆压件通过铆压气缸活动设置在所述安装座上,所述传动件设置在所述机架上用于铆钉上料并与所述铆压件对应,所述铆压件的设置能够实现将螺母和继电器装配体之间的铆压,保证所述螺母和所述继电器装配体之间的铆压配合,内部的结构设置合理。
14.进一步的,所述铆接组件包括:铆接件和支座,所述支座固定设置在所述机架上,所述铆接件通过铆接气缸设置在所述支座上与所述搬运机构对应,此结构的设置能够利用
所述铆接件和所述支座实现对所述螺母和所述继电器装配体之间铆接,保证对螺母的装配,提高产品合格率,同时操作方便,整体的结构更加简单。
15.(三)有益效果
16.本实用新型一种用于继电器装配设备的自动螺母机相对于现有技术的优点在于:能够实现螺母的自动装配,保证螺母与继电器装配体之间的装配、自动铆接和自动铆压,摒弃传统的人工操作,使装配效率更高,同时使螺母与继电器装配体之间的装配精度更高,通过搬运机构、螺母机构、铆接机构和铆压机构的设置能够实现自动有序的装配,产品合格率更高,整体的结构简单。
附图说明
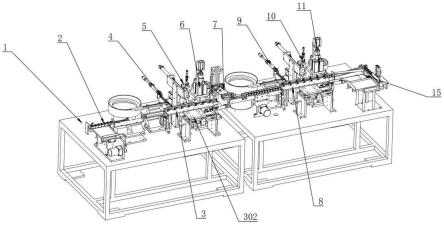
17.图1为本实用新型一种用于继电器装配设备的自动螺母机的立体图;
18.图2为本实用新型一种用于继电器装配设备的自动螺母机后视方向的立体图;
19.图3为本实用新型一种用于继电器装配设备的自动螺母机局部的主视图;
20.图4为本实用新型一种用于继电器装配设备的自动螺母机局部的俯视图;
21.图5为本实用新型一种用于继电器装配设备的自动螺母机局部的立体图;
22.图6为本实用新型一种用于继电器装配设备的自动螺母机局部的结构示意图;
23.其中:1为机架、2为进料机构、201为翻转轨道、202为进料盘、203为进料轨道、3为搬运机构、301为搬运件、302为动轨组件、312为支撑台、322为连接板、332为顶板、303为滑轨件、4为螺母机构、401为推杆组件、411为推杆、421为连接杆、402为振盘、403为输送杆、5为铆压机构、501为铆钉组件、511为铆压件、521为安装座、531为传动件、6为铆接机构、601为铆接组件、611为铆接件、621为支座、631为铆接气缸、7为翻转机构、701为底座、702为夹持件、703为连接臂、704为转动台、8为侧搬运机构、9为侧螺母机构、10为侧铆压机构、11为侧铆接机构、12为继电器装配体、1301为第一滑动件、1302为第二滑动件、14为螺母件、15为出料机构、1501为收料盘。
具体实施方式
24.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
25.参阅图1~图6,一种用于继电器装配设备的自动螺母机,包括:机架1以及设置在机架1上的进料机构2、搬运机构3、螺母机构4、铆压机构5和铆接机构6,进料机构2通过翻转轨道201设置在机架1的一侧与搬运机构3对应,螺母机构4通过推杆组件401置于搬运机构3的一侧,铆压机构5通过铆钉组件501置于搬运机构3的一侧,铆接机构6通过铆接组件601设置在搬运机构3的一侧,螺母机构4、铆压机构5和铆接机构6依次设置,进料机构2的设置能够实现对继电器装配体12的进料分拣以及进料运输,保证通过进料机构2能够到达搬运机构3上实现螺母机构4的螺母装配以及铆压机构5的铆压工作,整体的自动化程度高,螺母装配精度更高,能够实现自动铆接以及自动铆压,整体的装配效率更高,操作更加方便。
26.参阅图1、图2、图3和图5,机架1上还设置有翻转机构7,翻转机构7的一端与搬运机构3对应,机架1的一侧设置有侧搬运机构8、侧螺母机构9、侧铆压机构10和侧铆接机构11,翻转机构7的另一端与侧搬运机构8对应,利用翻转机构7的设置能够实现对继电器装配体
12的翻转,实现另外触角上的螺母装配,且流水线自动化结构设置能够更加保证螺母装配的有序性,提高螺母自动装配的效率以及提高产品合格率。
27.参阅图1、图2、图3和图5,翻转机构7包括:底座701、夹持件702、连接臂703和转动台704,底座701固定设置在机架1上,转动台704设置在底座701的一侧,连接臂703的一端转动设置在转动台704上,连接臂703的另一端与夹持件702连接,利用夹持件702和连接臂703的设置能够实现将继电器装配体12从搬运机构3移动至侧搬运机构8上,保证了对继电器的完整螺母装配,底座701和转动台704的设置能够使翻转机构7更加稳定。
28.参阅图1和图2,侧搬运机构8、侧螺母机构9、侧铆压机构10和侧铆接机构11与搬运机构3、螺母机构4、铆压机构5和铆接机构6的结构相同,侧搬运机构8的一端设置有出料机构15,出料机构15通过收料盘1501与侧搬运机构8对应实现出料收料,侧搬运机构8的一端设置有出料机构15,出料机构15通过收料盘1501与侧搬运机构8对应实现出料收料,出料机构15的设置能够实现对完成装配后继电器装配体12的出料,保证整体的结构设置更加合理。
29.参阅图3、图4、图5和图6,进料机构2包括:进料盘202和进料轨道203,进料轨道203的一端与翻转轨道201连接对应,进料轨道203另一端与进料盘202连接实现继电器装配体体12的进料输送,进料盘202和进料轨道203的设置能够实现对继电器装配体12的筛选以及输送,保证螺母与继电器装配体12的装配,能够实现自动化操作,减少人工操作,提高整体结构的合理性。
30.参阅图3、图4、图5和图6,搬运机构3包括:搬运件301、动轨组件302和滑轨件303,滑轨件303的一端与进料机构2对应且滑轨件303固定设置在机架1上,搬运件301的一侧与动轨组件302配合,搬运件301的另一端在动轨组件302的驱动下实现对继电器装配体12在滑轨件303上的输送;动轨组件302包括:支撑台312、连接板322和顶板332,支撑台312固定设置在机架1上,顶板332与搬运件301的一端固定连接,连接板322置于顶板332和支撑台312之间,顶板332和连接板322之间设置有用于顶板332横向移动的第一滑动件1301,连接板322和支撑台312之间设置有用于连接板322纵向移动的第二滑动件1302,第一滑动件1301和第二滑动件1302呈垂直角度设置,能够利用搬运件301进行横向搬运,利用滑轨件303和运轨组件302设置能够实现对搬运件301的控制,整体的解耦股简单,支撑台312、连接板322和顶板332的设置能够使整体的结构更加稳固。
31.参阅图3、图4、图5和图6,螺母机构4包括:振盘402和输送杆403,输送杆403的一端与振盘402连接并在振盘402的作用下将螺母件14输送至推杆组件401上实现与继电器装配体12的装配,输送杆403的另一端与推杆组件401连接,推杆组件401包括:推杆411和连接杆421,推杆411的一端连接外部气缸,推杆411的另一端与连接杆421对应并在外部气缸的作用下将螺母件14从连接杆421推送至继电器装配体12上进行安装,振盘402和输送杆403的设置能够利用振盘402进行螺母的输送以及排列,并通过推杆组件401进行推动实现与继电器装配体12的自动螺母装配,内部的结构设置简单,占用空间更少,能够保证螺母自动装配,装配效率高,整体的结构设置简单。
32.参阅图3、图4、图5和图6,铆钉组件501包括:铆压件511、安装座521和传动件531,安装座521固定设置在机架1上,铆压件511通过铆压气缸活动设置在安装座521上,传动件531设置在机架1上用于铆钉上料并与铆压件511对应,铆压件511的设置能够实现将螺母和
继电器装配体12之间的铆压,保证螺母和继电器装配体12之间的铆压配合,内部的结构设置合理。
33.参阅图3、图4、图5和图6,铆接组件601包括:铆接件611和支座621,支座621固定设置在机架1上,铆接件611通过铆接气缸631设置在支座621上与搬运机构3对应,能够利用铆接件611和支座621实现对螺母和继电器装配体12之间铆接,保证对螺母的装配,提高产品合格率,同时操作方便,整体的结构更加简单。
34.本实施例用于继电器装配设备的自动螺母机通过搬运机构、螺母机构、铆接机构和铆压机构的设置能够实现自动有序的装配,能够实现螺母的自动装配,保证螺母与继电器装配体之间的装配、自动铆接和自动铆压,摒弃传统的人工操作,使装配效率更高,同时使螺母与继电器装配体之间的装配精度更高,产品合格率更高,整体的结构简单。
35.以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1