一种转向轴节叉模具的浇注系统的制作方法
1.本实用新型涉及金属铸造领域,具体是一种转向轴节叉模具的浇注系统。
背景技术:
2.目前,汽车转向轴节叉由于结构比较小但是尺寸以及性能要求高,根据现有应用传统使用精密铸造,但是成本高;转向盘输入轴和汽车转向轴节叉头上通孔的同轴度不好,或是间隙过大,都会导致转向盘输入轴和汽车转向轴节叉配合处出现线接触的情况,由于金属间的摩擦系数较小,安装后汽车转向轴节叉和转向盘输入轴之间的摩擦力不够,由于线接触会造成万向节叉单侧受力,受力严重不均,很容易因后期的应力屈服产生预紧力衰减,导致夹不紧,转动方向盘的时候出现滑动、异响,目前对转向轴节叉的需求量大,且属于汽车上的关键零部件,因此,如何快速生产合格汽车转向轴节叉,生产成本低,是本技术领域亟待解决的问题;为了解决上述问题,现提出一种转向轴节叉模具的浇注系统。
技术实现要素:
3.本实用新型的目的就是为了解决上述问题,提出了一种转向轴节叉模具的浇注系统。
4.本实用新型的具体方案是:一种转向轴节叉模具的浇注系统,具有浇口杯,所述浇口杯下方设有横浇道,横浇道的下方左、右两侧对称设有第二层横浇道a,所述左、右两侧的第二层横浇道a靠近浇口杯一侧分别设有第二层横浇道b,且与第二层横浇道b圆滑连接,所述横浇道与左、右两侧的第二层横浇道a通过横浇道压边连接,所述左、右两侧的第二层横浇道a与第二层横浇道b的下方设有五层浇注单元;
5.所述浇注单元包括:冒口、冒口颈、转向轴节叉铸件,所述冒口左、右两侧分别对称设有转向轴节叉铸件,所述冒口与转向轴节叉铸件通过冒口颈连接在一起;
6.所述左、右两侧的第二层横浇道a与第二层横浇道b分别通过直浇道压边a、直浇道压边b与直浇道一连接,直浇道一下端与第一层浇注单元的冒口上端连接; 第一层浇注单元的冒口下端通过直浇道二与第二层浇注单元的冒口上端光滑连接,第二层浇注单元的冒口下端通过直浇道三与第三层浇注单元的冒口上端光滑连接,第三层浇注单元的冒口下端通过直浇道四与第四层浇注单元的冒口上端光滑连接,第四层浇注单元的冒口下端通过直浇道五与第五层浇注单元的冒口上端光滑连接。
7.所述直浇道压边a面积等于直浇道压边b面积。
8.所述第二层横浇道b面积为第二层横浇道a面积的1/2。
9.所述直角道一、直浇道二、直浇道三、直浇道四、直浇道五的截面积从高到低依次减小,以达到每层直浇道层层叠减,实现同时浇铸。
10.所述冒口颈与转向轴节叉铸件连接处呈v型,能实现自动分离,无需打磨。
11.本实用新型的工作原理:金属液体通过浇口杯注入横浇道,并通过横浇道分流进各个支流,并通过直浇道进入各个浇注单元,直浇道的截面积为上大下小的布置方式,通过
逐层递减的直浇道,将金属液体送入各个铸件型腔,达到金属液体同时进入型腔的目的,防止铸件产品之间差异化大的问题,降低产品偏析不良率,同时通过冒口结构有效的防止产品缩松产生砂眼,本系统采用五层结构,铸造产品一批多件,大大提高了生产效率。
12.本实用新型具有以下有益效果:1、冒口颈与铸件呈v型,能实现自动分离,无需打磨;2、同时进水,避免渣砂眼的产生,提高了产品的质量3、批量生产,极大的提高了生产效率。
附图说明
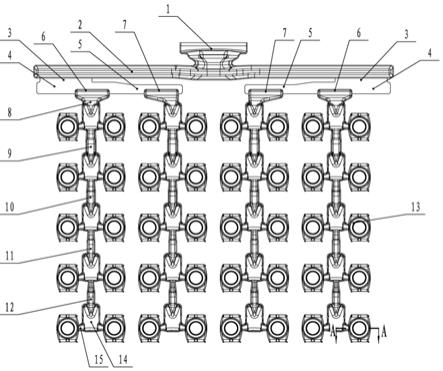
13.图1是本实用新型的主视图;
14.图2是本实用新型的结构图;
15.图3是转向轴节叉铸件的放大结构图;
16.图4是图1的a
‑
a放大剖视图;
17.图中:1
‑
浇口杯, 2
‑
横浇道,3
‑
横浇道压边,4
‑
第二层横浇道a,5
‑
第二层横浇道b,6
‑
直浇道压边a,7
‑
直浇道压边b, 8
‑
直浇道一,9直浇道二,10直浇道三,11
‑
直浇道四,12
‑
直浇道五,13
‑
转向轴节叉铸件,14
‑
冒口,15
‑
冒口颈。
具体实施方式
18.参见图1
‑
4,本实用新型是一种转向轴节叉模具的浇注系统,具有浇口杯1,所述浇口杯1下方设有横浇道2,横浇道2的下方左、右两侧对称设有第二层横浇道a4,所述左、右两侧的第二层横浇道a4靠近浇口杯1一侧分别设有第二层横浇道b5,且与第二层横浇道b5圆滑连接,所述横浇道2与左、右两侧的第二层横浇道a4通过横浇道压边3连接,所述左、右两侧的第二层横浇道a4与第二层横浇道b5的下方设有五层浇注单元;
19.所述浇注单元包括:冒口14、冒口颈12、转向轴节叉铸件13,所述冒口14左、右两侧分别对称设有转向轴节叉铸件13,所述冒口14与转向轴节叉铸件13通过冒口颈15连接在一起;
20.所述左、右两侧的第二层横浇道a4与第二层横浇道b5分别通过直浇道压边a6、直浇道压边b7与直浇道一8连接,直浇道一8下端与第一层浇注单元的冒口14上端连接; 第一层浇注单元的冒口14下端通过直浇道二9与第二层浇注单元的冒口14上端光滑连接,第二层浇注单元的冒口14下端通过直浇道三10与第三层浇注单元的冒口14上端光滑连接,第三层浇注单元的冒口14下端通过直浇道四11与第四层浇注单元的冒口14上端光滑连接,第四层浇注单元的冒口14下端通过直浇道五12与第五层浇注单元的冒口14上端光滑连接。
21.所述直浇道压边a6面积等于直浇道压边b7面积。
22.所述第二层横浇道b5面积为第二层横浇道a4面积的1/2。
23.所述直角道一8、直浇道二9、直浇道三10、直浇道四11、直浇道五12的截面积从高到低依次减小,以达到每层直浇道层层叠减,实现同时浇铸。
24.所述冒口颈15与转向轴节叉铸件13连接处呈v型,能实现自动分离,无需打磨。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1