抛光研磨装置及抛光研磨机台的制作方法
1.本技术涉及产品打磨领域,具体涉及一种抛光研磨装置及抛光研磨机台。
背景技术:
2.手机边框加工行业,边框表面处理是重要部分,目前主要采用两种处理方式:
3.1.人工手动的方式处理:存在效率慢,员工劳动强度大,投入人力较多,人工手动分离存在效率低、员工手指损伤严重等问题。
4.2.机械手作业:效率较慢,设备昂贵,且电力耗能较大,而且对机械手的精度要求较高。
技术实现要素:
5.鉴于上述状况,有必要提供一种抛光研磨装置及抛光研磨机台,以解决对具有弧形表面的产品进行加工时手工操作效率低,机械手设备成本高的问题。
6.本技术的实施例提供一种抛光研磨装置包括底座、第一夹板、第二夹板、滑动模组、打磨件和驱动模组;第一夹板及第二夹板设置在底座上,所述第一夹板与所述第二夹板之间形成有容置空间,所述第一夹板和所述第二夹板的内侧面分别设有第一曲线导向槽。所述滑动模组包括滑动件和导向件,所述滑动件位于所述容置空间内,且所述滑动件的两端分别通过所述导向件滑动设置在所述第一曲线导向槽中;所述打磨件安装在所述滑动件上;所述驱动模组包括驱动件及联动件,所述驱动件安装在第一夹板上,所述联动件的一端连接所述驱动件,另一端连接所述滑动件,所述驱动件通过所述联动件带动所述滑动件在所述容置空间内往复运动,使所述滑动件带动所述打磨件往复运动以加工产品。
7.通过第一曲线导向槽进行滑动模组的导向,使得滑动模组带动打磨件沿第一曲线导向槽的弧度做曲线运动,该曲线运动的弧度与产品表面的弧度吻合。因此这种抛光研磨装置能够对具有弧形表面的产品进行抛光研磨。
8.进一步地,在本技术的一些实施例中,所述第一夹板和所述第二夹板的上部还分别设有第二曲线导向槽。
9.第二曲线导向槽和第一曲线导向槽具有相同的弧度,使得滑动模组还可以沿第二曲线导向槽往复运动。
10.进一步地,在本技术的一些实施例中,所述打磨件与所述滑动件之间连接有固定组件,所述固定组件位于所述第二曲线导向槽内,所述滑动件能够带动所述固定组件在所述第二曲线导向槽内往复运动。
11.第二曲线导向槽为固定组件让位,使得固定组件位于第二曲线导向槽上靠近第二曲线导向槽的壁面进行往复运动。进一步地,在本技术的一些实施例中,所述固定组件包括一对安装台和一对卡持件;
12.该对安装台安装在所述滑动件的两侧并形成安装面;
13.该对卡持件相对设置在所述安装面上,该对卡持件之间形成夹持空间以夹持所述
打磨件。
14.由于滑动件需要在容置空间中滑动,因此滑动件具有较小的宽度,在滑动件上难以稳定地安装具有较大体积的打磨件。通过一对安装台扩展安装面后,再在安装面上设置卡持件,经由卡持件固定打磨件,可以确保打磨件稳定地安装在滑动件上。
15.进一步地,在本技术的一些实施例中,所述打磨件包括安装部、打磨部及一对卡持部,所述安装部设于所述夹持空间内,所述打磨部安装于所述安装部延伸出所述夹持空间的端部,该对卡持部一端穿过该对卡持件连接所述安装部,以使所述卡持件固定所述打磨件。
16.打磨件的打磨部用于直接作用于产品实现打磨,而安装部用于与上述卡持件连接,以实现安装部跟随卡持件做曲线运动。而卡持部穿过卡持件,可以防止安装部从卡持件的卡持空间中抽出。在卡持空间为圆柱形空间,安装部为圆柱体时,卡持部穿过卡持件还可以阻止安装部相对卡持件转动。
17.进一步地,在本技术的一些实施例中,所述导向件包括轴承杆和轴承,所述轴承杆贯穿于所述滑动件,且所述轴承杆的两端分别安装有所述轴承,所述轴承滑动设置在所述第一曲线导向槽中。
18.通过轴承与第一曲线导向槽的内壁配合,可以减少导向键与第一曲线导向槽的摩擦,从而使得运动更加顺畅。
19.进一步地,在本技术的一些实施例中,所述第一夹板还设有曲线滑槽,所述曲线滑槽与第一曲线导向槽连通且贯穿于所述第一夹板。
20.通过曲线滑槽能够将驱动模组设置于容置空间外,不再占用容置空间。
21.进一步地,在本技术的一些实施例中,所述联动件包括设置在第一夹板一侧的第一连杆、第二连杆及第三连杆;所述第一连杆的一端与所述驱动件的输出端铰接,另一端与所述第二连杆铰接;所述第二连杆远离所述第一连杆的一端与所述第三连杆铰接;所述第三连杆远离所述第二连杆的一端穿过所述曲线滑槽连接所述滑动件;驱动件通过所述第一连杆和第二连杆带动所述第三连杆在所述曲线滑槽内往复运动,从而使所述第三连杆带动所述滑动件在所述容置空间内往复运动。
22.通过第一连杆、第二连杆、第三连杆以及曲线滑槽的配合,可以驱动滑动件做与曲线滑槽弧度匹配的曲线运动。
23.本技术的实施例还提供一种抛光研磨机台,包括机台本体和上述的抛光研磨装置;
24.所述底座固定在所述机台本体的承载面上。
25.这种设置抛光研磨装置的抛光研磨机台,能够对具有弧形表面的产品进行抛光研磨。
附图说明
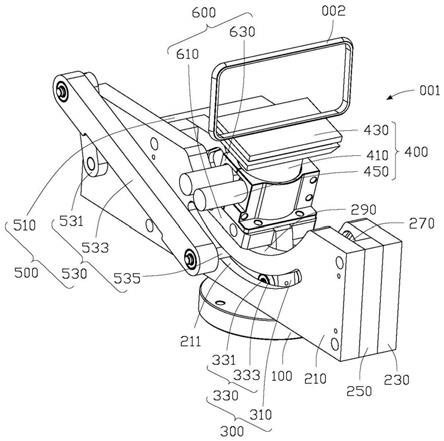
26.图1是本技术的一个实施例中的抛光研磨装置的第一视角的结构示意图。
27.图2是本技术的一个实施例中的抛光研磨装置的第一视角的分解图。
28.图3是本技术的一个实施例中的抛光研磨装置的第二视角的分解图。
29.主要元件符号说明
30.抛光研磨装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
001
31.产品
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
002
32.底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
33.第一夹板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
210
34.曲线滑槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
211
35.第二夹板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
230
36.夹块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
250
37.第一曲线导向槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
270
38.上内壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
271
39.下内壁
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
273
40.第二曲线导向槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
290
41.滑动模组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300
42.滑动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
310
43.导向件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
330
44.轴承杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
331
45.轴承
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
333
46.打磨件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
400
47.安装部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
410
48.打磨部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
430
49.卡持部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
450
50.驱动模组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
500
51.驱动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
510
52.联动件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
530
53.第一连杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
531
54.第二连杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
533
55.第三连杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
535
56.固定组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
600
57.安装台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
610
58.卡持件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
630
59.如下具体实施方式将结合上述附图进一步说明本技术。
具体实施方式
60.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行描述,显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。
61.需要说明的是,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中设置的元件。当一个元件被认为是“设置在”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中设置的元件。
62.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术的技术领域的技术人员通常理解的含义相同。本文中在本技术的说明书中所使用的术语只是为了描述具
体的实施例的目的,不是旨在于限制本技术。
63.本技术的实施例提供一种抛光研磨装置包括底座、第一夹板、第二夹板、滑动模组、打磨件和驱动模组;第一夹板及第二夹板设置在底座上,所述第一夹板与所述第二夹板之间形成有容置空间,所述第一夹板和所述第二夹板的内侧面分别设有第一曲线导向槽。所述滑动模组包括滑动件和导向件,所述滑动件位于所述容置空间内,且所述滑动件的两端分别通过所述导向件滑动设置在所述第一曲线导向槽中;所述打磨件安装在所述滑动件上;所述驱动模组包括驱动件及联动件,所述驱动件安装在第一夹板上,所述联动件的一端连接所述驱动件,另一端连接所述滑动件,所述驱动件通过所述联动件带动所述滑动件在所述容置空间内往复运动,使所述滑动件带动所述打磨件往复运动以加工产品。
64.通过第一曲线导向槽进行滑动模组的导向,使得滑动模组带动打磨件沿第一曲线导向槽的弧度做曲线运动,该曲线运动的弧度与产品表面的弧度吻合。因此这种抛光研磨装置能够对具有弧形表面的产品进行抛光研磨。
65.本技术的实施例还提供一种抛光研磨机台,包括机台本体和上述的抛光研磨装置;
66.所述底座固定在所述机台本体的承载面上。
67.这种设置抛光研磨装置的抛光研磨机台,能够对具有弧形表面的产品进行抛光研磨。
68.下面结合附图,对本技术的实施例作进一步的说明。
69.实施例一
70.请参阅图1,本技术的第一实施方式提供一种抛光研磨装置001,用于对具有弧形表面的产品002进行抛光研磨。这种抛光研磨装置001包括底座100、第一夹板210、第二夹板230、滑动模组300、打磨件400和驱动模组500。第一夹板210及第二夹板230设置在底座100上,第一夹板210与第二夹板230之间形成有容置空间,第一夹板210和第二夹板230的内侧面分别设有第一曲线导向槽270。第一夹板210还设有与第一曲线导向槽270同轴的曲线滑槽211,曲线滑槽211与第一曲线导向槽270连通且贯穿于第一夹板210。滑动模组300包括滑动件310和导向件330,滑动件310位于容置空间内,且滑动件310的两端分别通过导向件330滑动设置在对应的第一曲线导向槽270中。打磨件400安装在滑动件310上,用于对产品002进行打磨。驱动模组500包括驱动件510及联动件530,驱动件510安装在第一夹板210上,联动件530的一端连接驱动件510的输出端,另一端穿过曲线滑槽211连接滑动件310,驱动件510通过联动件530带动滑动件310在容置空间内往复运动,从而带动打磨件400加工产品002。
71.上述的抛光研磨装置001的工作方式为:需要加工产品002时,通过驱动件510驱动联动件530运动,使联动件530带动滑动件310做与第一导向槽同轴的往复曲线运动,通过滑动件310带动打磨件400也同步做与第一导向槽同轴的往复曲线运动。打磨件400的曲线运动能够匹配产品002的弧形表面,使得打磨件400对产品002的弧形表面进行均匀地抛光研磨。如,产品002为具有弧形外侧面的手机边框时,该抛光研磨装置001能够对手机边框的外侧面进行均匀地抛光研磨,以提高手机边框的整洁度,使得手机边框整体美观。
72.请参阅图2,第二夹板230朝向第一夹板210的一面设置有一第一曲线导向槽270,请参阅图3,第一夹板210朝向第二夹板230的一面设置有一第一曲线导向槽270,两个第一
曲线导向槽270相向对称设置。第一曲线导向槽270具有上内壁271和下内壁273,分别用于与导向件330相配合,使导向件330能够沿第一曲线导向槽270的上内壁271和下内壁273做往复曲线运动。
73.进一步地,请参阅图2,导向件330包括轴承杆331和轴承333,轴承杆331贯穿滑动件310,且轴承杆331的两端分别安装有轴承333。轴承杆331两端的轴承333分别设置于对应的第一曲线导向槽270中,并可在该第一曲线导向槽270的内壁上滚动。在一实施例中,滑动件310的前后两侧分别设置有两对轴承杆331,一对轴承杆331上的轴承333对应第一曲线导向槽270的上内壁271,另一对轴承杆331上的轴承333对应第一曲线导向槽270的下内壁273,通过滑动件310带动其前后两侧上的两对轴承333分别沿第一曲线导向槽270的上内壁271和下内壁273做往复曲线运动。这样的设置,可以降低单个轴承333的受力,提高滑动模组300运动时的稳定性。
74.进一步地,第一夹板210和第二夹板230还分别设置有第二曲线导向槽290,第二曲线导向槽290和第一曲线导向槽270同轴,打磨件400与滑动件310之间连接有固定组件600,通过固定组件600使得打磨件400和滑动件310可拆卸连接,固定组件600位于第二曲线导向槽290中,滑动件310在作与第一导向槽同轴的往复曲线运动时,第二曲线导向槽290为固定组件600让位,以使得固定组件600在滑动件310的带动下能够在第二曲线导向槽290内往复运动。
75.请参阅图2,固定组件600包括一对安装台610和一对卡持件630,该对安装台610安装在滑动件310分别朝向第一夹板210和第二夹板230的两侧,并在滑动件310的顶部形成一具有相对较大面积的安装面以便安装卡持件630,该对卡持件630设置在安装面上,每个卡持件630同时与该对安装台610固定连接,也即,该对卡持件630的并列方向与该对安装台610的并列方向正好垂直。在该对卡持件630之间形成夹持空间,打磨件400夹持在夹持空间内以实现打磨件400和该对卡持件630的相对固定。由于该对卡持件630又与该对安装台610相对固定,该对安装台610又与滑动件310相对固定,因此,打磨件400与滑动件310相对固定,以使得滑动件310做与第一导向槽同轴的曲线运动时,能够带动打磨件400同步做与第一导向槽同轴的曲线往复运动。
76.请参阅图2,打磨件400包括安装部410、打磨部430和一对卡持部450,其中,安装部410设置于该对卡持件630形成的夹持空间内,打磨部430安装于安装部410延伸出夹持空间的端部以打磨产品002。在一实施例中,夹持空间为圆柱形空间,安装部410为圆柱体结构,当安装部410夹持于夹持空间时,安装部410可能会绕其轴线转动,也可能沿其轴线的方向被拉出。为了让安装部410稳定地夹持于夹持空间,该对卡持部450与安装部410固定连接并延伸出卡持空间,通过该对卡持部450与该对卡持件630的相互作用,以阻止安装部410相对该对卡持件630转动或被抽出卡持空间,实现打磨件400与滑动件310的固定。
77.请参阅图2,联动件530包括设置在第一夹板210一侧的第一连杆531、第二连杆533及第三连杆535;第一连杆531的一端与驱动件510的输出端铰接,另一端与第二连杆533铰接;第二连杆533远离第一连杆531的一端与第三连杆535铰接;第三连杆535远离第二连杆533的一端穿过曲线滑槽211连接滑动件310。通过第一连杆531、第二连杆533、第三连杆535及滑动件310共同形成的曲柄连杆结构,驱动件510能够经由第一连杆531和第二连杆533带动第三连杆535在曲线滑槽211内往复曲线运动,从而使第三连杆535带动滑动件310在容置
空间内往复曲线运动。
78.需要说明的是,本实施例中第三连杆535一端与第二连杆533可转动连接,另一端与滑动件310固定连接,在其他实施例中,也可以设置为第三连杆535与第二连杆533固定连接,另一端与滑动件310可转动连接,只要使得第二连杆533和滑动件310能够相对转动以使得第二连杆533能够通过第三连杆535带动滑动件310沿曲线滑槽211的延伸轨迹运动即可。
79.请参阅附图2,在另一实施例中,第一夹板210和第二夹板230之间还固定设有夹块250,夹块250用以固定第一夹板210和第二夹板230的相对位置,使第一夹板210和第二夹板230之间形成容置空间。
80.请参阅图1和图2,本技术提供的抛光研磨装置001在使用时:底座100水平设置,将产品002设置于打磨件400上方,并相对第一夹板210和第二夹板230相对固定设置,打磨件400的弧形表面贴合打磨件400。通过驱动件510驱动第一连杆531转动,第一连杆531通过第二连杆533带动第三连杆535在曲线滑槽211内做往复曲线运动,通过第三连杆535带动滑动件310在容置空间内做往复曲线运动。在滑动件310做曲线运动的同时,导向件330的轴承333沿第一曲线导向槽270的上内壁271和下内壁273滚动,第一曲线导向槽270与曲线滑槽211同轴设置,通过轴承333与第一曲线导向槽270的配合可以使得滑动件310曲线运动时更加平稳,也可以降低滑动件310相对第一夹板210和第二夹板230运动时的摩擦力。滑动件310通过固定组件600带动打磨件400在第二曲线导向槽290内也同步做往复曲线运动,此时打磨件400能够对其上方产品002的弧形表面进行打磨。由于打磨件400的曲线运动与产品002的弧形表面吻合,因此打磨件400能够对产品002的弧形表面均匀地抛光研磨。
81.可以理解的是,在其他实施例中,底座100也可竖直设置,将产品002设置于打磨件400的一侧,驱动件510通过第一连杆531、第二连杆533和第三连杆535驱动滑动件310在容置空间内做往复曲线运动,滑动件310通过固定组件600带动打磨件400在第二曲线导向槽290内也同步做往复曲线运动,实现打磨件400对产品002的抛光研磨。
82.实施例二
83.本技术的第二实施方式提供一种抛光研磨机台,用于对具有弧形表面的产品002进行抛光研磨。请参阅图1,这种抛光研磨装置001包括机台本体(图中未示出)和实施例一提供的抛光研磨装置001,底座100固定在机台本体的承载面上。
84.通过机台本体提供一承载面使得抛光研磨装置001稳定地安装于机台上。机台能够为抛光研磨装置001提供驱动能源,以及稳定的工作空间。
85.这种设置抛光研磨装置001的抛光研磨机台,能够对具有弧形表面的产品002进行抛光研磨。
86.另外,本领域技术人员还可在本技术精神内做其它变化,当然,这些依据本技术精神所做的变化,都应包含在本技术所公开的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1