铝压铸合金的制作方法
[0001]
本发明涉及一种冷硬化的铝压铸合金,这种冷硬化的铝压铸合金的应用和一种压铸构件,所述压铸构件由这种冷硬化的铝压铸合金制造。
背景技术:
[0002]
ep 1 997 924 b1公开一种冷硬化的铝压铸合金,用于制造承受热负荷和机械负荷的构件,例如在汽车制造中的气缸曲轴箱。合金具有亚共晶硅水平并且除铝和硅外包含镁、锰和可选地包含其他元素,例如最大2.0重量%的铜。
技术实现要素:
[0003]
本发明的目的是提供一种铝压铸合金,所述铝压铸合金能实现制造压铸构件,所述压铸构件相对于已知的压铸构件具有改进的机械特性。
[0004]
所述目的通过具有权利要求1的特征的铝压铸合金,具有权利要求10至12的特征的这种冷硬化的铝压铸合金的应用和具有权利要求14的特征的由这种冷硬化的铝压铸合金构成的压铸构件来实现。
[0005]
本发明的有利的实施方式是从属权利要求的主题。
[0006]
根据本发明的冷硬化的铝压铸合金除铝的主要份额外还至少包括或仅包括如下组成部分:
[0007]-在12.2重量%-13.0重量%的范围内的硅
[0008]-在2.1重量%-2.4重量%的范围内的铜
[0009]-在0.6重量%-1.7重量%的范围内的镁
[0010]-在0.7重量%-1.0重量%的范围内的镍。
[0011]
铝压铸合金的各个元素的以重量百分比(重量%)为单位的说明在本发明的范围内涉及硬化的铝压铸合金的例如借助于频谱分析测量的份额。
[0012]
表述“铝的主要份额”表示在合金中的铝的重量份额为至少50重量%,优选至少75重量%。
[0013]
合金包含优选量为最大0.2重量%的杂质。
[0014]
根据本发明的合金或由其通过压铸法制造的压铸构件的特征在于高的机械负荷能力和大的硬度,这在较长的时间段内即使在提高的温度也存在。
[0015]
在本发明的一个优选的设计方案中,根据本发明的铝压铸合金是共晶混合物。
[0016]
根据本发明的合金具有良好的可铸性以及在固态中具有高的强度。
[0017]
优选的是,铝压铸合金包含2.1重量%的铜。
[0018]
在本发明的另一设计方案中提出,铝压铸合金包含在0.6重量%-1重量%之间的范围内,优选0.8重量%的镁,或在1.1重量%-1.7重量%之间的范围内,优选1.5重量%的镁。
[0019]
此外可以提出,铝压铸合金包含0.8重量%的镍和/或12.5重量%的硅。
[0020]
优选的还有,铝压铸合金最多包含下面所列举的元素中的一种或多种元素:
[0021]-0.05重量%,优选0.03重量%的铬
[0022]-0.35重量%,优选0.25重量%-0.3重量%的锌
[0023]-0.05重量%,优选0.03重量%的铅
[0024]-0.001重量%的锶
[0025]-0.05重量%的钒
[0026]-10ppm的铍
[0027]
根据本发明的铝压铸合金可以包含下述元素中的至少一种或多种元素:
[0028]-在0.4重量%-0.8重量%的范围内,优选0.6重量%的铁
[0029]-在0.15重量%-0.35重量%的范围内,优选0.2重量%的锰
[0030]-在0.1重量%-0.25重量%的范围内,优选0.15重量%的钛
[0031]
在一个优选的实施方式中,铝压铸合金还具有铝、硅、铁、铜、锰、镁和镍。
[0032]
可考虑的是,铝压铸合金不具有铬和/或不具有锌和/或不具有铅和/或不具有锶和/或不具有钒和/或不具有铍和/或不具有钛。
[0033]
本发明还涉及根据本发明的冷硬化的铝压铸合金用于通过压铸制造构件的应用,在180℃的老化温度在1000小时的时间段中老化的情况下,所述构件在22℃的检查温度具有高于270mpa的屈服极限rp0.2和/或在180℃的检查温度具有高于210mpa的屈服极限rp0.2。这些值明显高于已知的合金并且说明根据本发明的合金或由其通过压铸制造的构件尤其在持久的负荷和高温下的优点。
[0034]
本发明还涉及根据本发明的冷硬化的铝压铸合金用于制造构件的应用,所述构件在180℃的老化温度老化1000小时的情况下,具有高于120的布式硬度hb10(en iso 6506-1)。
[0035]
本发明还涉及根据本发明的冷硬化的铝压铸合金用于通过压铸法制造电动机的构件的应用,所述电动机优选用于汽车领域。
[0036]
优选提出,冷硬化的铝压铸合金用于(通过压铸)制造电动机的星盘和/或支撑环,所述电动机优选用于汽车领域。
[0037]
本发明还涉及一种压铸构件,所述压铸构件利用根据本发明的铝压铸合金通过压铸制造。
[0038]
压铸构件优选是电动机的组成部分。
[0039]
可考虑的是,组成部分是电动机的星盘或支撑环。
[0040]
在此处要指出的是,表述“一个”和“一”并非强制性关于刚好一个元件,尽管这是可能的实施方案,而是也可以表示多个元件。同样,复数的应用也包含存在单数的相关元件并且反之亦然单数也包含多个相关元件。
附图说明
[0041]
本发明的其他细节和优点根据下面描述的和在附图中示出的实施例详细阐述。
[0042]
附图示出:
[0043]
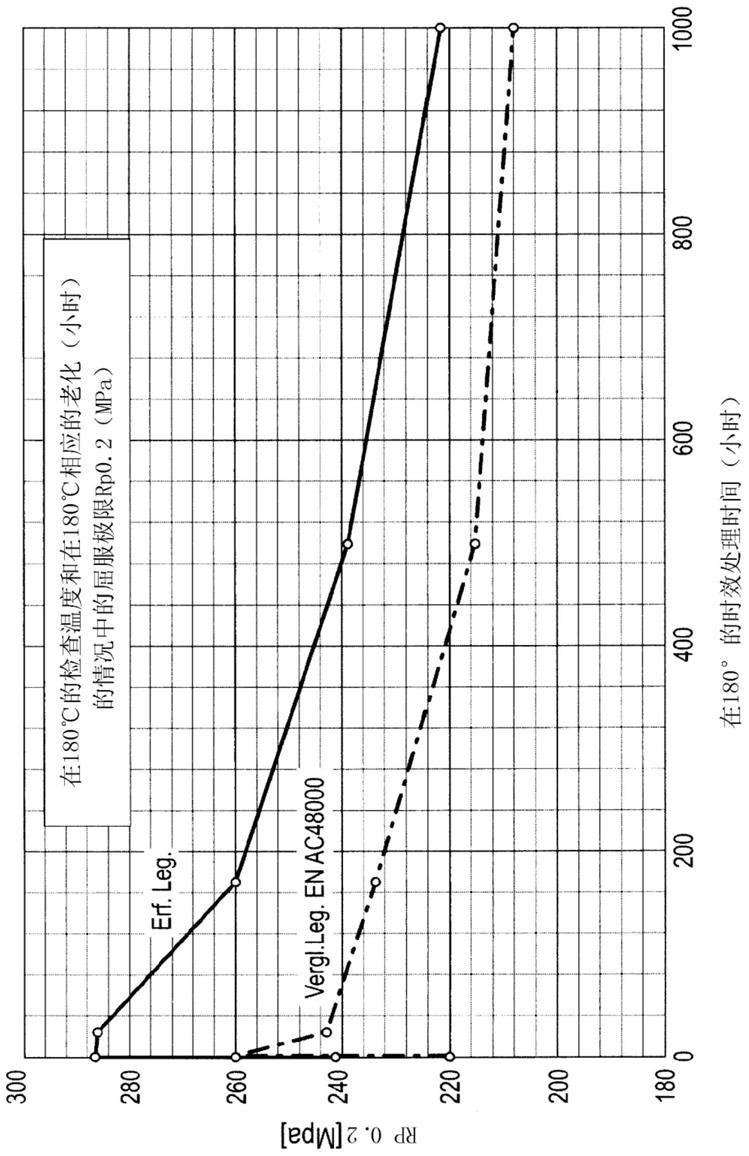
图1示出由根据本发明的合金制造的压铸构件在180℃的检查温度和180℃的老化温度关于时间的屈服极限rp0.2的变化曲线与由已知的合金制造的压铸构件的比较;
[0044]
图2示出由根据本发明的合金制造的压铸构件在22℃的检查温度和180℃的老化温度关于时间的屈服极限rp0.2的变化曲线与由已知的合金制造的压铸构件的比较;以及
[0045]
图3示出由根据本发明的合金制造的压铸构件在22℃的检查温度和180℃的老化温度关于时间的布氏硬度hbw 2.5/62.5的变化曲线与由已知的合金制造的压铸构件的比较。
具体实施方式
[0046]
下面的表格1示出称作为“erfg.leg.”或“erf.leg.”的根据本发明的实施例的合金的成分以及也称作为“vergl.leg.”的已知的铝合金(en ac 48000)的成分。
[0047]
如从表格1中得出的,这两种合金除铝作为主要组成部分外具有组分si、fe、cu、mn、mg和ni。用于根据本发明的合金和用于比较合金的si、fe、mn和ni的份额是类似的,而根据本发明的合金的cu和mg份额大约是比较合金中的两倍大。
[0048]
表格1al-si铸造合金的合金成分,以重量%为单位
[0049]
合金sifecumnmgnierfg.leg12.50.62.20.21.50.8vergl.leg en ac 4800012.10.6510.20.80.7
[0050]
为了对由根据本发明的合金以及由比较合金根据相同的压铸法制造的压铸构件的机械负荷能力进行比较,在不同的检查温度进行拉伸试验,其中确定屈服极限rp0.2。
[0051]
所述值是单轴的机械应力的值,在所述值的情况下涉及样品的初始长度的在减荷之后的剩余应变为刚好0.2%。
[0052]
下面的表格2和3示出对于样品承受180℃的温度的不同时长(1小时、24小时、170小时、500小时和1000小时)确定的屈服极限。在根据表格2的值的情况下,将试样冷却到22℃的温度并且随后经受拉伸试验。在根据表格3的值的情况下,将试样在相同温度(180℃)下经受拉伸试验,其中所述试样被保存或老化。
[0053]
这两个表格示出,由根据本发明的合金制造的压铸构件在试验开始(t=0小时)时和也随后在每个时间点,即与老化无关地,与由已知的合金制成的压铸构件相比始终具有更高的屈服极限。相应情况从图1和2中得出,图1和图2示出对于从根据表格1的两种合金通过压铸法获得的压铸构件的屈服极限rp0.2的变化曲线。试验条件对应于针对表格2和3所阐述的情况,表格值从图1和2中获取。
[0054]
表格2在22℃的检查温度和在180℃相应的老化(小时)的情况中的屈服极限rp0.2(mpa)
[0055]
合金1小时24小时170小时500小时1000小时erfg.leg343352308289271vergl.leg en ac 48000311307274254247
[0056]
表格3在180℃的检查温度和在180℃下相应的老化(小时)的情况中的屈服极限rp0.2(mpa)
[0057]
合金1小时24小时170小时500小时1000小时erfg.leg287286260239222
vergl.leg.en ac 48000260243234215208
[0058]
表格4示出由提到的合金通过压铸法制造的压铸构件的布式硬度hb10的值,其中在此情况下构件也承受在180
°
的温度的老化。图3示出对于这种样品的布式硬度关于时间的相应的变化曲线。已证实的是,由根据本发明的合金制成的构件已经在试验开始(t=0小时)时和随后在直至1000小时的总老化时长中与由已知的合金制成的压铸构件相比具有更高的硬度。
[0059]
表格4在180℃下相应的老化(小时)之后的布式硬度hb10(en iso 6506-1)
[0060]
合金1小时24小时170小时500小时1000小时erfg.leg149149137131128vergl.leg.en ac 48000130134127116114
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1