一种磨削薄壁外锥的夹具的制作方法
[0001]
本公开涉及工程机械领域,具体地,涉及一种磨削薄壁外锥的夹具。
背景技术:
[0002]
高效率的外锥检测对于提高生产效率十分重要,对比测量是现场生产中比较常见的高效率检测方法,该方法中校准检具的零件精度最为关键。典型的高精度薄壁零件在进行外锥磨削时需避免径向装夹,常用方法是用磁盘装夹,或用三爪装夹设计工艺部分,或用心轴装夹,但是由于属于薄壁件,零件磨削后始终变形较大,无法满足精度要求。
技术实现要素:
[0003]
本公开的目的是提供一种磨削薄壁外锥的夹具,解决现有装夹夹具在零件磨削后变形较大,无法满足精度要求的技术问题。
[0004]
为了实现上述目的,本实用新型公开以下技术方案:
[0005]
一种磨削薄壁外锥的夹具,用于夹紧具有外锥面特征的齿环类零件,包括心轴,所述的心轴包括沿轴向设置定位端和螺纹端,在所述的定位端的轴向上部窄缩形成有圆环形的台阶,所述的台阶用于对零件进行预定位;
[0006]
在所述的螺纹端轴向方向上依次还套设有定位板和压板,所述的定位板压在零件上并沿心轴的径向方向上对零件进行再定位,所述的压板压在定位板上并沿心轴的轴向方向上对零件进行压紧;
[0007]
所述的定位板中心设置用于套在所述螺纹端的中间孔,所述中间孔的直径大于所述螺纹端的轴径;
[0008]
所述的定位端上设置用于外锥磨削过程中切削液的流过的凹槽;
[0009]
所述的定位板和压板上均根据零件的锥度设置防撞刀斜面。
[0010]
进一步的,所述的定位板上设置定位台,用于压紧零件,所述的定位台的防撞刀斜面为第二斜面。
[0011]
更进一步的,所述的压板上的防撞刀斜面为第三斜面。
[0012]
具体的,所述的定位板上沿直径方向上设置圆弧形凸起,所述的凸起的延伸线过定位板的中心。
[0013]
具体的,所述的定位端上设有减轻心轴重量的第一减重孔,所述的定位板上还均匀布设第二减重孔,所述的压板上设置第三减重孔。
[0014]
优选的,所述的第一减重孔的数量为6个,所述的第二减重孔的数量为4个。
[0015]
进一步的,所述的螺纹端包括光轴部位和螺纹部分,所述的定位板和压板套设在光轴部位。
[0016]
进一步的,还设置螺母进行固定,所述的螺母安装在螺纹端的螺纹部分上。
[0017]
所述的心轴沿轴向与螺纹端相对方向上还设置手柄端。
[0018]
可选的,所述的定位端上的凹槽设有第一斜面。
[0019]
本实用新型与现有技术相比具有以下的有益效果:
[0020]
本实用新型的磨削薄壁外锥的夹具能避免对零件径向装夹,控制变形范围,提高了外锥尺寸精度和表面光洁度,也提高了一次磨削外锥的成品率,能进行充分冷却,保证零件精度要求。
附图说明
[0021]
附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
[0022]
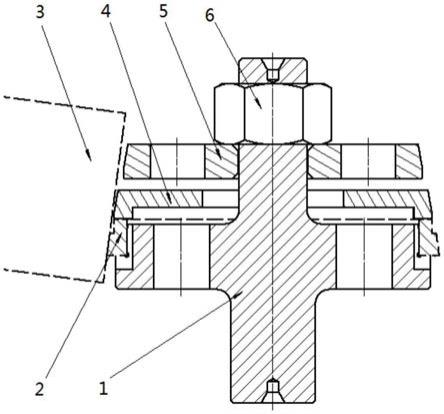
图1为磨削薄壁外锥的夹具的装配图;
[0023]
图2为心轴的立体结构示意图;
[0024]
图3为心轴的剖视图;
[0025]
图4为定位板立体结构示意图;
[0026]
图5为定位板侧剖视图;
[0027]
图6为压板结构示意图。
[0028]
图中各标号表示为:
[0029]
1、心轴;11、定位端;12、台阶;13、凹槽;14、第一减重孔;15、螺纹端;16、手柄端;17、第一斜面;2、零件;3、砂轮;4、定位板;41、定位台;42、第二斜面;43、凸起;44、第二减重孔;5、压板;51、第三斜面;52、第三减重孔;6、螺母。
具体实施方式
[0030]
需要说明,本实用新型在进行方位描述时,术语“上端”、“下端”、等指示的方位或位置关系仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作。如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0031]
本实用新型的心轴1的定位端11的形状为圆盘形,螺纹端15和手柄端16的形状为圆柱形,可一体成型,也可拼接组成。
[0032]
以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
[0033]
结合图1-6,本实施例公开了一种磨削薄壁外锥的夹具,用于夹紧具有外锥面特征的齿环类零件,包括心轴1,心轴1包括沿轴向设置定位端11和螺纹端15,在定位端11的轴向上部窄缩形成有圆环形的台阶12,台阶12用于对零件2进行预定位;此时,零件2与心轴1为小间隙配合,小间隙配合0.005mm以下,提高定位精度,防止零件2变形。
[0034]
在螺纹端15轴向方向上依次还套设有定位板4和压板5,定位板4压在零件2上并沿心轴1的径向方向上对零件2进行再定位,压板5压在定位板4上并沿心轴1的轴向方向上对零件2进行压紧;主要是减少约束,防止过定位,提高定位精度。
[0035]
定位板4中心设置用于套在所述螺纹端15的中间孔,中间孔的直径大于螺纹端15的轴径;这样定位板4便可径向进行微调。
[0036]
定位端11上设置用于外锥磨削过程中切削液的流过的凹槽13;切削液对零件2的端面和内孔进行冷却,防止零件2散热不充分导致热变形进而与心轴1卡死,影响零件2的精度。定位端11的端面还可用于心轴1进行找正。
[0037]
定位板4和压板5上均根据零件2的锥度设置防撞刀斜面。
[0038]
在本实施例中,定位板4上设置定位台41,用于压紧零件2,定位台41的防撞刀斜面为第二斜面42。更进一步的,压板5上的防撞刀斜面为第三斜面51。
[0039]
为了保证砂轮3的正常轴向移动磨削,第二斜面42和第三斜面51的角度a均是根据零件2的锥度进行相应的设计。
[0040]
具体的,定位板4上沿直径方向上设置圆弧形凸起43,凸起43的延伸线过定位板4的中心。凸起43的作用是减少零件2所约束的自由度,防止过定位造成的定位误差。
[0041]
为了夹具的稳定性和耐用性,定位端11上设有减轻心轴1重量的第一减重孔14,定位板4上还均匀布设第二减重孔44。压板5上同样也设置第三减重孔52,此外,第一减重孔14还可用于流出切削液。
[0042]
优选的,第一减重孔14的数量为6个,第二减重孔44的数量为4个,减重孔的形状可以为圆形。
[0043]
进一步的,螺纹端15包括光轴部位和螺纹部分,定位板4和压板5套设在光轴部位,进行粗定位。
[0044]
本夹具还设置螺母6进行固定,螺母6安装在螺纹端15的螺纹部分上。
[0045]
心轴1沿轴向与螺纹端15相对方向上还设置手柄端16,螺纹端15和手柄端16位于定位端11两侧,手柄端16方便拿取,装卸。优选的,螺纹端15和手柄端16的外端面设置有与外部的60度顶尖相配合固定中心孔。
[0046]
在本公开的另一实施例中,定位端11上的凹槽13可选择性的设有第一斜面17,第一斜面17的设置适用于粘性较大的切削液,角度β自定,例如可选择0~15度,此时,黏性较大的切削液可从第一斜面17流出。
[0047]
综上,本实用新型的磨削薄壁外锥的夹具的工作过程为:
[0048]
使用时,先将心轴1竖直放在工作台上,螺纹部分朝上,将零件2装在心轴1上,由于是微小间隙配合,所以安装时应轻轻旋转安装,不可硬装,然后安装定位板4,定位台41朝下,再安装压板5,第三斜面51按斜面角度朝小的方向朝上安装,最后用螺母6压紧。给心轴1柄部安装夹箍之后,将夹具整体装在两顶尖外圆磨床上,用百分表检测t面跳动,端面跳动符合要求后即可开始进行磨削。
[0049]
通过本实用新型的夹具,可以保证切削液几乎全方位对零件2冷却,降低热变形可能性,零件2直径方向受力小,微小间隙配合减小零件2的变形空间,砂轮3可以轴向移动磨削,提高了外锥尺寸精度和表面光洁度,最终保证零件2的精度,也提高了一次磨削外锥的成品率。
[0050]
以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
[0051]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
[0052]
此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1