一种铸件浇铸用模具夹持装置的制作方法
1.本实用新型涉及浇铸,尤其涉及一种铸件浇铸用模具夹持装置。
背景技术:
2.浇铸主要分为砂型铸造和特种铸造2大类。
3.一、普通砂型铸造,利用砂作为铸模材料,又称砂铸,翻砂,包括湿砂型、干砂型和化学硬化砂型3类,但并非所有砂均可用以铸造。好处是成本较低,因为铸模所使用的沙可重复使用;缺点是铸模制作耗时,铸模本身不能被重复使用,须破坏后才能取得成品。砂型芯铸造方法:湿型砂型、树脂自硬砂型、水玻璃砂型、干型和表干型、实型铸造、负压造型;砂芯制造方法:是根据砂芯尺寸、形状、生产批量及具体生产条件进行选择的。在生产中,从总体上可分为手工制芯和机器制芯。
4.二、特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造如熔模铸造、泥型铸造、壳型铸造、负压铸造、实型铸造、陶瓷型铸造等和以金属为主要铸型材料的特种铸造如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等两类。
5.三、金属模铸造法
6.利用熔点较原料高的金属制作铸模。其中细分为重力铸造法、低压铸造法和高压铸造法。受制于铸模的熔点,可被铸造的金属也有所限制。
7.汽车零部件、汽轮机零件、选粉机零件大多数采用普通砂型铸造的方式,这种铸造方式工艺较为成熟,且容易操作,但是铸造过程中由于缺少辅助设备,因此,一次浇铸只能完成一个铸件的铸造,大大地降低了生产效率,增大了企业的成本投入。
技术实现要素:
8.本实用新型提供一种铸件浇铸用模具夹持装置,以解决上述现有技术的不足,提高铸造效率,能够同时进行多个铸件的浇铸,方便铸件的转移,能够有效地辅助夹持模具从而提高成品率,具有较强的实用性。
9.为了实现本实用新型的目的,拟采用以下技术:
10.一种铸件浇铸用模具夹持装置,包括下支撑机构以及设于下支撑机构的夹持机构,下支撑机构包括下支撑体、设于下支撑体内侧的支板若干、设于下支撑体一端的延板以及均设于且连通下支撑体、支板以及延板的导槽;
11.下支撑体呈环形结构,其两端为等直径的半圆弧形结构,且通过两根相互平行的连接板连接两个半圆弧形结构的两端;
12.支板呈等间隔阵列地设于连接板之间;
13.延板设于其中一个半圆弧形结构的外侧壁上;
14.夹持机构的下端装配于导槽内;
15.夹持机构的数量至少为一个。
16.具体地,夹持机构包括装配于导槽内的装配座、设于装配座上端的基板、装配于基
板一侧两端的从动件一对、用于驱动及锁止从动件的驱动机构、设于从动件的横向夹持件、穿于横向夹持件的导杆若干、设于导杆一端的侧夹件以及均穿于导杆且位于横向夹持件外壁的弹簧。
17.具体地,横向夹持件的一端外壁设有l型把手。
18.具体地,基板的一侧设有装配槽一对,从动件装配于装配槽内。
19.具体地,从动件呈凸形结构,且凸出侧上设有齿条。
20.具体地,驱动机构包括设于基板侧壁两端且连通于装配槽的装配孔、设于装配孔内且与齿条啮合的齿轮、装配于齿轮且上端侧壁上带有凸块的转轴、装配于转轴上端的转盘以及设于转盘下表面周侧的锁止杆若干,当驱动机构对从动件进行锁止时,锁止杆插于基板上。
21.具体地,横向夹持件与侧夹件均为l形结构,导杆均匀穿于横向夹持件上。
22.具体地,横向夹持件与侧夹件内侧均设有横向夹持槽与侧夹槽,横向夹持槽与侧夹槽内均设有软质防滑层。
23.上述技术方案的优点在于:
24.1、下支撑机构,主要用于放置多个夹持机构,同时夹持机构能够在下支撑机构上进行运动,从而提高了零部件生产效率;夹持机构用于辅助夹持铸件模具,防止出现模具开裂的现象,同时在浇铸完成后,能够将浇铸完成的模具转移出下支撑机构,进行一下个模具的夹持,其中为了能够稳定地夹持模具将横向夹持件和侧夹件设置为l形结构,同时在横向夹持件和侧夹件内侧均设置了横向夹持槽和侧夹槽,其中横向夹持件和侧夹件能够进行模具的横向夹紧操作,从而防止模具出现开裂的现象,另一方面通过横向夹持件带动侧夹件对模具实现纵向夹紧操作,从而使得模具稳定的置于夹持机构上,而横向夹持件通过齿条和齿轮联动的方式对模具进行夹紧,方便操作,在夹持完成后通过锁止杆插于基板上对齿条和齿轮的位置进行锁止;
25.2、本实用新型提高铸造效率,能够同时进行多个铸件的浇铸,方便铸件的转移,能够有效地辅助夹持模具从而提高相关铸件零件的成品率,具有较强的实用性。
附图说明
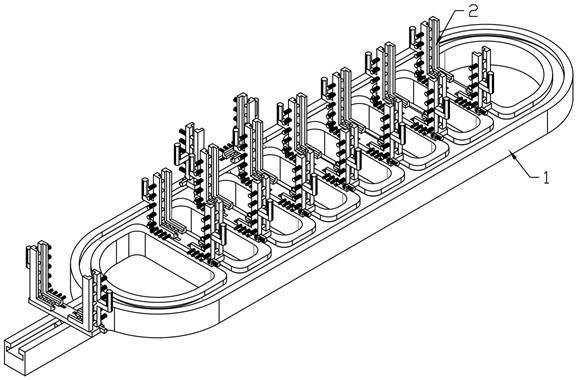
26.图1示出了本实用新型立体结构图。
27.图2示出了下支撑机构立体结构图。
28.图3示出了夹持机构立体结构图。
29.图4示出了夹持机构立体结构图。
30.图5示出了a处局部放大图。
具体实施方式
31.为了使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型做进一步的详细描述。
32.如图1
‑
图5所示,一种铸件浇铸用模具夹持装置,包括下支撑机构1以及设于下支撑机构1的夹持机构2,下支撑机构1包括下支撑体10、设于下支撑体10内侧的支板11若干、设于下支撑体10一端的延板12以及均设于且连通下支撑体10、支板11以及延板12的导槽
13。
33.下支撑体10呈环形结构,其两端为等直径的半圆弧形结构,且通过两根相互平行的连接板连接两个半圆弧形结构的两端,支板11呈等间隔阵列地设于连接板之间,延板12设于其中一个半圆弧形结构的外侧壁上,夹持机构2的下端装配于导槽13内,夹持机构2的数量至少为一个。
34.夹持机构2包括装配于导槽13内的装配座20、设于装配座20上端的基板21、装配于基板21一侧两端的从动件22一对、用于驱动及锁止从动件22的驱动机构28、设于从动件22的横向夹持件23、穿于横向夹持件23的导杆24若干、设于导杆24一端的侧夹件26以及均穿于导杆24且位于横向夹持件23外壁的弹簧25。横向夹持件23的一端外壁设有l型把手。基板21的一侧设有装配槽210一对,从动件22装配于装配槽210内。从动件22呈凸形结构,且凸出侧上设有齿条220。横向夹持件23与侧夹件26均为l形结构,导杆24均匀穿于横向夹持件23上。横向夹持件23与侧夹件26内侧均设有横向夹持槽230与侧夹槽260,横向夹持槽230与侧夹槽260内均设有软质防滑层。
35.驱动机构28包括设于基板21侧壁两端且连通于装配槽210的装配孔211、设于装配孔211内且与齿条220啮合的齿轮280、装配于齿轮280且上端侧壁上带有凸块的转轴281、装配于转轴281上端的转盘282以及设于转盘282下表面周侧的锁止杆283若干,当驱动机构28对从动件22进行锁止时,锁止杆283插于基板21上。
36.具体实施方式如下所述:
37.将模具置于横向夹持件23与侧夹件26之间,由于模具置于横向夹持件23与侧夹件26之间导致弹簧25被压缩,从而完成模具的横向夹紧;
38.转动两个转盘282使得齿轮280作用于齿条220,最终使得横向夹持件23带动侧夹件26向内运动实现模具的纵向夹紧,带夹紧后,下压转盘282使得转盘282上的锁止杆283插于基板21上,如此操作完成多个模具的夹持操作;
39.将夹持完成的模具从延板12端置于下支撑体10上,通过l形把手27将模具拖至每个支板11处;
40.将带有模具的整个装置转移至浇铸装置下,开始实施浇铸作业,浇铸完成后的模具从延板12转移出下支撑体,并从夹持机构2中取下,如此往复直至所有模具从夹持机构2中取下为止。
41.以上所述仅为本实用新型的优选实施例,并不用于限制本实用新型,显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1