一种轮毂模具铁水快速浇铸装置的制作方法
[0001]
本实用新型涉及汽车配件加工技术领域,具体为一种轮毂模具铁水快速浇铸装置。
背景技术:
[0002]
轮毂是装在轮胎内的,且通过立柱连接的轮芯旋转部分,即支撑轮胎的中心装在轴上的金属部件。汽车的轮毂通过浇铸铁水而一体成型,使其整体结构稳固。轮毂模具在浇筑时,往往只有一个铁水流口,其流满模具内持续时间较长,且易出现薄厚不均匀,影响轮毂的成型。鉴于此,我们提出一种轮毂模具铁水快速浇铸装置。
技术实现要素:
[0003]
本实用新型的目的在于提供一种轮毂模具铁水快速浇铸装置,以解决上述背景技术中提出的问题。
[0004]
为实现上述目的,本实用新型提供如下技术方案:
[0005]
一种轮毂模具铁水快速浇铸装置,包括呈圆环柱结构的浇铸模,所述浇铸模的内部放置有成型模,所述浇铸模的顶端卡接有封盖,所述浇铸模的内底部中心设有限位台和底盘,所述成型模呈圆柱体结构且外径小于所述浇铸模的内径,所述成型模的高度小于所述浇铸模的内高,所述成型模的底面中心开设有与所述限位台卡接的内腔,所述成型模的顶面中心开设有成型槽,所述成型槽中心的圆槽内中心设有浇铸流道,所述浇铸流道的内部为中空结构且顶端开口,所述浇铸流道的外侧且与所述成型模顶面齐平处开设有若干流口,每个所述流口与其中一个所述成型槽处于同一竖面上,所述浇铸流道的内部设有向上凸起的圆弧台,所述圆弧台的底边缘与所述流口的底部齐平,所述封盖的顶面中心开设有通孔,所述浇铸流道穿过所述通孔,所述浇铸流道的顶端套接有呈喇叭状的浇铸斗。
[0006]
优选的,所述浇铸模和所述成型模均采用耐高温的钢材制成一体成型结构。
[0007]
优选的,所述浇铸流道的顶端外侧设有外螺纹,所述成型模的上方设置有抬杆,所述抬杆的中间段焊接有套环,所述套环的内侧设有螺纹且螺纹与所述外螺纹螺纹连接。
[0008]
优选的,所述封盖的两侧对称焊接有握柄。
[0009]
优选的,所述浇铸斗的底面中心焊接有与所述浇铸流道同外径的限位管,所述限位管的底面焊接有与所述浇铸流道插接的套管。
[0010]
优选的,所述浇铸模和所述成型模之间缝隙处浇铸成型有轮毂本体。
[0011]
与现有技术相比,本实用新型的有益效果:
[0012]
该轮毂模具铁水快速浇铸装置,通过浇铸模和成型模的组合而形成轮毂成型空间,并在成型模的顶部中心设置了浇铸流道,其外侧开设有通向每个成型槽方向的流口,通过将铁水从浇铸流道倒入,从流口同时流出至成型槽中,而同步流满轮毂成型的空间。
附图说明
[0013]
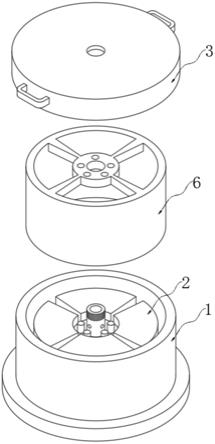
图1为本实用新型的整体组合分解图;
[0014]
图2为本实用新型的整体组合结构示意图;
[0015]
图3为本实用新型的浇铸模和封盖装配分解图;
[0016]
图4为本实用新型的成型模和抬杆装配分解图;
[0017]
图5为本实用新型的成型模的正视角度全剖图;
[0018]
图6为本实用新型的浇铸斗结构示意图。
[0019]
图中各个标号的意义为:
[0020]
1、浇铸模;10、限位台;11、底盘;2、成型模;20、内腔;21、成型槽;22、浇铸流道;23、流口;24、圆弧台;25、外螺纹;3、封盖;30、通孔;31、握柄;4、浇铸斗;40、限位管;41、套管;5、抬杆;50、套环;6、轮毂本体。
具体实施方式
[0021]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0022]
在本实用新型的描述中,需要理解的是,术语“中心”、“中心线”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“深度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制,另外在本实用新型的描述中,“若干”的含义是两个或两个以上,除非另有明确具体的限定。
[0023]
请参阅图1-图6,本实用新型提供一种技术方案:
[0024]
一种轮毂模具铁水快速浇铸装置,包括呈圆环柱结构的浇铸模1,浇铸模1的内部放置有成型模2,浇铸模1的顶端卡接有封盖3。浇铸模1的内底部中心设有限位台10和底盘11,底盘11的外径大于浇铸模1的外径,其利于浇铸模1放置稳定。成型模2呈圆柱体结构且外径小于浇铸模1的内径,成型模2的高度小于浇铸模1的内高,使得成型模2和浇铸模1之间形成空间,即为轮毂本体6所占空间。成型模2的底面中心开设有与限位台10卡接的内腔20,使得成型模2准确居中放置。成型模2的顶面中心开设有成型槽21,即形成轮毂本体6的一部分。成型槽21中心的圆槽内中心设有浇铸流道22,浇铸流道22的内部为中空结构且顶端开口,用于注入铁水。浇铸流道22的外侧且与成型模2顶面齐平处开设有若干流口23,每个流口23与其中一个成型槽21处于同一竖面上,使浇铸流道22内的铁水从每个流口23流入各个对应的成型槽21中,同步成型。浇铸流道22的内部设有向上凸起的圆弧台24,圆弧台24的底边缘与流口23的底部齐平,使得浇铸流道22内的铁水在圆弧台24上不会停留,沿其弧面从流口23快速流出。封盖3的顶面中心开设有通孔30,浇铸流道22穿过通孔30,使其露出,便于倒入铁水。浇铸流道22的顶端套接有呈喇叭状的浇铸斗4,利于倒入铁水而不撒漏。
[0025]
进一步的,浇铸模1和成型模2均采用耐高温的钢材制成一体成型结构,从而经受住铁水的温度而不被熔化,此结构利于轮毂的载体成型。
[0026]
具体的,浇铸流道22的顶端外侧设有外螺纹25,成型模2的上方设置有抬杆5,抬杆5的中间段焊接有套环50,套环50的内侧设有螺纹且螺纹与外螺纹25螺纹连接,通过握着抬杆5抬出成型模2和成型后的轮毂本体6。
[0027]
具体的,封盖3的两侧对称焊接有握柄31,便于人员抓握而搬移封盖3。
[0028]
除此之外,浇铸斗4的底面中心焊接有与浇铸流道22同外径的限位管40,限位管40的底面焊接有与浇铸流道22插接的套管41,使得浇铸斗4放置稳定,浇铸斗4也采用耐高温钢材制成,从而经受住铁水的温度而不被熔化。
[0029]
需要补充的是,浇铸模1和成型模2之间缝隙处浇铸成型有轮毂本体6,即当铁水流满浇铸模1和成型模2之间缝隙后而形成的整体结构。
[0030]
本实用新型的轮毂模具铁水快速浇铸装置在使用时,将成型模2放入到浇铸模1内,并使内腔20套入限位台10中而准确对中,再盖上封盖3,浇铸流道22便穿出通孔30,露在外面,再将浇铸斗4的套管41插入浇铸流道22内稳定放置,此时便可将熔化的铁水倒入浇铸斗4中,而流入浇铸流道22内,并顺着其内部的圆弧台24流向流口23处,而流出至与其对应的成型槽21中,即同步流满浇铸模1和成型模2之间缝隙空间中,直至从浇铸流道22内看到溢进铁水,便说明轮毂本体6易成型,待轮毂本体6冷却后,取下浇铸斗4并抬走封盖3,取出抬杆5旋入到浇铸流道22顶端,便可抬出成型模2和轮毂本体6,由于铁和钢材成分和密度不同而不粘结,通过敲打而取下轮毂本体6即可。
[0031]
以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1