新能源电机轴外圆磨快速装夹工装的制作方法
[0001]
本实用新型涉及一种新能源电机轴外圆磨快速装夹工装。
背景技术:
[0002]
目前新能源电机轴在进行外圆磨削时,常采用鸡心夹对工件进行夹持,然后安装在外圆床进行磨削,在使用鸡心夹夹持时,使用内六角顶丝进行夹紧,此种方式不仅容易夹伤工件,夹持也不牢靠,而且装夹效率低,操作繁琐。
技术实现要素:
[0003]
本实用新型的目的在于,解决上述现有所存在的问题,提供一种效率高的、操作简单、减少夹伤的一种新能源电机轴外圆磨快速装夹工装。
[0004]
本实用新型是通过下述技术方案实现:夹具体上设有均布的孔,孔的前部分为盲孔,后部分为螺纹孔,盲孔与夹具体内圆相贯,盲孔内安装有滚珠,使滚珠位于盲孔与夹具体内圆相贯处,压簧压在滚珠上,并通过顶丝与夹具体的螺纹孔连接,夹具体外压装封装套,二者过盈配合,封装套与驱动摆臂通过螺纹连接。
[0005]
本实用新型的优点在于,使用原有装夹方法时,每支工件装夹时间约为5s,而且操作繁琐,常常在工件表面出现夹伤造成产品报废,而使用了本实用新型外圆磨快速装夹工装后,每支工件装夹时间缩短为1s,而且操作简单,装夹可靠,同时不会在工件表面留有夹伤等缺陷,大大提供了生产效率及产品质量。
附图说明
[0006]
图1为本实用新型示意图;
[0007]
图2为本实用新型总成剖面图;
[0008]
图3为本实用新型夹具体剖面图
[0009]
图4为图3左视图
[0010]
图5为本实用新型封装套主视图。
具体实施方式
[0011]
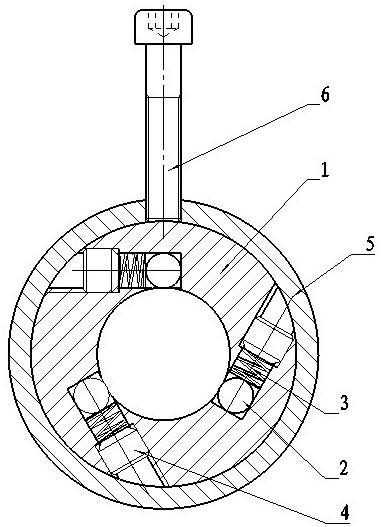
以下结合附图进行详细说明:如图所示,夹具体1上设有均布的孔,孔的前部分为盲孔1-2,后部分为螺纹孔1-1,盲孔1-2与夹具体1内圆相贯,盲孔1-2内安装有滚珠2,使滚珠2位于盲孔1-2与夹具体1内圆相贯处,压簧3压在滚珠2上,并通过顶丝4与夹具体1的螺纹孔1-1连接,夹具体1外压装封装套5,二者过盈配合,封装套与驱动摆臂通过螺纹连接,工件7插入夹具体内孔后与滚珠2 接触。
[0012]
使用时,工件7单向旋转插入夹具体1内孔,同时与滚珠2接触,滚珠2受力挤压弹簧3同时发生位移,工件7得以插入,驱动摆臂6与磨床头架拨杆垂直接触,形成十字。当磨床启动,磨床头架拨杆旋转,带动处于十字相交处的驱动摆臂6旋转,随之夹具体1开始旋转,但
此时滚珠2单方向自锁,同时滚珠2夹紧工件7,工件7随之旋转。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1