一种用于磨削星型套的上下料装置的制作方法
[0001]
本实用新型涉及自动上下料装置,特别涉及一种用于磨削星型套的上下料装置。
背景技术:
[0002]
球笼也叫做“等速万向节”是轿车传动系统中的重要部件,其作用是将发动机的动力从变速器传递到驱动轮,驱动轿车高速行驶。用于轿车的等速万向节类型很多,其中应用最多的是球笼式等速万向节和三角架式等速万向节,它主要有滑套、三向轴、传动轴、星形套、保持架、钟形壳主要零件组成。由于等速万向节传递繁重的驱动力矩,随受负荷重,传动精度高,需求量很大,又是安全件,因此其主要零件均采用精锻件加工而成。现有处理方式是人工直接将星形套放到工件夹头上,夹紧星形套,当完成磨削后,工件夹头放松,然后人工将星形套取下,在经过几次磨削后就要重新放置星形套毛坯件,而且由于上料架高度高,不利于人工手动摆放,而且由于星形套毛坯件的两端面设置的台阶面的深度不同,在加工时需要将其统一朝向设置摆放,而且还需要将星形套毛坯件的齿沟摆放在底部,这更增加了上料的难度;同时,在批量生产时增加了工人的劳动强度;另外,直径600mm砂轮高速旋转,手动进出加工区,存在极大安全隐患。
技术实现要素:
[0003]
针对现有技术的不足,本实用新型提供一种用于磨削星型套的上下料装置。
[0004]
一种用于磨削星型套的上下料装置,其特征在于:包括机架,在所述机架上安装有上料机构、定位机构和下料机构,所述上料机构包括上料道和上料板,所述上料道的一端设有出料口,所述上料板位于所述上料道内且往复设置在所述上料道的出料口端端部;所述定位机构位于所述上料道的出料口处,所述定位机构包括同轴设置的工件轴和定位轴,所述工件轴转动安装在所述机架上,所述工件轴的外端位于靠近所述出料口处,所述定位轴和工件轴相互靠近,所述定位轴和工件轴分别位于所述出料口的前后两侧,所述定位轴沿其轴方向伸缩设置并靠近或者远离所述工件轴;所述下料机构包括下料板和下料道,所述下料板位于所述出料口处且位于所述出料口和工件轴之间,所述下料板沿所述工件轴的轴向伸缩设置,所述下料道靠近所述工件轴的外端且位于所述工件轴的下侧,所述下料道的进料口朝向所述工件轴。
[0005]
本实用新型的工作原理:星形套在上料道内被上料板送到出料口处的工件轴上,同时下料板与星形套后侧接触,此时下料板和定位轴分别位于星形套的前后两侧,定位轴向工件轴移动,并压住星形套使之卡套到工件轴上,同时下料板随星形套移动,而后定位轴回位,外部砂轮靠近星形套对星形套进行磨削,需要磨削星形套不同位置时,工件轴转动带动星形套旋转,从而磨削星形套圆周上不同的位置;星形套磨削结束后,下料板向外推动星形套,使星形套脱离工件轴并掉落至下料道上,从而完成磨削星形套的上下料。
[0006]
进一步为:所述机架包括倾斜设置的安装板,所述上料道和上料板均位于所述安装板的上侧面上,所述上料道包括固定板和第一滑板,所述固定板固定连接在所述安装板
的中部且与所述安装板垂直设置,所述第一滑板为l型结构,所述第一滑板的下端端部与所述安装板平行设置且留有间隙,所述第一滑板的下端固定连接在所述固定板上,所述第一滑板的上端端部为滑槽结构,所述上料板位于所述间隙内。星形套沿第一滑板的上端端部滑落到间隙内,并在上料板的作用下将星形套移动至工件轴和定位轴之间。
[0007]
进一步为:所述上料板为u型结构,所述上料板的开口朝向设置,所述上料板与所述安装板上装设的第一伸缩机构联动。安装板、上料板和第一滑板的上料板在u型结构处形成u型槽,星形套滑落至间隙内并掉落至所述u型槽内,第一伸缩机构带动上料板移动。
[0008]
进一步为:在所述第一滑板的上端端部设有挡料机构,所述挡料机构包括上挡料气缸和下挡料气缸,所述上挡料气缸和下挡料气缸均固定连接在所述滑槽槽底的外部,所述上挡料气缸和下挡料气缸沿所述滑槽的长方向并列设置,所述上挡料气缸和下挡料气缸的伸缩杆穿过所述滑槽的槽底并延伸在所述滑槽内。通过挡料机构控制星形套一个一个进入所述间隙。
[0009]
进一步为:所述下料板为条形板且与所述安装板平行设置,所述下料板的下端端部为u型结构,所述工件轴位于所述下料板的u型结构内,所述下料板的上端与第二伸缩结构联动。上料板带动星形套移动至下料板处,下料板托住星形套,并在第二伸缩结构的带动下,当星形套需要套设在工件轴上时,下料板随星形套移动,当需要从工件轴上拨下星形套时,第二伸缩机构带动下料板反向移动,从而将星形套从工件轴上推下。
[0010]
进一步为:所述下料道为u型结构并通过固定座固定在所述机架上。
[0011]
进一步为:在所述定位轴上靠近所述工件轴的一端固定连接有压料块,所述定位轴的另一端与第三伸缩机构联动。
[0012]
进一步为:在所述工件轴上靠近所述定位轴的一端固设有工件夹头,所述工件轴的另一端与驱动机构联动,星形套卡套在所述工件夹头上。
[0013]
本实用新型的有益效果:通过上料机构、定位机构和下料机构间的配合实现了星形套的上料自动化,提高了生产效率,节省了人工,为零件的流水线加工提供了保证;安装板倾斜设置,使得星形套从上料道上滑落进u型槽时,先接触安装板然后沿安装板滑落到上料板上,从而避免星形套损坏,另外,下料板也倾斜设置,使得磨削好的星形套脱离工件轴时沿下料板滑到下料道内,防止磨削好的星形套磕损;上料机构、定位机构和下料机构结构简单紧凑,星形套的移动过程简单,安装板的倾斜设置及配合上料板的u型结构,使得星形套摆正位置,便于后续的定位和磨削。
附图说明
[0014]
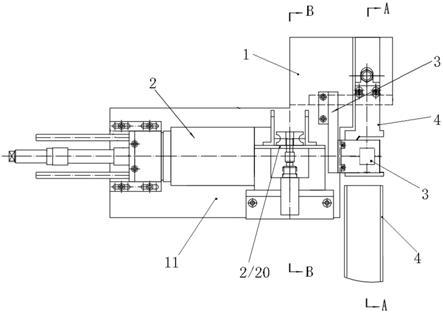
图1为本实用新型的结构示意图;
[0015]
图2为图1中本实用新型的a-a剖视结构示意图;
[0016]
图3为图1中本实用新型的b-b剖视结构示意图;
[0017]
图4为图3中本实用新型的c-c剖视结构示意图;
[0018]
图5为本实用新型、星形套和磨削砂轮的位置效果图。
[0019]
图中,1、机架;11、安装板;2、上料机构;21、上料道;22、挡料机构;221、上挡料气缸;222、下挡料气缸;23、固定板;24、上料板;25、第一伸缩机构;3、定位机构;31、工件轴;32、定位轴;33、压料块;34、第三伸缩机构;35、l型固定臂;4、下料机构;41、下料板;42、下料
道;43、第二伸缩机构;44、固定座;5、星形套;6、磨削砂轮。
具体实施方式
[0020]
下面结合附图对本实用新型做详细说明。需要说明的是,本实用新型实例中的左、中、右、上、下等方位用语,仅是互为相对概念或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
[0021]
一种用于磨削星型套的上下料装置,如图1和图2所示,包括机架1,在所述机架1上安装有上料机构2、定位机构3和下料机构4,所述上料机构2包括上料道21和上料板24,所述上料道21的一端设有出料口,所述上料板24位于所述上料道21内且往复设置在所述上料道21的出料口端端部;所述定位机构3位于所述上料道21的出料口处,所述定位机构3包括同轴设置的工件轴31和定位轴32,所述工件轴31转动安装在所述机架1上,所述工件轴31的外端位于靠近所述出料口处,所述定位轴32和工件轴31相互靠近,所述定位轴32和工件轴31分别位于所述出料口的前后两侧,所述定位轴32沿其轴方向伸缩设置并靠近或者远离所述工件轴31;所述下料机构4包括下料板41和下料道42,所述下料板41位于所述出料口处且位于所述出料口和工件轴31之间,所述下料板41沿所述工件轴31的轴向伸缩设置,所述下料道41靠近所述工件轴31的外端且位于所述工件轴31的下侧,所述下料道42的进料口朝向所述工件轴31。
[0022]
其中,结合图3和图4所示,所述机架1包括倾斜设置的安装板11,所述上料道21和上料板24均位于所述安装板11的上侧面上,所述上料道21包括固定板23和第一滑板21,所述固定板23固定连接在所述安装板11的中部且与所述安装板11垂直设置,所述第一滑板21为l型结构,所述第一滑板21的下端端部与所述安装板11平行设置且留有间隙,所述第一滑板21的下端固定连接在所述固定板23上,所述第一滑板21的上端端部为滑槽结构,在第一滑板21的两侧均固定连接有第一挡板,第一滑板和第二挡板组成所示滑槽结构,所述上料板24位于所述间隙内。所述上料板24为u型结构,所述上料板24的开口朝向设置,所述上料板24与所述安装板11上装设的第一伸缩机构25联动,第一伸缩机构25包括第一伸缩气缸,该第一伸缩气缸固定安装在所述安装板11上。在所述第一滑板21的上端端部设有挡料机构22,所述挡料机构22包括上挡料气缸221和下挡料气缸222,所述上挡料气缸221和下挡料气缸222均固定连接在所述滑槽槽底的外部,所述上挡料气缸221和下挡料气缸222沿所述滑槽的长方向并列设置,所述上挡料气缸221和下挡料气缸222的伸缩杆穿过所述滑槽的槽底并延伸在所述滑槽内。
[0023]
另外,所述下料板41为条形板且与所述安装板11平行设置,所述下料板41的下端端部为u型结构,所述工件轴31位于所述下料板41的u型结构内,所述下料板41的上端与第二伸缩结构43联动,第二伸缩机构43包括第二伸缩气缸,该第二伸缩气缸固定安装在所述安装板11上。所述下料道42为u型结构并通过固定座44固定在所述机架1上,下料道为通过第二滑板和第二挡板组成的u型结构。
[0024]
在所述定位轴32上靠近所述工件轴31的一端固定连接有压料块33,所述定位轴32的另一端与第三伸缩机构34联动,所述第三伸缩机构34包括第三伸缩气缸34并通过l型固定臂35固定在所述机架1上。在所述工件轴31上靠近所述定位轴32的一端固设有工件夹头,所述工件轴31的另一端与驱动机构联动。
[0025]
本实用新型的工作原理:结合图5所示,星形套在上料道内被上料板送到出料口处的工件轴上,同时下料板与星形套后侧接触,此时下料板和定位轴分别位于星形套的前后两侧,定位轴向工件轴移动,并压住星形套使之卡套到工件轴上,同时下料板随星形套移动,而后定位轴回位,外部砂轮靠近星形套对星形套进行磨削,需要磨削星形套不同位置时,工件轴转动带动星形套旋转,从而磨削星形套圆周上不同的位置;星形套磨削结束后,下料板向外推动星形套,使星形套脱离工件轴并掉落至下料道上,从而完成磨削星形套的上下料。
[0026]
其中,星形套沿第一滑板的上端端部滑落到间隙内,并在上料板的作用下将星形套移动至工件轴和定位轴之间。安装板、上料板和第一滑板的上料板在u型结构处形成u型槽,星形套滑落至间隙内并掉落至所述u型槽内,第一伸缩机构带动上料板移动。通过挡料机构控制星形套一个一个进入所述间隙。上料板带动星形套移动至下料板处,下料板托住星形套,并在第二伸缩结构的带动下,当星形套需要套设在工件轴上时,下料板随星形套移动,当需要从工件轴上拨下星形套时,第二伸缩机构带动下料板反向移动,从而将星形套从工件轴上推下。
[0027]
以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1