一种快速冷却浇铸式模具的制作方法
[0001]
本实用新型属于浇铸式模具技术领域,具体涉及一种快速冷却浇铸式模具。
背景技术:
[0002]
浇铸(铸造)方法是将金、银熔化成液态状,采用范模浇铸而制成器物的方法,它是最早的金银加工方法之一,浇铸是把经混合后的药浆浇铸到发动机壳体内,固化后形成符合设计要求的发动机装药,浇铸工艺在我国新石器时代末期就已经出现,原本是青铜器的制作工艺,因青铜器的兴盛而发展、成熟起来浇铸是把经混合后的药浆浇铸到发动机壳体内,固化后形成符合设计要求的发动机装药,模芯可先装配后再浇药,也可浇完药浆后再插模芯,混合过程中对药浆有的已进行真空除气,有的未进行除气,在浇铸过程中,药浆浇入发动机壳体时还需充分除气,以保证装药的质量,随着社会发展与进步,对一种快速冷却浇铸式模具的需求愈加强烈。
[0003]
现有的技术存在以下问题:
[0004]
目前市场上的浇铸式模具通常只采用一种冷却方式,冷却效果较差,不能保证模具生产的连续性,不能有效的保证工作的效率,使用尤为不便。
技术实现要素:
[0005]
为解决上述背景技术中提出的问题。本实用新型提供了一种快速冷却浇铸式模具,具有冷却方式多样化,且各结构之间互相配合使用,使得冷却更加迅速,能有效提高冷却效率的特点。
[0006]
为实现上述目的,本实用新型提供如下技术方案:一种快速冷却浇铸式模具,包括支撑腿,所述支撑腿的顶部固定连接有定模具,所述定模具的顶部固定连接有限位杆,所述限位杆的外侧套设有动模具,所述动模具的一侧设有紧固旋钮,所述定模具的顶部与动模具的底部均固定连接有密封垫,所述定模具的内侧开设有冷却仓,所述冷却仓的内侧设有超薄热管,所述超薄热管的一侧固定连接有散热片,所述散热片的一侧固定连接有散热水管,所述散热水管的一端固定连接有进水接头,所述散热水管的一端固定连接有出水接头,所述动模具的顶部中央位置处固定连接有浇铸斗,所述动模具的内侧开设有浇筑通道。
[0007]
优选的,所述限位杆与紧固旋钮的个数均为两个,且所述限位杆与紧固旋钮均呈左右对称设置,所述动模具的内侧与紧固旋钮的外侧均设有螺纹,且所述紧固旋钮通过螺纹螺旋连接于动模具。
[0008]
优选的,所述冷却仓的内侧设有冷却液,所述超薄热管的数量为多个,且所述超薄热管的一端与浸没于冷却液。
[0009]
优选的,所述散热片与散热水管均呈螺旋状设置,且所述散热片与散热水管的连接位置处设有导热硅脂。
[0010]
优选的,所述定模具的内侧开设有换液口,且所述定模具通过换液口螺旋连接有密封塞。
[0011]
与现有技术相比,本实用新型的有益效果是:
[0012]
通过设置的冷却仓、超薄热管、散热片与散热水管,使用散热水管与超薄热管进行主要的散热冷却工作,且散热片与散热水管均呈螺旋状设置,经进水接头注入的冷水后,冷水在散热水管内流通的时间长、行程长,能够对浇铸材料进行加速冷却成型,且散热片与散热水管的连接位置处设有导热硅脂,使得散热水管上的热量更有效的传导到散热片上,缓解了散热水管单独的散热能力,另外,散热片与超薄热管相互连接,配合超薄热管向冷却仓内的冷却液导热冷却,提高了整体的散热冷却效率,提高了模具制作的生产效率,使用较为方便。
附图说明
[0013]
附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
[0014]
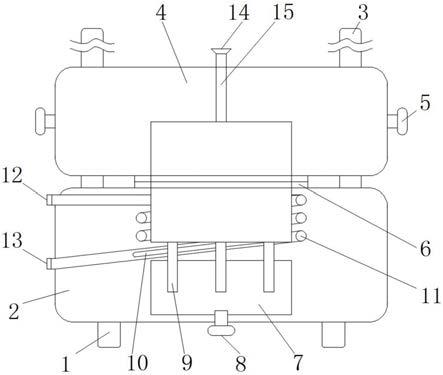
图1为本实用新型的结构示意图;
[0015]
图2为本实用新型中的剖视图;
[0016]
图3为本实用新型中的散热片的安装结构示意图;
[0017]
图中:1、支撑腿;2、定模具;3、限位杆;4、动模具;5、紧固旋钮;6、密封垫;7、冷却仓;8、密封塞;9、超薄热管;10、散热片;11、散热水管;12、进水接头;13、出水接头;14、浇铸斗;15、浇铸通道。
具体实施方式
[0018]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0019]
实施例1
[0020]
请参阅图1-3,本实用新型提供以下技术方案:一种快速冷却浇铸式模具,包括支撑腿1,支撑腿1的顶部固定连接有定模具2,定模具2的顶部固定连接有限位杆3,限位杆3的外侧套设有动模具4,动模具4的一侧设有紧固旋钮5,定模具2的顶部与动模具4的底部均固定连接有密封垫6,定模具2的内侧开设有冷却仓7,冷却仓7的内侧设有超薄热管9,超薄热管9的一侧固定连接有散热片10,散热片10的一侧固定连接有散热水管11,散热水管11的一端固定连接有进水接头12,散热水管11的一端固定连接有出水接头13,动模具4的顶部中央位置处固定连接有浇铸斗14,动模具4的内侧开设有浇筑通道15。
[0021]
本实施方案中:使用散热水管11与超薄热管9进行主要的散热冷却工作,且散热片10与散热水管11均呈螺旋状设置,经进水接头12注入的冷水后,冷水在散热水管11内流通的时间长、行程长,能够对浇铸材料进行加速冷却成型,且散热片10与散热水管11的连接位置处设有导热硅脂,使得散热水管11上的热量更有效的传导到散热片10上,缓解了散热水管11单独的散热能力,另外,散热片10与超薄热管9相互连接,配合超薄热管9向冷却仓7内的冷却液导热冷却,提高了整体的散热冷却效率,提高了模具制作的生产效率,使用较为方便。
[0022]
具体的,限位杆3与紧固旋钮5的个数均为两个,且限位杆3与紧固旋钮5均呈左右对称设置,动模具4的内侧与紧固旋钮5的外侧均设有螺纹,且紧固旋钮5通过螺纹螺旋连接于动模具4;保证了浇铸模具制作时的安全,同时利于调节取出产品。
[0023]
具体的,冷却仓7的内侧设有冷却液,超薄热管9的数量为多个,且超薄热管9的一端与浸没于冷却液;经超薄热管9传导热量后,再由冷却液进一步的进行吸收冷却,使用效果良好。
[0024]
具体的,散热片10与散热水管11均呈螺旋状设置,且散热片10与散热水管11的连接位置处设有导热硅脂;使得散热水管11上的热量更有效的传导到散热片10上,缓解了散热水管11单独的散热能力,提高了整体的散热效率。
[0025]
具体的,定模具2的内侧开设有换液口,且定模具2通过换液口螺旋连接有密封塞8;利于打开或闭合密封塞8,方便进行更换冷却液使用。
[0026]
本实用新型的工作原理及使用流程:利用浇铸斗14配合浇铸通道15进行浇铸,利用进水接头12进行连接外界的进水管,利用出水接头13进行连接外界的排水管,使用散热水管11进行初步散热,并且,散热片10与散热水管11均呈螺旋状设置,且散热片10与散热水管11的连接位置处设有导热硅脂,使得散热水管11上的热量更有效的传导到散热片10上,缓解了散热水管11单独的散热能力,进一步的,散热片10与超薄热管9连接,超薄热管9在散热时配合散热片10使用,更有效的将热量传递至冷却仓7内,利用冷却仓7内的冷却液进行冷却。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1