一种智能浇注系统的制作方法
[0001]
本实用新型属于金属铸造技术领域,具体涉及一种智能浇注系统。
背景技术:
[0002]
现有技术中,铁水浇注过程全依靠人工控制,在浇注时通过铁水浇注机械将铁水注入砂箱内的模型内,待冷却后凝固获得铸件,人工控制经常容易漏加合金,合金加入量不足或超重等问题,并且人工浇注,生产效率低,高温提水,增加了工人的风险。
技术实现要素:
[0003]
为了解决现有技术中的问题,本实用新型公开一种智能浇注系统,包括上层的铁水加注单元、孕育剂加注单元,与下层的运输单元、浇注单元,所述铁水加注单元贯穿嵌设在隔挡板上,所述孕育剂加注单元固定在隔挡板上端,下层的地面上铺设有轨道,所述轨道对应经过铁水加注单元的出口下端、孕育剂加注单元出口下端直至浇注单元,运输单元通过轨道将铁水运输至浇注单元;还包括plc控制系统,所述铁水加注单元通过伸缩缸驱动自动加注铁水,所述孕育剂加注单元通过自动加料器加孕育剂,所述运输单元上设有压力传感器用于称重,还设有翻转电机用于倾倒铁水,还设有驱动电机驱动运输,所述plc控制系统分别与伸缩缸、自动加料器、压力传感器、翻转电机、驱动电机的电路接口电性连接。
[0004]
进一步,所述运输单元包括浇注小车,所述浇注小车下设有与轨道对应的滚轮,所述滚轮通过驱动电机驱动,所述滚轮可转动的固定在浇注小车底部的支板下,所述支板的上端固设有压力传感器,所述压力传感器上固定支撑有浇注包翻转架,所浇注包翻转架内架设有一浇注包,所述浇注包翻转架上设有一翻转电机,所述翻转电机的输出轴与浇注包齿合连动。
[0005]
进一步,所述驱动电机上设有制动片。
[0006]
进一步,隔挡板的下端对应孕育剂加注单元位置固设有一搅拌驱动,所述搅拌驱动的驱动轴上固设有搅拌拨差,所述搅拌驱动与plc控制系统电性连接。
[0007]
进一步,所述孕育剂加注单元包括孕育剂自动加料器,所述孕育剂自动加料器固定在隔板的上端,所述孕育剂自动加料器包括孕育剂下料管道,所述孕育剂下料管道贯穿隔板通入下层对应到轨道上端。
[0008]
进一步,孕育剂下料管道上设置有流量传感器,所述流量传感器与plc控制系统电性连接。
[0009]
进一步,所述铁水加注单元包括固定在隔挡板下端的铁水包,铁水包底部设有铁水出口,铁水出口对应与轨道上端;还包括铁水包自动加注机构,所述自动加注机构包括伸缩缸,所述伸缩缸通过耳板固定在隔挡板的下端,伸缩缸的伸缩轴贯穿隔挡板,伸缩轴上铰接设有一连接杆,隔挡板上对应连接杆的前端固设有一支架,所述连杆穿过支架与支架通过轴铰接,所述连接杆的另一端铰设有一塞杆,所述塞杆伸入铁水包内对应可堵塞铁水包的底部设有铁水出口,所述隔挡板上对应塞杆一侧还固设有一限位夹,所述限位夹的夹头
与塞杆对应抵靠。
[0010]
进一步,所述浇注单元包括浇注机头和钢壳,所述浇注小车上浇注包的高度与钢壳高度一致。
[0011]
有益效果:
[0012]
通过设置plc控制系统,plc控制系统通过分别与控制铁水包自动加料的伸缩缸、控制孕育剂量的自动加料器、控制浇注包内铁水质量的压力传感器、控制浇注包浇注的翻转电机、以及控制浇注小车移动的驱动电机电性连接控制,实现了浇注系统智能化,自动控制,提升了生产效率。由于智能控制,提高了产品的合格率,提升了产品的质量,降低了生产成本,减少了人工使用量,使用自动搅拌拨差解决了孕育剂熔化不完全的问题。
附图说明
[0013]
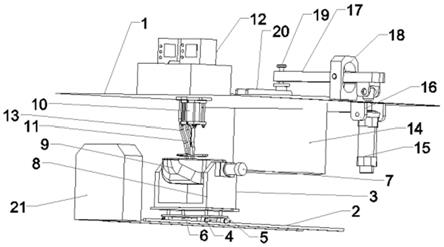
图1是本实用新型实施例的整体结构示意图;
[0014]
图2是本实用新型实施例的整体结构示意图;
[0015]
图3是本实用新型实施例的压紧驱动装置的结构示意图;
[0016]
图4是本实用新型浇注包的结构示意图;
[0017]
图5是本实用新型拨差的整体结构示意图。
[0018]
1.隔挡板,2.轨道,3.浇注小车,4.滚轮,5.支板,6.压力传感器,7.翻转电机,8.浇注包翻转架,9.浇注包,10.搅拌驱动,11.搅拌拨差,12.孕育剂自动加料器,13.孕育剂下料管道,14.铁水包,15.伸缩缸,16.耳板,17.连接杆,18.支架,19.塞杆,20.限位夹,21.浇注机头,22.钢壳。
具体实施方式
[0019]
一种智能浇注系统,如图1-5所示,包括上层的铁水加注单元、孕育剂加注单元,与下层的运输单元、浇注单元。
[0020]
所述铁水加注单元贯穿嵌设在隔挡板1上,所述铁水加注单元包括固定在隔挡板1下端的铁水包14,铁水包14底部设有铁水出口,铁水出口对应与轨道2上端;还包括铁水包自动加注机构,所述自动加注机构包括伸缩缸15,所述伸缩缸15通过耳板16固定在隔挡板1的下端,伸缩缸15的伸缩轴贯穿隔挡板1,伸缩轴上铰接设有一连接杆17,隔挡板1上对应连接杆17的前端固设有一支架18,所述连杆穿过支架18与支架18通过轴铰接,所述连接杆17的另一端铰设有一塞杆19,所述塞杆19伸入铁水包14内对应可堵塞铁水包14的底部设有铁水出口,所述隔挡板1上对应塞杆19一侧还固设有一限位夹20,所述限位夹20的夹头与塞杆19对应抵靠。
[0021]
所述孕育剂加注单元固定在隔挡板1上端,所述孕育剂加注单元包括孕育剂自动加料器12,所述孕育剂自动加料器12固定在隔板的上端,所述孕育剂自动加料器12包括孕育剂下料管道13,所述孕育剂下料管道13贯穿隔板通入下层对应到轨道2上端,孕育剂下料管道13上设置有流量传感器。
[0022]
隔挡板1下层的地面上铺设有轨道2,所述轨道2对应经过铁水加注单元的出口下端、孕育剂加注单元出口下端直至浇注单元,运输单元通过轨道2将铁水运输至浇注单元。
[0023]
所述运输单元包括浇注小车3,所述浇注小车3下设有与轨道2对应的滚轮4,所述
滚轮4通过驱动电机(图中未示出)驱动,所述驱动电机上设有制动片(图中未示出),所述滚轮4可转动的固定在浇注小车3底部的支板5下,所述支板5的上端固设有压力传感器6,所述压力传感器6上固定支撑有浇注包翻转架8,所浇注包翻转架8内架设有一浇注包9,所述浇注包翻转架8上设有一翻转电机7,所述翻转电机7的输出轴与浇注包9齿合连动。
[0024]
还包括plc控制系统(图中未示出),所述铁水加注单元通过伸缩缸15驱动自动加注铁水,所述孕育剂加注单元通过自动加料器12加孕育剂,所述运输单元上设有压力传感器6用于称重,还设有翻转电机7用于倾倒铁水,还设有驱动电机驱动运输,所述plc控制系统分别与伸缩缸15、自动加料器12、压力传感器6、翻转电机7、驱动电机的电路接口电性连接。浇注小车3接完铁水后,压力传感器6将重量信息传递给plc控制系统,plc控制系统根据铁水重量,计算出需要加入孕育剂的重量,并将信息传递给孕育剂自动加料器12,孕育剂自动加料器12根据所需孕育剂下料,孕育剂下料管道13上设置有流量传感器,如果检测不到孕育剂流过,自动报警,并立刻停机,防止未加孕育剂造成金相不合格。
[0025]
具体实施时,所述浇注小车3下设有与轨道2对应的滚轮4,所述滚轮4通过驱动电机驱动,滚轮4带动浇注小车3可以在轨道2上移动,接铁水时,通过plc控制系统给驱动电机发出信号,指定驱动电机带动浇注小车3移动指定距离到铁水包14下边,铁水包14底部设有铁水出口,铁水出口对应与轨道2上端,铁水包14上设有自动加注机构,所述自动加注机构包括伸缩缸15,所述伸缩缸15通过耳板16固定在隔挡板1的下端,伸缩缸15的伸缩轴贯穿隔挡板1,伸缩轴上铰接设有一连接杆17,隔挡板1上对应连接杆17的前端固设有一支架18,所述连杆穿过支架18与支架18通过轴铰接,所述连接杆17的另一端铰设有一塞杆19,所述塞杆19伸入铁水包14内对应可堵塞铁水包14的底部设有铁水出口,所述隔挡板1上对应塞杆19一侧还固设有一限位夹20,所述限位夹20的夹头与塞杆19对应抵靠,保证塞杆19在竖直方向上移动,不会左右晃动,plc控制系统通过与伸缩缸15电性连接可以给伸缩杆发出电信号控制伸缩缸15的伸缩,浇注小车3到铁水包14下边后,plc控制系统发出信号控制伸缩缸15的伸缩杆收缩,塞杆19向上移动,铁水从铁水出口流入下方浇注小车3的浇注包9内,浇注小车3的滚轮4可转动的固定在浇注小车3底部的支板5下,所述支板5的上端固设有压力传感器6,压力传感器6可以将重量信息实时传递给plc控制系统,plc控制系统设定的铁水重量,在将要达到设定值时给伸缩杆发出信号,使得伸缩杆向上伸出,带动塞杆19堵塞铁水出口,铁水加注完成后,plc控制系统给驱动电机发出信号,指定驱动电机带动浇注小车3移动指定距离到孕育剂自动加料器12下边,根据最终压力传感器6反馈的重量信息计算出需要加入孕育剂的重量,并将信息传递给孕育剂自动加料器12,孕育剂自动加料器12根据所需孕育剂下料。所述流量传感器与plc控制系统电性连接,如果检测不到孕育剂流过,自动报警,并立刻停机。
[0026]
隔挡板1的下端对应孕育剂加注单元位置固设有一搅拌驱动10,所述搅拌驱动10的驱动轴上固设有搅拌拨差11,所述搅拌驱动10与plc控制系统电性连接。搅拌驱动10选用油缸、气缸带动拨叉机构上下运动,选用电机带动拨叉转动,油缸、气缸及电机的外壳须耐高温,拨叉半径不可过大,电机转速须控制在60-80r/min,防止铁水飞溅,孕育剂加入后,通过plc控制系统驱动搅铁水油缸(气缸)动作,推动拨叉,上下运动两次,充分融化孕育剂。搅动铁水的油缸(气缸)末端设有缓冲带,并安装有调速阀,限制活塞杆19的速度,不可过于猛烈,防止铁水飞溅。搅拌完成后,搅拌拨差11上移,plc控制系统给驱动电机发出信号,指定
驱动电机带动浇注小车3移动指定距离到浇注机头21附近,浇注小车3上上固定支撑有浇注包翻转架8,所浇注包翻转架8内架设有一浇注包9,所述浇注小车3上浇注包9的高度与浇注机头21上的钢壳22高度一致,所述浇注包翻转架8上设有一翻转电机7,所述翻转电机7的输出轴与浇注包9齿合连动,通过plc控制系统给翻转电机7发出信号,翻转电机7带自动刹车功能,当接满铁水,加完孕育剂,搅动均匀后,浇注小车3移动到浇注机头21附近,将浇注包9深入钢壳22,然后翻转电机7带动浇注包9旋转,进行离心浇注,翻转的角度由plc控制系统传感器控制,到达位置后,停止旋转,浇注完后,翻转电机7将浇注包9摆正,回到铁水包14下方,重新接铁水。
[0027]
值得说明的是,上述仅是本实用新型的实施例,可以理解是在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型获得其他实施例,其他实施例如在本实用新型权利要求范围的前提下也应当是本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1