一种自动化浇铸生产线的制作方法
1.本实用新型属于浇铸技术领域,具体涉及一种自动化浇铸生产线。
背景技术:
2.覆膜砂是一种采用优质精选天然砂为砂基,经过特殊性能的树脂覆膜系统及最理想的工艺技术,根据不同用户的技术需求,力求在常温性能、高温性能、溃散性、流动性、铸件表面粗糙度等方面最完美的结合,广泛用于汽车发动机、柴油机、液压件等行业。
3.目前在浇铸时多通过人工搬运砂模进行浇铸,自动化程度较低,同时在进行覆膜砂浇铸时会产生浇铸废气,为防止废气四散影响工人健康多通过设置集气罩对废气进行收集,再通过设置负压风机抽走废气。然而在抽走废气时负压风机始终处于工作状态,不利于节能。
技术实现要素:
4.基于上述背景技术中提到的问题,本实用新型提供了一种自动化浇铸生产线,用于解决目前浇铸时自动化程度较低,同时设备在抽走废气时负压风机始终处于工作状态,不利于节能的问题。
5.本实用新型采用的技术方案如下:
6.一种自动化浇铸生产线,包括运输线和浇铸组件,所述浇铸组件包括浇铸机械手,所述浇铸机械手上安装有浇勺,所述浇铸机械手一侧安装有铁液箱,所述运输线包括第一输送线和第二输送线,所述第一输送线的一端安装有限位机构,另一端安装有第一推送机构,所述第二输送线的一端安装有第二推送机构,所述第一输送线和第二输送线的两端设有第一转移架和第二转移架,所述第一转移架和第二转移架的结构相同,所述第一转移架上安装有集气组件,所述第一输送线包括第一基架,所述第一基架上设有第一滑轨,所述第二输送线的结构与第一输送线的结构相同,所述第一输送线和第二输送线上均滑动安装有输送车,所述输送车包括输送板和安装于输送板底端的第一滚轮,所述第一滚轮与第一滑轨相匹配,所述第一转移架包括第二基架和安装于第二基架上的第二滑轨,所述第二滑轨上设有转移车,所述转移车上安装有与第一滑轨相匹配的第二滑轨,所述转移车底部安装有第二滚轮,所述第二滚轮与第二滑轨相匹配,所述第二基架上安装有第一驱动轴和第二驱动轴,所述第一驱动轴上安装有第一齿轮和第二齿轮,所述第二驱动轴上安装有第三齿轮,所述第一齿轮和第三齿轮之间安装有第一传动链,所述转移车底部安装有第三驱动轴,所述第三驱动柱上安装有第四齿轮,所述第四齿轮与第一传动链啮合,所述第一转移架上安装有第二步进电机,所述第二步进电机的电机轴上安装有驱动齿轮,所述驱动齿轮与第二齿轮之间安装有第二传动链,所述集气组件包括安装架和集气罩,所述集气罩上开设有排气孔,所述排气孔上连接有排气管,所述安装架固定安装于第一转移架上,所述集气罩安装于安装架上,所述安装架上设有铰接座,所述铰接座上穿设有转轴,所述转轴上设有定位杆和从动轮,所述定位杆上设有顶板,所述顶板上安装有触发开关,所述安装架上设有安装
板,所述安装板上安装有第一步进电机,所述第一步进电机的电机轴上安装有驱动轮,所述驱动轮与从动轮之间安装有传动带,所述安装板上安装有控制器,所述控制器与触发开关和第一步进电机连接,所述安装板上安装有第一校正气缸,所述第一校正气缸上安装有第一校正推板。
7.在上述技术方案的基础上,本实用新型还进行了如下改进:
8.进一步,所述第一输送线的一端安装有限位机构,另一端安装有第一推送机构,所述限位机构包括限位架和安装于限位架上的限位顶杆,所述限位顶杆的高度与输送板的高度相对应,所述第二输送线的一端安装有第二推送机构,所述第二推送机构包括推送架,所述推送架上安装有推送气缸,所述推送气缸的高度与输送板的高度相匹配,输送第一推送机构与第二推送机构的结构相同。通过第一推送机构可将第一输送线上的输送车推到转移车上,通过限位机构对推送行程进行限制,通过第二推送机构可将转移车上的输送车推到第二输送线上。
9.进一步,所述第一输送线上架设有砂模校正机构,所述砂模校正机构包括校正架,所述校正架上安装有的丝杆和第三步进电机,所述第三步进电机与丝杆传动连接,所述校正架上滑动安装有第二校正推板,所述第二校正推板与丝杆螺接。第三步进电机带动丝杆转动即可带动第二校正推板移动,从而可在浇铸时对放置于输送车上的砂模进行校正。
10.进一步,所述第二输送线的一端设有操作台,所述操作台的高度与输送车的高度相同。便于在浇铸时将砂模放置于第二输送线上的输送车上。
11.进一步,所述第一滚轮和第二滚轮均为单边铁滚轮。第一滚轮和第二滚轮更与第一滑轨和第二滑轨更好的匹配,可较好的放置脱轨。
12.进一步,所述集气罩的长度与第一转移架的长度相等。浇铸后的模具在第一转移架上移动时可始终处于集气罩内,以便于对废气进行更好的收集。
13.进一步,所述集气罩包括外罩和顶盖,所述顶盖与外罩一体成型,所述顶盖内安装有导流板,所述导流板上安装有隔板,所述隔板上安装有负压风机,所述负压风机与控制器连接。可较好的避免废气溢出,通过负压风机可将废气抽出。
14.进一步,所述导流板倾斜设置于顶盖内。废气可更好的沿导流板流动。
15.本实用新型的有益效果:
16.1、通过第一推送机构和第二推送机构可将第一输送线和第二输送线上的输送车移动;再通过第二步进电机带动第一传动链转动,由于第四齿轮与第一传动链啮合,第一传动链运动时可带动第四齿轮转动使第四齿轮沿第一传动链滚动,从而可带动转移车移动;转移车沿第一转移架移动时第二滑轨可与第一滑轨相对应,从而可使第一输送线上的输送车可转移到转移车上,也是可使转移车上输送车移动到第二输送线上,从而可将砂模进行连续输送;顶板和第一校正气缸的设计可对输送车上的砂模进行定位,再配合浇铸机械手通过浇勺向砂模进行浇灌铁液,可实现自动化浇铸;
17.2、在浇铸时,在定位杆和顶板的作用下对模具进行定位以便于浇铸,浇铸废气上升进入集气罩内,当模具与触发开关接触后控制器根据浇灌铁液所需时长控制第一步进电机和负压风机的运行时间,第一步进电机带动定位杆和顶板上升以便于浇铸完毕后模具的转移,同时负压风机抽走集气罩内的废气,浇灌完毕后负压风机停止,负压风机无需一直运行,同时第一步进电机带动定位杆和顶板回位以便于对下一个模具进行定位。
附图说明
18.本实用新型可以通过附图给出的非限定性实施例进一步说明;
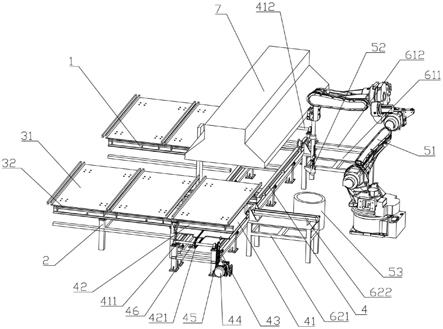
19.图1为本实用新型实施例中一种自动化浇铸生产线的局部结构示意图一;
20.图2为本实用新型实施例中一种自动化浇铸生产线的局部结构示意图二;
21.图3为本实用新型实施例中一种自动化浇铸生产线的局部剖切的结构示意图;
22.图4为本实用新型实施例中一种自动化浇铸生产线的纵截结构示意图;
23.图5为本实用新型实施例中顶板抬起后一种自动化浇铸生产线的纵截构示意图;
24.主要元件符号说明如下:
25.第一输送线1、第二输送线2、输送车3、输送板31、第一滚轮32、第一转移架4、转移车41、第一驱动轴411、第二驱动轴412、第二滑轨42、第一齿轮421、第二齿轮43、第二步进电机44、第二传动链45、第一传动链46、浇铸机械手51、浇勺52、铁液箱53、限位架611、限位顶杆612、推送架621、推送气缸622、集气组件7、安装架71、集气罩72、外罩721、顶盖722、导流板723、隔板724、排气孔725、铰接座73、转轴74、定位杆75、顶板751、触发开关752、安装板76、第一步进电机771、控制器772、驱动轮773、传动带 774、负压风机78、第一校正气缸79、第一校正推板791、校正架81、丝杆82、第二校正推板83、第三步进电机84、第二转移架9、操作台10。
具体实施方式
26.为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明。
27.如图1~5所示,一种自动化浇铸生产线,包括运输线和浇铸组件,浇铸组件包括浇铸机械手51,浇铸机械手51上安装有浇勺52,浇铸机械手51一侧安装有铁液箱53,运输线包括第一输送线1和第二输送线2,第一输送线1的一端安装有限位机构,另一端安装有第一推送机构,第二输送线2的一端安装有第二推送机构,第一输送线1和第二输送线2的两端设有第一转移架4和第二转移架9,第一转移架4和第二转移架9的结构相同,第一转移架4上安装有集气组件7,第一输送线1包括第一基架,第一基架上设有第一滑轨,第二输送线2的结构与第一输送线1的结构相同,第一输送线和第二输送线上均滑动安装有输送车 3,输送车3包括输送板31和安装于输送板31底端的第一滚轮32,第一滚轮32与第一滑轨相匹配,第一转移架4包括第二基架和安装于第二基架上的第二滑轨,第二滑轨上设有转移车41,转移车41上安装有与第一滑轨相匹配的第二滑轨42,转移车41底部安装有第二滚轮,第二滚轮与第二滑轨42相匹配,第二基架上安装有第一驱动轴411和第二驱动轴412,第一驱动轴411上安装有第一齿轮421和第二齿轮43,第二驱动轴412上安装有第三齿轮,第一齿轮421和第三齿轮之间安装有第一传动链46,转移车41底部安装有第三驱动轴,第三驱动柱上安装有第四齿轮,第四齿轮与第一传动链46啮合,第一转移架4上安装有第二步进电机44,第二步进电机44的电机轴上安装有驱动齿轮,驱动齿轮与第二齿轮之间安装有第二传动链45,集气组件7包括安装架71和集气罩72,集气罩72上开设有排气孔725,排气孔725上连接有排气管,安装架71固定安装于第一转移架4上,集气罩72安装于安装架71上,安装架71上设有铰接座73,铰接座73上穿设有转轴74,转轴74上设有定位杆 75和从动轮741,定位杆75上设有顶板751,顶板751上安装有触发开关752,安装架71 上设有安装板76,安装板76上安装有第
一步进电机771,第一步进电机771的电机轴上安装有驱动轮773,驱动轮773与从动轮741之间安装有传动带774,安装板76上安装有控制器772,控制器772与触发开关752和第一步进电机771连接,安装板76上安装有第一校正气缸79,第一校正气缸79上安装有第一校正推板791。
28.具体地,第一输送线1的一端安装有限位机构,另一端安装有第一推送机构,限位机构包括限位架611和安装于限位架611上的限位顶杆612,限位顶杆612的高度与输送板31 的高度相对应,第二输送线2的一端安装有第二推送机构,第二推送机构包括推送架621,推送架621上安装有推送气缸622,推送气缸622的高度与输送板31的高度相匹配,输送第一推送机构与第二推送机构的结构相同。通过第一推送机构可将第一输送线1上的输送车3 推到转移车41上,通过限位机构对推送行程进行限制,通过第二推送机构可将转移车41上的输送车3推到第二输送线上。
29.具体地,第一输送线1上架设有砂模校正机构,砂模校正机构包括校正架81,校正架 81上安装有的丝杆82和第三步进电机84,第三步进电机84与丝杆82传动连接,校正架81 上滑动安装有第二校正推板83,第二校正推板83与丝杆82螺接。第三步进电机84带动丝杆82转动即可带动第二校正推板83移动,从而可在浇铸时对放置于输送车3上的砂模进行校正。
30.具体地,第二输送线2的一端设有操作台10,操作台10的高度与输送车3的高度相同。便于在浇铸时将砂模放置于第二输送线2上的输送车3上。
31.具体地,第一滚轮32和第二滚轮均为单边铁滚轮。第一滚轮32和第二滚轮更与第一滑轨和第二滑轨42更好的匹配,可较好的放置脱轨。
32.具体地,集气罩72的长度与第一转移架4的长度相等。浇铸后的模具在第一转移架4 上移动时可始终处于集气罩72内,以便于对废气进行更好的收集。
33.具体地,集气罩72包括外罩721和顶盖722,顶盖722与外罩721一体成型,顶盖722 内安装有导流板723,导流板723上安装有隔板724,隔板724上安装有负压风机78,负压风机78与控制器772连接。可较好的避免废气溢出,通过负压风机78可将废气抽出。
34.具体地,导流板723倾斜设置于顶盖722内。废气可更好的沿导流板723流动。
35.在使用时,将模具置于第二输送线2上的输送车3上,然后通过第二转移架9转移至第一输送线1位置,然后在第一推送机构的作用下将输送车3推到第一输送线1上同时将第一输送线1另一端的输送车3推到第一转移架4上,然后通过第二步进电机44带动第一传动链46转动,由于第四齿轮与第一传动链46啮合,第一传动链46运动时可带动第四齿轮转动使第四齿轮沿第一传动链46滚动,从而可带动转移车41移动;输送车3带动砂模移动到浇铸机械手51对应位置,在定位杆75和顶板751的作用下对模具进行定位以便于浇铸,浇铸机械手51通过浇勺52向砂模进行浇灌铁液,浇铸废气上升进入集气罩72内,当模具与触发开关752接触后控制器772根据浇灌铁液所需时长控制第一步进电机771和负压风机78 的运行时间,第一步进电机771带动定位杆75和顶板751上升以便于浇铸完毕后模具的转移,同时负压风机78抽走集气罩72内的废气,浇灌完毕后负压风机78停止,负压风机无需一直运行,同时第一步进电机771带动定位杆75和顶板751回位以便于对下一个模具进行定位;然后,转移车41沿第一转移架4移动时第二滑轨42与第二输送线2的第一滑轨相对应后通过推送气缸622将转移车推到第一输送线1上,带走浇铸完毕的模具。
36.以上对本实用新型提供的一种自动化浇铸生产线进行了详细介绍。具体实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1