用于铝锭脱模的快速下落收集组件的制作方法
用于铝锭脱模的快速下落收集组件
[0001]
技术领域:
[0002]
本实用新型涉及铝锭铸造机尾端铝锭脱膜时,用于再次敲打的装置,特别涉及一种铝锭脱膜收集组件。
[0003]
背景技术:
:
[0004]
目前,铝锭铸造机尾端设置有击打锤,用于敲打即将脱膜的铝锭,便于铝锭快速下落,但是在实际操作中,往往出现铝锭敲打后不能快速脱膜,所以需要工作人员用叉子类的工具对着承载铝锭的模具边沿缝隙处进行插设,使铝锭在模具中处于松动的状态,便于铝锭快速下落;若敲打不及时,会使铝锭不能及时下落,严重影响了整条生产线的效率,同时也增加了工作人员的负担;铝锭下落时,在下落口还出现一个问题,那就是铝锭下落后,铝锭都会堆积在下料口的下方,如果不及时将铝锭移走,会出现下落口铝锭堆积的情况,严重影响未脱膜铝锭的下落操作。
[0005]
技术实现要素:
:
[0006]
本实用新型所要解决的技术问题是:克服现有技术的不足,提供一种铝锭脱模收集组件,能够使未下落的铝锭快速被敲打下,同时,避免了下落口铝锭堆积的问题。
[0007]
本实用新型为解决技术问题所采取的技术方案是:
[0008]
一种用于铝锭脱模的快速下落收集组件,包括支撑组件、承接板和收集箱,所述支撑组件为两组,分别呈对称状设置在承接板的两侧,所述每组的支撑组件分别由两个支撑竖杆和一个支撑横杆组成,所述支撑横杆的两端与两个支撑竖杆内侧的中部位置固定连接在一起;所述承接板的底面固定连接有套筒,在所述套筒内插设有轴,所述轴的两端分别与支撑横杆的内侧面固定连接在一起,所述轴与套筒转动连接在一起;在所述承接板的下方设置有无盖状的收集箱,在所述承接板左端的下侧垂直的连接有“l”状定位板,在所述“l”状定位板上设置有第一定位孔,在所述第一定位孔内插设有定位杆,在所述定位杆的底部设置有底座,在所述定位杆的顶端设置有限位板,在所述定位杆的外壁上均匀的环绕有弹簧,所述定位板套设在定位杆上,使弹簧位于定位板底面的下方;在所述承接板右端的上方设置有敲打组件,在所述承接板上的左侧设置有矩形下料口。
[0009]
所述敲打组件由第一斜板、第二斜板、敲打辊和插片组成;所述第一斜板和第二斜板分别与承接板呈45
°
角分布,所述第一斜板和第二斜板呈左、右平行状分布;所述第二斜板的高度为第一斜板高度的三分之一;在所述第一斜板和第二斜板的顶端分别设置有“u”型凹槽,在所述每个“u”型凹槽内分别设置有敲打辊,所述每个敲打辊内分别插设有连接轴,所述连接轴与敲打辊转动连接在一起,所述连接轴的两端分别与“u”型凹槽的内壁固定连接在一起;在所述敲打辊的两端面上分别设置有定位螺杆,在所述连接轴的两端套设有定位环,所述定位螺杆对应定位环上的位置处设置有第二定位孔,所述定位环套设在连接轴的两端,且所述定位螺杆插设在对应的第二定位孔上,并拧上配套螺母将敲打辊与定位环进行固定;在所述连接轴两端的外壁上分别设置有第三定位孔,所述第三定位孔至少为十个,呈环绕状均匀的分布在连接轴的外壁上,且相邻的第三定位孔之间的间距相同;所述定位环对应第三定位孔的位置处设置有带有内螺纹的第四定位孔,所述定位环与连接轴通
过在第三定位孔和第四定位孔内旋转的插设配套的螺钉固定在一起;在所述敲打辊外壁上的两端呈对称状挖设有定位凹槽,所述每端的定位凹槽至少为三个,且所述相邻的定位凹槽的外壁之间紧贴在一起;在所述每个定位凹槽的上方设置有定位围板,在所述定位围板的侧面设置有导向管,所述导向管直通定位围板的内部,在所述定位凹槽内插设有插片,在所述插片侧面对应导向管的位置处设置有带有内螺纹的侧部定位孔,所述侧部定位孔与定位围板之间通过侧部定位螺栓依次旋转的插设在导向管内、侧部定位孔内,并拧紧固定在一起。
[0010]
所述矩形下料口至少为三个。
[0011]
所述支撑组件呈“h”状分布。
[0012]
所述套筒位于承接板底部靠近承接板左端的三分之一处的位置。
[0013]
所述定位围板呈上下无盖的矩形围板状分布,所述定位围板的下端口与定位凹槽的上端口固定连接在一起。
[0014]
所述插片呈斧头的刀头状分布。
[0015]
所述收集箱的底部设置有滚轮,在所述收集箱的右侧面上设置有拉手。
[0016]
所述定位杆的顶端位于支撑横杆底部的下方,所述承接板呈倾斜状分布。
[0017]
本实用新型积极有益效果是:
[0018]
1、本实用新型使用时,定位杆的顶端位于支撑横杆底部的下方,所以承接板呈倾斜状分布;当有铝锭下落时,铝锭顺着斜坡滑动至矩形下料口内,并落入无盖状的收集箱内;同时铝锭顺着承接板下滑时,由于重力使承接板的左端向下,此时l状定位板压着下压弹簧,弹簧处于被压缩状态;承接板的右端翘起来,设置在敲打辊上的插片,会插设在铝锭磨与铝锭之间的间隙中,使铝锭快速下落;当铝锭下落完毕时,弹簧复位,承重板右端下降;在原有击打锤的基础上,通过设置敲打辊和插片,使未下落的铝锭快速下落。
[0019]
2、本实用新型通过在承接板上设置矩形下料口,铝锭下落后会滑动至矩形下料口下方的收集箱中,避免下料口处出现铝锭堆积的情况;工作人员只需定时将收集箱移除即可。
[0020]
3、本实用新型通过在敲打辊上设置多个定位凹槽,可根据铝锭的宽度,自由的将插片插设在不同的定位凹槽中,适用性强。
[0021]
4、本实用新型连接轴与敲打辊转动连接在一起,使用时,可将敲打辊在连接轴上转动,根据磨具中铝锭的位置,转动调节插片的位置,使插片可以准确的插设在对应的铝锭磨具中;通过在第四定位孔和对应的第三定位孔中插设配套的螺钉将定位环与连接轴锁紧固定;使用方便,操作简单。
[0022]
附图说明:
[0023]
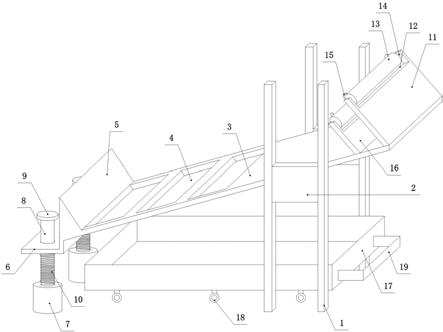
图1为本实用新型的结构示意图;
[0024]
图2为本实用新型承接板底部的示意图;
[0025]
图3为本实用新型承接板的立体示意图;
[0026]
图4为本实用新型插片的结构示意图;
[0027]
图5为本实用新型敲打辊的结构示意图。
[0028]
具体实施方式:
[0029]
下面结合附图对本实用新型作进一步的解释和说明:
[0030]
参见图1-图5,一种用于铝锭脱模的快速下落收集组件,包括支撑组件、承接板3和收集箱17,支撑组件为两组,分别呈对称状设置在承接板3的两侧,每组的支撑组件分别由两个支撑竖杆1和一个支撑横杆2组成,支撑横杆2的两端与两个支撑竖杆1内侧的中部位置固定连接在一起;在承接板3的底面固定连接有套筒20,在套筒20内插设有轴21,轴21的两端分别与支撑横杆2的内侧面固定连接在一起,轴21与套筒21转动连接在一起;在承接板3的下方设置有无盖状的收集箱17,在承接板3左端的下侧垂直的连接有“l”状定位板6,在“l”状定位板6上设置有第一定位孔6-1,在第一定位孔6-1内插设有定位杆8,在定位杆8的底部设置有底座7,在定位杆8的顶端设置有限位板9,在定位杆8的外壁上均匀的环绕有弹簧10,定位板6套设在定位杆8上,使弹簧10位于定位板6底面的下方;在承接板3右端的上方设置有敲打组件,在承接板3上的左侧设置有矩形下料口4;
[0031]
敲打组件由第一斜板11、第二斜板16、敲打辊13和插片24组成;第一斜板11和第二斜板16分别与承接板3呈45
°
角分布,第一斜板11和第二斜板16呈左、右平行状分布;第二斜板16的高度为第一斜板11高度的三分之一;在第一斜板11和第二斜板16的顶端分别设置有“u”型凹槽12,在每个“u”型凹槽12内分别设置有敲打辊13,在每个敲打辊13内分别插设有连接轴14,连接轴14与敲打辊13转动连接在一起,连接轴14的两端分别与“u”型凹槽12的内壁固定连接在一起;在敲打辊13的两端面上分别设置有定位螺杆26,在连接轴14的两端套设有定位环25,定位螺杆26对应定位环25上的位置处设置有第二定位孔25-1,定位环25套设在连接轴14的两端,且定位螺杆26插设在对应的第二定位孔25-1上,并拧上配套螺母27将敲打辊13与定位环25进行固定;在连接轴14两端的外壁上分别设置有第三定位孔14-1,第三定位孔14-1至少为十个,呈环绕状均匀的分布在连接轴14的外壁上,且相邻的第三定位孔14-1之间的间距相同;定位环25对应第三定位孔14-1的位置处设置有带有内螺纹的第四定位孔25-2,定位环25与连接轴24通过在第三定位孔14-1和第四定位孔25-2内旋转的插设配套的螺钉25-3固定在一起;在敲打辊13外壁上的两端呈对称状挖设有定位凹槽22,每端的定位凹槽22至少为三个,且相邻的定位凹槽22的外壁之间紧贴在一起;在每个定位凹槽22的上方设置有定位围板23,在定位围板23的侧面设置有导向管23-1,导向管23-1直通定位围板23的内部,在定位凹槽22内插设有插片24,在插片24侧面对应导向管23-1的位置处设置有带有内螺纹的侧部定位孔24-1,侧部定位孔24-1与定位围板23之间通过侧部定位螺栓23-2依次旋转的插设在导向管23-1内、侧部定位孔24-1内,并拧紧固定在一起;
[0032]
其中:矩形下料口4至少为三个,支撑组件呈“h”状分布,套筒20位于承接板3底部靠近承接板3左端的三分之一处的位置;定位围板23呈上下无盖的矩形围板状分布,定位围板23的下端口与定位凹槽22的上端口固定连接在一起;插片24呈斧头的刀头状分布;收集箱17的底部设置有滚轮18,在收集箱17的右侧面上设置有拉手19;定位杆8的顶端位于支撑横杆2底部的下方,承接板3呈倾斜状分布(当承接板13上没有铝锭下落的时候。该承接板13处于倾斜状分布,即l状定位板处于低端处,有敲打组件的一端处于高端处,因为定位杆8的顶端的位于支撑横杆下方的位置处)。
[0033]
上述描述中收集箱17可以横着放在承接板3的下方,也可以纵向的放在承接板3的下方;根据情况,怎么抽拉出来方便,怎么放。
[0034]
工作原理:
[0035]
1、本装置在不使用的状态下,承接板13呈倾斜状分布,因为设置敲打组件的一端
的重量大于设置三角挡块一端的重量,所以在不使用的状态下,l状定位板6位于定位杆8的顶端、限位板9的下方,弹簧10也处于复位状态;底座7相当于一个重物,放置在地面上。
[0036]
2、将本装置放在铸造机端部铝锭脱模处,敲打组件对着铸造机端部的位置,铸造机端部铝锭下落的位置位于套筒20左侧的承接板13上方的位置。
[0037]
3、当铝锭下落时,顺着承接板13下滑至矩形下料口中,通过矩形下料口滑入收集箱中。
[0038]
4、根据铸造机已成型铝锭的尺寸,将不同的插片插设在不同的定位凹槽中,使插片的尖头与铝锭两端的位置相对应;再通将敲打辊在连接轴上转动,使插片的端头能够对准需敲打部位的铝锭的两端的位置;然后在第四定位孔25-2和对应的第三定位孔14-1中拧进配套的螺钉25-3,将连接轴14与敲打辊锁紧固定;同时,第二定位孔25-1插设在对应的定位螺杆26上,并拧上配套螺母27,将定位环与敲打辊固定。
[0039]
当铝锭下落时,承接板一端下压,另一端翘起(设置有敲打组件的一端),使插片插设在对应的铝锭两端的缝隙中,此时弹簧处于被挤压的状态;当铝锭下落至收集箱中,设置在承接板低端的弹簧,会形成半复位的状态,直至有新铝锭下落,承接板低端会再次被压;插片始终处于:插设在模具中—然后松开—然后再插设在模具中—然后再松开;当插片端头敲打插设在模具边沿处的缝隙中,使铝锭在模具中松动,便于铝锭快速下落;随着传动带移动,当该模具中的铝锭下落,另一个承载铝锭的模具会转动至该插片端部,即所有的承载铝锭的磨具都要经过插片端头,从保证未脱落的铝锭快速下落;避免传统人工一个一个的敲打的操作,使用方便,操作简单,减轻了工作人员的负担。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1