沉积源及沉积装置的制作方法
1.本发明涉及一种沉积源及沉积装置,特别涉及适于使用共沉积进行沉积的技术。
2.本技术基于2020年1月28日在日本技术的专利申请第2020
‑
011830号要求优先权,并且将其内容援引于此。
背景技术:
3.目前正在进行锂离子电池的研究。其中,负极、电解质和正极均由固体构成的全固体电池作为兼具安全性、高能量密度及长寿命的电池,其开发备受期待。
4.在这样的电池中,作为负极、电解质膜和正极,形成由包含锂的化合物例如licoo2(lco)或lipon等的li化合物构成的薄膜。
5.作为薄膜的成膜方法,已知在沉积装置中通过电阻加热沉积、电子束沉积法进行沉积。在该薄膜的成膜方法中,为了使离子传导率和结晶性等的膜特性处于指定的状态,要求严格控制膜组成。
6.而作为沉积源,如果使用混合有多种元素的化合物形成薄膜,则由于多种元素各自的蒸气压不同等的因素,会成为具有与所希望的薄膜不同的膜组成的薄膜。
7.蒸气压低的元素比蒸气压高的元素先蒸发。因此,例如在沉积初期,成为富含锂的膜组成,在从该时刻起经过时间之后,锂会枯竭。
8.特别是对通过卷对卷(roll to roll)或板对板(sheet to sheet)移动的基板(基材)进行连续成膜时,这个组成偏差不能忽视。
9.因此,如专利文献1所述,正在研究通过使用多个源(沉积源)的共沉积来形成电解质膜。在共沉积中,例如使用包含锂的沉积源和包含钴的沉积源形成由licoo2(lco)构成的正极膜,或者使用包含锂的沉积源和包含磷的沉积源形成由lipon构成的电解质膜。
10.专利文献:日本特开2003
‑
277917号公报
11.但是,在专利文献1中记载的技术中,有时不能得到具有所希望的膜组成且与其组成相伴的膜特性,因此有以下的要求。
12.由于从多个沉积源到沉积位置的距离分别不同,难以使膜组成处于所希望的状态。
13.加热时,需要防止变为高温的沉积材料与收纳有该沉积材料的内衬容器的壁部发生反应。
14.优选地,在沉积时处于熔化状态的沉积材料的面积变大。但是,在这种情况下,需要防止上述的该沉积材料与内衬容器壁的反应或与其他沉积材料的污染。
技术实现要素:
15.本发明是鉴于上述情况而完成的,其要达到以下目的。
16.1、提高共沉积中的膜组成的控制性。
17.2、抑制收纳沉积材料的内衬容器壁的温度上升。
18.3、可对沉积材料施加大功率进行加热。
19.本发明的沉积源在真空中被电子束加热,使沉积材料蒸发或升华,在移动的基板的表面上通过共沉积形成包含锂的化合物膜,所述沉积源包括:具备冷却部的炉缸内衬;以及收纳在所述炉缸内衬中且内部被放入所述沉积材料的多个内衬。据此解决了上述课题。
20.在本发明的沉积源中,多个所述内衬中的每一个可具有与作为相邻的内衬或所述炉缸内衬的周围部件相对置的壁部,所述内衬以在加热状态下所述壁部与所述周围部件接触且在非加热状态下带着间隙与所述周围部件隔开的方式配置在所述炉缸内衬的内部。
21.在本发明的沉积源中,多个所述内衬中的每一个可在俯视中呈矩形形状,多个所述内衬在与所述基板的移动方向正交的方向上相邻并配置在所述炉缸内衬的内部。
22.在本发明的沉积源中,形成多个所述内衬中的每一个的材质可为在加热状态下不与所述沉积材料发生反应的材质。
23.在本发明的沉积源中,在多个所述内衬之中,将锂作为所述沉积材料放入的内衬可由钽构造。
24.在本发明的沉积源中,在多个所述内衬之中,放入不包含锂的所述沉积材料的内衬可由铜构造。
25.在本发明的沉积源中,在多个所述内衬之中,放入包含锂的所述沉积材料的内衬可由钽构造。
26.在本发明的沉积源中,在多个所述内衬之中,放入包含锂的所述沉积材料的内衬可由铜构造。
27.在本发明的沉积源中,在多个所述内衬之中,由铜构造的内衬可配置在所述炉缸内衬的内部,在非加热状态下,所述间隙的尺寸与所述内衬的外形尺寸之比可设定为0.0007~0.00839的范围。
28.在本发明的沉积源中,在多个所述内衬之中,由钽构造的内衬可配置在所述炉缸内衬的内部,在非加热状态下,所述间隙的尺寸与所述内衬的外形尺寸之比可设定为0.0007~0.0032的范围。
29.在本发明的沉积源中,在多个所述内衬之中,由铜构造的五个内衬可配置在所述炉缸内衬的内部,在非加热状态下,在所述内衬的排列方向上,所述间隙的尺寸之和与所述内衬的外形尺寸之和之比可设定为0.0035~0.042的范围。
30.在本发明的沉积源中,在多个所述内衬之中,由铜构造的三个内衬及由钽构造的两个内衬可配置在所述炉缸内衬的内部,在非加热状态下,在所述内衬的排列方向上,所述间隙的尺寸之和与所述内衬的外形尺寸之和之比可设定为0.0035~0.0316的范围。
31.在本发明的沉积源中,在多个所述内衬之中,由铜构造的两个内衬及由钽构造的三个内衬可配置在所述炉缸内衬的内部,在非加热状态下,在所述内衬的排列方向上,所述间隙的尺寸之和与所述内衬的外形尺寸之和之比可设定为0.0035~0.0264的范围。
32.在本发明的沉积源中,在多个所述内衬之中,由钽构造的五个内衬可配置在所述炉缸内衬的内部,在非加热状态下,在所述内衬的排列方向上,所述间隙的尺寸之和与所述内衬的外形尺寸之和之比可设定为0.0035~0.0.016的范围。
33.在本发明的沉积源中,配置在所述炉缸内衬的内部的所述内衬的上边缘可以齐平。
34.本发明的沉积装置包括:能够在真空内移动基板的腔室;使所述基板移动的基板移动部;上述沉积源;以及对所述沉积源照射电子束的电子束源。
35.本发明的沉积源在真空中被电子束加热,使沉积材料蒸发或升华,在移动的基板的表面上通过共沉积形成包含锂的化合物膜,所述沉积源包括:具备冷却部的炉缸内衬;以及收纳在所述炉缸内衬中且内部被放入所述沉积材料的多个内衬。
36.由此,通过使用放入不同的沉积材料的多个内衬,在通过冷却部冷却炉缸内衬的状态下进行沉积,从而能够进行共沉积。此时,在内衬的中央附近的部位,通过电子束将沉积材料加热到共沉积所需的温度。同时,内衬的壁部附近的部位被内衬相接的炉缸内衬冷却。因此,沉积材料与内衬的壁部不会升温到相互发生化学反应的温度。
37.在本发明的沉积源中,所述内衬以在加热状态下其壁部与周围接触且在非加热状态下带着间隙的方式配置在所述炉缸内衬的内部。
38.换言之,多个所述内衬中的每一个,具有与作为相邻的内衬或所述炉缸内衬的周围部件相对置的壁部,所述内衬以在加热状态下所述壁部与所述周围部件接触且在非加热状态下带着间隙与所述周围部件隔开的方式配置在所述炉缸内衬的内部。
39.由此,在沉积时的加热状态下,内衬的壁部与周围部件接触,能够维持为了充分的冷却所需的热的传导状态。
40.这里,在加热状态下内衬的壁部与周围部件接触是指,在所有内衬配置在炉缸内衬的内部的状态下,配置在相互邻接的位置的内衬中的对置的壁部接触,或者相互对置的内衬的壁部与炉缸内衬的壁部接触。
41.另外,在加热状态下内衬的壁部与周围部件接触是指,至少具有相互接触的部分即可。进而,有时将位于内衬的周围且与处于加热状态的内衬的壁部可接触的部件称为周围部件。
42.进而,在非加热状态下内衬的壁部与相邻的周围之间具有间隙是指,在所有的内衬配置在炉缸内衬的内部的状态下,配置在相互邻接的位置的内衬中的对置的壁部之间具有间隙,或者相互对置的内衬的壁部与炉缸内衬的壁部之间具有间隙。
43.在本发明的沉积源中,多个所述内衬中的每一个在俯视中呈矩形形状,多个所述内衬在与所述基板的移动方向正交的方向上相邻并配置在所述炉缸内衬的内部。
44.由此,能够从多个内衬对移动的基板中的成膜区域(沉积区域)蒸发必要量的沉积材料,从而连续进行共沉积以得到所希望的膜组成。
45.在本发明的沉积源中,形成多个所述内衬中的每一个的材质是在加热状态下不与所述沉积材料发生反应的材质。
46.由此,即使在加热状态下,也会被冷却部冷却,且确保充分传热的面积,从而抑制内衬的壁部的温度上升,并且在抑制该上升的状态下,不会与沉积材料发生化学反应。因此,能够防止沉积材料与内衬壁部反应。
47.在本发明的沉积源中,在多个所述内衬之中,将锂作为所述沉积材料放入的内衬由钽构造。
48.由此,能够防止在加热状态下升温的沉积材料与内衬壁部发生反应,且能够充分传热,通过冷却部冷却来抑制内衬的壁部的温度上升。
49.在本发明的沉积源中,在多个所述内衬之中,放入不包含锂的所述沉积材料的内
衬由铜构造。
50.由此,能够防止在加热状态下升温的沉积材料与内衬壁部发生反应,且能够充分传热,通过冷却部冷却来抑制内衬的壁部的温度上升。
51.在本发明的沉积源中,在多个所述内衬之中,放入包含锂的所述沉积材料的内衬由钽构造。
52.由此,能够防止在加热状态下升温的沉积材料与内衬壁部发生反应,且能够充分传热,通过冷却部冷却来抑制内衬的壁部的温度上升。
53.在本发明的沉积源中,在多个所述内衬之中,放入包含锂的所述沉积材料的内衬由铜构造。
54.由此,能够防止在加热状态下升温的沉积材料与内衬壁部发生反应,且能够充分传热,通过冷却部冷却来抑制内衬的壁部的温度上升。
55.在本发明的沉积源中,在多个所述内衬之中,由铜构造的内衬配置在所述炉缸内衬的内部,在非加热状态下,所述间隙的尺寸与所述内衬的外形尺寸之比设定为0.0007~0.00839的范围。
56.由此,在设为与沉积材料相适应的加热温度的沉积状态(加热状态)下,与各个材质对应而热膨胀的内衬的侧壁与相互对置的内衬的壁部和炉缸内衬的壁部接触。因此,确保充分传热的面积,抑制内衬壁部的温度上升,并且即使在加热状态下,也会通过冷却部冷却,防止升温的沉积材料与内衬壁部发生反应。
57.在本发明的沉积源中,在多个所述内衬之中,由钽构造的内衬配置在所述炉缸内衬的内部,在非加热状态下,所述间隙的尺寸与所述内衬的外形尺寸之比设定为0.0007~0.0032的范围。
58.由此,在设为与沉积材料相适应的加热温度的沉积状态(加热状态)下,与各个材质对应而热膨胀的内衬的侧壁与相互对置的内衬的壁部和炉缸内衬的壁部接触。因此,确保充分传热的面积,抑制内衬壁部的温度上升,并且即使在加热状态下,也会通过冷却部冷却,防止升温的沉积材料与内衬壁部发生反应。
59.在本发明的沉积源中,在多个所述内衬之中,由铜构造的五个内衬配置在所述炉缸内衬的内部,在非加热状态下,在所述内衬的排列方向上,所述间隙的尺寸之和与所述内衬的外形尺寸之和之比设定为0.0035~0.042的范围。
60.由此,在设为与沉积材料相适应的加热温度的沉积状态(加热状态)下,对于与各个材质对应而热膨胀的内衬的侧壁来说,配置在相互邻接的位置的内衬中的对置的壁部接触,并且相互对置的内衬的壁部和炉缸内衬的壁部接触。因此,确保充分传热的面积,抑制内衬壁部的温度上升,并且即使在加热状态下,也会通过冷却部冷却,防止升温的沉积材料与内衬壁部发生反应。
61.在本发明的沉积源中,在多个所述内衬之中,由铜构造的三个内衬与由钽构造的两个内衬配置在所述炉缸内衬的内部,在非加热状态下,在所述内衬的排列方向上,所述间隙的尺寸之和与所述内衬的外形尺寸之和之比设定为0.0035~0.0316的范围。
62.由此,在设为与沉积材料相适应的加热温度的沉积状态(加热状态)下,对于与各个材质对应而热膨胀的内衬的侧壁来说,配置在相互邻接位置的内衬中的对置的壁部接触,并且相互对置的内衬的壁部和炉缸内衬的壁部接触。因此,确保充分传热的面积,抑制
内衬壁部的温度上升,并且即使在加热状态下,也会通过冷却部冷却,防止升温的沉积材料与内衬壁部发生反应。
63.在本发明的沉积源中,在多个所述内衬之中,由铜构造的两个内衬与由钽构造的三个内衬配置在所述炉缸内衬的内部,在非加热状态下,在所述内衬的排列方向上,所述间隙的尺寸之和与所述内衬的外形尺寸之和之比设定为0.0035~0.0264的范围。
64.由此,在设为与沉积材料相适应的加热温度的沉积状态(加热状态)下,对于与各个材质对应而热膨胀的内衬的侧壁来说,配置在相互邻接的位置的内衬中的对置的壁部接触,并且相互对置的内衬的壁部和炉缸内衬的壁部接触。因此,确保充分传热的面积,抑制内衬壁部的温度上升,并且即使在加热状态下,也会通过冷却部冷却,防止升温的沉积材料与内衬壁部发生反应。
65.在本发明的沉积源中,在多个所述内衬之中,由钽构造的五个内衬配置在所述炉缸内衬的内部,在非加热状态下,在所述内衬的排列方向上,所述间隙的尺寸之和与所述内衬的外形尺寸之和之比设定为0.0035~0.016的范围。
66.由此,在设为与沉积材料相适应的加热温度的沉积状态(加热状态)下,对于与各个材质对应而热膨胀的内衬的侧壁来说,配置在相互邻接的位置的内衬中的对置的壁部接触,并且相互对置的内衬的壁部和炉缸内衬的壁部接触。因此,确保充分传热的面积,抑制内衬壁部的温度上升,并且即使在加热状态下,也会通过冷却部冷却,防止升温的沉积材料与内衬壁部反应。
67.本发明的蒸发源,配置在所述炉缸内衬的内部的所述内衬的上边缘齐平。
68.由此,能够防止内衬的边缘部对朝向基板的沉积粒子产生的不良影响,提高膜厚及膜特性的均匀化。
69.另外,本发明的沉积装置包括:能够在真空内移动基板的腔室;使所述基板移动的基板移动部;上述沉积源;以及对所述沉积源照射电子束的电子束源。
70.由此,能够通过共沉积来形成具有所希望的膜组成且包含锂的化合物膜。
71.根据本发明,能够实现以下效果:能够提高共沉积中的膜组成的控制性,抑制收纳沉积材料的内衬容器壁的温度上升,能够对沉积材料施加大功率进行加热。
附图说明
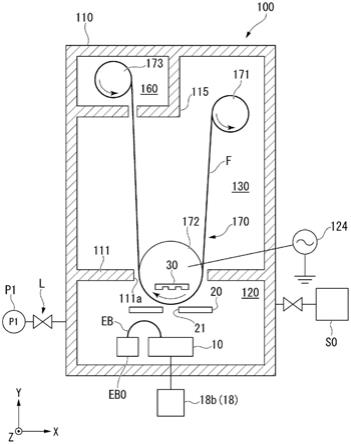
72.图1是示出本发明所涉及的沉积装置的第一实施方式的示意图。
73.图2是示出本发明所涉及的沉积源的第一实施方式中的沉积源的俯视图。
74.图3是示出本发明所涉及的沉积源的第一实施方式中的沉积源的侧剖视图。
75.图4是示出本发明所涉及的沉积源的第一实施方式中的沉积源的配置例的说明图。
76.图5是示出本发明所涉及的沉积源的第一实施方式中的沉积源的配置例的说明图。
77.图6是示出本发明所涉及的沉积源的第二实施方式中的沉积源的配置例的说明图。
78.图7是示出本发明所涉及的沉积源的第二实施方式中的沉积源的配置例的说明图。
具体实施方式
79.下面,根据附图,对本发明所涉及的沉积装置的第一实施方式进行说明。
80.图1是示出本实施方式中的沉积装置的示意图,在图1中,附图标记100为沉积装置。在图1中,x轴、y轴及z轴方向表示相互正交的三轴方向,x轴及y轴表示水平方向,z轴方向表示铅直方向。
81.如图1所示,本实施方式所涉及的沉积装置100包括:真空腔室(腔室)110、成膜部120、运送部(基板移动部)130、回收部(基板移动部)160和运送机构(基板移动部)170。
82.真空腔室110具有可密封的结构,连接到具有真空泵p1的第一排气线l。由此,真空腔室110被构造为其内部可被排气成指定的减压气氛或维持该减压气氛。另外,如图1所示,真空腔室110具有分别划分成膜部120、运送部130及回收部160的多个隔板111、115。
83.成膜部120是由隔板111和真空腔室110的外壁划分的成膜室,其内部具有沉积源10。另外,成膜部120连接到第一排气线l。由此,真空腔室110被排气时,成膜部120的内部先被排气。
84.另一方面,由于成膜部120与运送部130连通,因此当成膜部120的内部被排气时,运送部130的内部也被排气。由此,在成膜部120与运送部130之间产生压力差。通过该压力差,抑制了后述的包含锂的蒸气流侵入运送部130内。在成膜部120中连接有供给成膜气体的气体供给部s0。气体供给部s0构成等离子体产生部。气体供给部s0可供给包含氮或氧的成膜气体。
85.沉积源(成膜源供给部)10是使包含锂的原料蒸发的蒸发源,例如由电阻加热式蒸发源、感应加热式蒸发源、电子束加热式蒸发源等构成。
86.运送部130是被隔板115和真空腔室110的外壁划分的运送室,配置在真空腔室110内的y轴方向的上方位置。在本实施方式中,虽然将第一排气线l仅连接到成膜部120,但是也可以将其他排气线连接到运送部130,对运送部130和成膜部120独立进行排气。
87.运送机构(基板移动部)170具有放卷辊171、主辊172和收卷辊173。
88.放卷辊171、主辊172和收卷辊173分别具备未图示的旋转驱动部,被构造为分别可以按指定的旋转速度沿着图1中的箭头方向围绕z轴旋转。由此,在真空腔室110内,基材(基板)f以指定的运送速度从放卷辊171向收卷辊173运送。
89.放卷辊171设置在比成膜部120更靠基材f的运送方向上游侧,具有向主辊172送出基材f的功能。此外,还可以在放卷辊171与主辊172之间的适当位置配置适当数量的导向辊(省略图示),该导向辊不具备独立的旋转驱动部。
90.主辊172在基材f的运送方向上配置在放卷辊171与收卷辊173之间。主辊172的y轴方向上的下部的至少一部分通过设置在隔板111上的开口部111a配置在面对成膜部120的位置。主辊172隔开指定的间隔与开口部111a相对置,与沉积源10在y轴方向上相对置。主辊172由不锈钢、铁、铝等金属材料构成为筒状,可以在其内部设置例如未图示的调温介质循环系统等调温机构。主辊172的尺寸并不特别限定,但典型的是,主辊172的z轴方向的宽度尺寸被设定为比基材f的z轴方向的宽度尺寸大。
91.收卷辊173配置在由隔板115和真空腔室110的外壁划分的空间即回收部160中,具有回收从放卷辊171卷出的基材f的功能。包含锂的蒸发材料沉积在通过成膜部120被收卷辊173回收的基材f上。还可以在收卷辊173与主辊172之间的适当位置配置适当数量的导向
辊(图示略),该导向辊不具备独立的旋转驱动部。此外,也可以不设置隔板115。
92.基材f例如是被裁剪成指定宽度的长条的膜。基材f由铜、铝、镍、不锈钢等金属构造。基材的材料不限于金属。作为基材f的材料,也可以使用opp(延伸聚丙烯)膜、pet(聚对苯二甲酸乙二醇酯)膜、pps(聚苯硫醚)膜、pi(聚酰亚胺)膜等树脂膜。基材f的厚度不特别限定,例如几μm~几十μm。另外,对于基材f的宽度和长度也没有特别的限制,可以根据用途适当确定。
93.在成膜部120中,设置有对沉积源(成膜源)10照射电子束eb来加热的电子束源eb0。
94.在成膜部120中,可以设置用于遮蔽电子束eb的挡板(未示出)。
95.在成膜部120中,在沉积源(成膜源)10与主辊172之间,作为成膜区域规定部设置有具有开口21的护罩(遮蔽部)20。开口21附近的基材f的移动方向为x方向。
96.另外,在主辊172的内部位置,也就是在作为基材f的背面(另一面)侧的位置配置有磁铁30。
97.护罩20具有对被卷绕于主辊172的基材f规定成膜区域的矩形开口21。护罩20覆盖开口21以外的基材f即可。
98.护罩20为板状的导体,其电位为接地(接地状态,护罩20接地)。护罩20以大致与卷绕于主辊172的基材f平行的方式配置。此外,根据成膜条件,护罩20可以浮动(浮动电位)。此外,在使用公知的电源对护罩20施加指定的电位的情况下,护罩20也视为浮动。
99.护罩20在主辊172中的开口21的外部位置,对于隔板(掩膜)111通过遮蔽板部111b连接。遮蔽板部111b包围设置在隔板111上的开口部111a的外部。遮蔽板部111b密封护罩20与隔板111之间。护罩20与遮蔽板部111b以包围等离子体产生区域的方式配置在外部。
100.在护罩20中,开口21的z方向上的尺寸被设定为小于z方向上的基材f的宽度尺寸。
101.磁铁30被配置为向主辊172的外部形成磁束。磁铁30被配置在开口21的内部位置,与等离子体产生区域的形状对应。
102.另外,等离子体产生电源124连接到主辊172,并可提供等离子体产生功率。等离子体产生电源124为交流电源或直流电源。等离子体产生电源124构成等离子体产生部。
103.沉积装置100具有如上所述的结构。
104.此外,即使未图示,沉积装置100也具备控制部,该控制部控制沉积源10、运送机构170、真空泵p1、气体供给部s0、等离子体产生电源124和磁铁30等。上述控制部由包括cpu和存储器的计算机构成,控制沉积装置100的整体操作。
105.另外,沉积装置100的结构不限于图示的结构,例如,成膜部120、沉积源10、运送部130及回收部160的配置和大小等,以及沉积源、供给的气体种类、供给电位等可以适当地变更。或者,也可以不设置沉积装置100的上述结构要素之中的任意结构。
106.图2是示出本实施方式中的沉积源的俯视图,图3是示出本实施方式中的沉积源的侧剖视图。
107.沉积源10是使沉积材料蒸发或升华的坩埚。
108.如图2和图3所示,沉积源10包括:具备冷却部18的炉缸内衬11、和收纳在炉缸内衬11中且内部被放入沉积材料的多个内衬12~16。
109.在本实施方式中,收纳在炉缸内衬11中的内衬12~16为五个,但坩埚的结构不限
于该分割数,可以根据共沉积的条件,适当地设定其数量。特别是,可根据基材f的z方向上的宽度尺寸以及共沉积中使用的沉积材料的种类数,设定坩埚的分割数,也就是设置在炉缸内衬11上的内衬12~16的个数。
110.如图2和图3所示,炉缸内衬11在俯视中为矩形形状的箱体。
111.炉缸内衬11以炉缸内衬11的长度方向沿与基材f的移动方向正交的z方向的方式配置在成膜部120中。炉缸内衬11配置在基材f的下方位置。
112.炉缸内衬11例如是铜(cu)等金属制的基体。
113.炉缸内衬11的上部具有矩形轮廓并开口。从炉缸内衬11的上部开口,壁部11a在炉缸内衬11的整周上向下方延伸。
114.在炉缸内衬11的壁部11a和底部11b中,作为冷却部18,设置有使制冷剂回流的冷却通道18a。冷却通道18a与配置在炉缸内衬11的外部的冷却源18b连接。冷却源18b向冷却通道18a供给制冷剂。冷却源18b还可以配置在成膜部120的外部。
115.在炉缸内衬11的内部收纳有多个内衬12~16。
116.内衬12~16为比炉缸内衬11小的在俯视中为矩形形状的箱体。内衬12~16均载置于炉缸内衬11的底部11b。
117.每个内衬12~16在上部具有相同形状的开口。也就是,每个内衬12~16都具有相同的开口面积。另外,内衬12~16也可以根据沉积条件,具有不同的开口面积。
118.以多个内衬12~16的开口的上边缘齐平的方式,形成内衬12~16的壁部12a~16a。另外,内衬12~16中的开口的上边缘形成为与炉缸内衬11的开口上边缘齐平或高于炉缸内衬11的开口上边缘。
119.内衬12~16沿炉缸内衬11的长度方向相邻排列。因此,内衬12~16沿与基材f的移动方向正交的z方向排列。
120.内衬12~16的壁部12a~16a与炉缸内衬11(周围部件)的壁部11a或相邻的内衬12~16(周围部件)的壁部12a~16a相对置。特别是,内衬12的壁部12a与炉缸内衬11(周围部件)的壁部11a和与内衬12相邻的内衬13(周围部件)的壁部13a相对置。内衬13的壁部13a与炉缸内衬11(周围部件)的壁部11a、与内衬13相邻的内衬12(周围部件)的壁部12a、与内衬13相邻的内衬14(周围部件)的壁部14a相对置。内衬14的壁部14a与炉缸内衬11(周围部件)的壁部11a、与内衬14相邻的内衬13(周围部件)的壁部13a、与内衬14相邻的内衬15(周围部件)的壁部15a相对置。内衬15的壁部15a与炉缸内衬11(周围部件)的壁部11a、与内衬15相邻的内衬14(周围部件)的壁部14a、与内衬15相邻的内衬16(周围部件)的壁部16a相对置。内衬16的壁部16a与炉缸内衬11(周围部件)的壁部11a、与内衬16相邻的内衬15(周围部件)的壁部15a相对置。内衬12~16的底部12b~16b均与炉缸内衬11的底部11b贴合。
121.为了设定较高的冷却效率,内衬12~16例如是高导热率的金属制。
122.为了在用于形成包含锂的化合物膜的共沉积中使用,在本实施方式的内衬12~16中分别放入不同的沉积材料。在这种情况下,优选地,在内衬12~16之中相邻的内衬中放入不同的沉积材料。另外,在内衬的数量是奇数的情况下,即,在将内衬12~16配置在炉缸内衬11中的情况下,可以根据放入内衬的内部的沉积材料的蒸气压、加热温度来设定内衬的个数。
123.形成内衬12~16的材料分别是与共沉积时加热状态的沉积材料不发生反应的材
质。也就是,形成内衬12~16的材料分别根据各自放入的沉积材料进行选择,分别是与共沉积时加热状态的沉积材料不发生反应的材质。
124.这里,在内衬12~16之中,将锂作为沉积材料放入的内衬可以由钽形成。
125.另外,在内衬12~16之中,放入不包含锂的沉积材料的内衬可以由铜形成。
126.另外,在内衬12~16之中,放入包含锂的沉积材料的内衬可以由钽形成。
127.另外,在内衬12~16之中,放入包含锂的沉积材料的内衬可以由铜形成。
128.此外,在内衬12~16中,在由钽形成内衬的情况下,与由铜形成内衬的情况相比,可以应用于加热状态下的设定温度高的沉积材料。此外,内衬12~16还可以由钽、钨、钼、铌等具有2400℃以上熔点的高熔点金属的单体及合金形成。
129.具体而言,在内衬12~16中,在内衬中将coo、li2o作为沉积材料放入时,可以由cu形成内衬。在内衬12~16中,在内衬中将li作为沉积材料放入时,可以由ta形成内衬。
130.图4是示出本实施方式中的沉积源中的内衬配置的一例的说明图,图5是示出本实施方式中的沉积源中的内衬配置的另一例子的说明图。
131.如图4所示,在内衬12~16中将coo和li作为沉积材料放入时,可以配置为在内衬12、14、16中放入coo,在内衬13、15中放入li。此时,可以由cu形成内衬12、14、16,由ta形成内衬13、15。
132.如图5所示,在内衬12~16中将coo和li2o作为沉积材料放入时,可以配置为在内衬12、14、16中放入coo,在内衬13、15中放入li2o。此时,可以由cu形成内衬12~16。
133.在基材f的移动方向即x方向上,内衬12~16的尺寸分别被设定为小于炉缸内衬11的宽度尺寸。另外,在与基材f的移动方向正交的z方向上,内衬12~16的尺寸的合计被设定为小于炉缸内衬11的长度尺寸。
134.在沉积源10中,在内衬12~16配置在炉缸内衬11的内部的结构中,在加热状态下内衬12~16的壁部12a~16a与周围部件接触,另一方面,在非加热状态下在壁部与周围部件之间产生间隙。
135.内衬12具有沿z方向延伸的壁部12a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部12a之间具有x方向的间隙g12x。间隙g12x与共沉积时的加热温度下的热延伸对应设定。具体而言,间隙g12x与内衬12的材质相应的热膨胀率对应设定。间隙g12x与内衬12的x方向的尺寸和根据内衬12的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬12的壁部12a与炉缸内衬11的壁部11a贴合的方式设定有间隙g12x。
136.此外,如图2所示,炉缸内衬11具有位于右侧和左侧的两个壁部11a,在这两个壁部11a之间配置有内衬12。这里,在非加热状态下,在内衬12的外形尺寸与两个壁部11a相隔的距离之间存在尺寸差。这个差为间隙。例如,在非加热状态下,会在右侧的壁部11a与面对该右侧的壁部11a的壁部12a之间产生间隙,会在左侧的壁部11a与面对该左侧的壁部11a的壁部12a之间产生间隙。为了说明该间隙,图2示意性地示出在非加热状态下,仅在右侧的壁部11a与内衬12的壁部12a之间产生间隙g12x的情况。换言之,间隙g12x为在右侧的壁部11a产生的间隙与在左侧的壁部11a产生的间隙之和。另外,关于非加热状态的情况与加热状态的情况下的x方向的间隙的不同,间隙g12x表示非加热状态下的间隙(在非加热状态下两个壁部11a相隔的距离与内衬12的外形尺寸之差)与加热状态下的间隙之差(在加热状态下两个
壁部11a分离的距离与内衬12的外形尺寸之差)。此外,与壁部13a、14a、15a、16a相关的间隙g13x、g14x、g15x、g16x的定义与上述的间隙g12x的定义相同。
137.同样,内衬13具有沿该z方向延伸的壁部13a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部13a之间具有x方向的间隙g13x。间隙g13x与共沉积时的加热温度下的热延伸对应设定。具体而言,间隙g13x与内衬13的材质相应的热膨胀率对应设定。间隙g13x与内衬13的x方向的尺寸和根据内衬13的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬13的壁部13a与炉缸内衬11的壁部11a贴合的方式设定有间隙g13x。
138.同样,内衬14具有沿该z方向延伸的壁部14a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部14a之间具有x方向的间隙g14x。间隙g14x与共沉积时的加热温度下的热延伸对应设定。具体而言,间隙g14x与内衬14的材质相应的热膨胀率对应设定。间隙g14x与内衬14的x方向的尺寸和根据内衬14的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬14的壁部14a与炉缸内衬11的壁部11a贴合的方式设定有间隙g14x。
139.同样,内衬15具有沿该z方向延伸的壁部15a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部15a之间具有x方向的间隙g15x。间隙g15x与内衬15的材质相应的热膨胀率对应设定。具体而言,间隙g15x与共沉积时的加热温度下的热延伸对应设定。间隙g15x与内衬15的x方向的尺寸和根据内衬15的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬15的壁部15a与炉缸内衬11的壁部11a贴合的方式设定有间隙g15x。
140.同样,内衬16具有沿该z方向延伸的壁部16a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部16a之间具有x方向的间隙g16x。间隙g16x与内衬16的材质相应的热膨胀率对应设定。具体而言,间隙g16x与共沉积时的加热温度下的热延伸对应设定。间隙g16x与内衬16的x方向的尺寸和根据内衬16的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬16的壁部16a与炉缸内衬11的壁部11a贴合的方式设定有间隙g16x。
141.同样,在z方向上对置的炉缸内衬11的两个壁部11a(与上述的左侧的壁部11a及右侧的壁部11a正交的壁部11a)之间,内衬12~16以具有z方向的间隙g12z、g13z、g14z、g15z、g16z的方式排列。如后所述,间隙g12z、g13z、g14z、g15z、g16z的尺寸之和由g11z表示,间隙g12z、g13z、g14z、g15z、g16z中的每一个是间隙g11z的一部分。
142.具体而言,在z方向上,在炉缸内衬11的壁部11a与内衬12的壁部12a之间存在间隙g12z,在内衬12的壁部12a与内衬13的壁部13a之间存在间隙g13z,在内衬13的壁部13a与内衬14的壁部14a之间存在间隙g14z,在内衬14的壁部14a与内衬15的壁部15a之间存在间隙g15z,在内衬15的壁部15a与内衬16的壁部16a之间存在间隙g16z。
143.该间隙g11z与共沉积时的加热温度下的热延伸对应设定。具体而言,间隙g11z与内衬12~16的z方向尺寸之和以及内衬12~16各自的材质的热膨胀率对应设定。也就是,在共沉积时的加热温度下,以位于热延伸的内衬12~16的z方向上的两端部的壁部12a和壁部16a与z方向上与壁部12a和壁部16a相对置的炉缸内衬11的壁部11a贴合的方式且以热延伸的内衬12~16之中相邻的两个内衬相互在z方向上贴合的方式设定有间隙g11z。
144.这样,间隙g11z与各个内衬12~16各自的材质的热膨胀率对应设定。也就是,间隙g11z被设定为与内衬12的z方向的尺寸和内衬12的材质的热膨胀率对应的间隙g12z、与内衬13的z方向的尺寸和内衬13的材质的热膨胀率对应的间隙g13z、与内衬14的z方向的尺寸和内衬14的材质的热膨胀率对应的间隙g14z、与内衬15的z方向的尺寸和内衬15的材质的热膨胀率对应的间隙g15z以及与内衬16的z方向的尺寸和内衬16的材质的热膨胀率对应的间隙g16z之和。
145.也就是,在z方向上,内衬12~16与炉缸内衬11具有以下的尺寸关系。
146.g11z=g12z+g13z+g14z+g15z+g16z
147.这些间隙g12x~g16x、g11z~g16z均根据内衬12~16的材质分别设定。因此,在内衬12~16的材质为不同物质的情况下,间隙g12x~g16x、g11z~g16z的值也对应变更。
148.这里,在内衬12~16中,各个间隙g12x~g16x、g11z~g16z,相对于从室温加热到500℃时的热延伸尺寸,被设定为与内衬12~16的尺寸之比。
149.在以下的说明中,将间隙g12x与内衬12尺寸之比称为rx12,将间隙g13x与内衬13尺寸之比称为rx13,将间隙g14x与内衬14尺寸之比称为rx14,将间隙g15x与内衬15尺寸之比称为rx15,以及将间隙g16x与内衬16尺寸之比称为rx16。
150.具体而言,在x方向上,当内衬12~16由cu构造的情况下,比值rx12、rx13、rx14、rx15、rx16中的每一个设定为0.0007~0.00839的范围。另外,当内衬12~16由ta构造的情况下,比值rx12、rx13、rx14、rx15、rx16中的每一个设定为0.0007~0.0032的范围。
151.还能够以比值rx12、rx13、rx14、rx15、rx16中的每一个小于上述范围的下限值且例如具有大于0mm的间隙的方式,设定为可将内衬12~16收纳在炉缸内衬11内部的程度。但是,在这种情况下,根据形状的随时间变化或加工精度,有可能不能将内衬12~16收纳在炉缸内衬11内部,因此优选将比值rx12、rx13、rx14、rx15、rx16的每一个设为上述范围。另外,在比值rx12、rx13、rx14、rx15、rx16的每一个大于上述范围的上限值的情况下,有时内衬12~16在热膨胀时不接触炉缸内衬11内部,从而不能充分冷却,因此不优选。
152.另外,x方向上的内衬12~16的外形宽度尺寸可以设为40mm~150mm的范围,z方向上的内衬12~16的外形纵尺寸可以设为40mm~150mm的范围。
153.这里,例如在内衬12~16由cu构造的情况下,间隙g12x~g16x可以设定为0.05mm~0.60mm的范围。另外,在内衬12~16由ta构造的情况下,间隙g12x~g16x可以设定为0.05mm~0.23mm的范围。
154.还能够以间隙g12x~g16x小于上述范围的下限值且例如具有大于0mm的间隙的方式,设定为可将内衬12~16收纳在炉缸内衬11内部的程度。但是,在这种情况下,根据形状的随时间变化或加工精度,有可能不能将内衬12~16收纳在炉缸内衬11内部,因此优选将比值rx12、rx13、rx14、rx15、rx16的每一个设为上述范围。另外,在间隙g12x~g16x大于上述范围的上限值的情况下,有时内衬12~16在热膨胀时不接触炉缸内衬11内部,从而不能充分冷却,因此不优选。
155.接着,对内衬12~16之中的两个材质互不相同的情况的间隙g11z进行说明。首先,在一个内衬由cu构造的情况下,其间隙与cu内衬的z方向的尺寸之比设定为0.0007~0.00839的范围。另外,在一个内衬由ta构造的情况下,其间隙与ta内衬的z方向的尺寸之比设定为0.0007~0.0032的范围。
156.这里,炉缸内衬11中的间隙g11z(g12z、g13z、g14z、g15z、g16z之和)根据收纳在炉缸内衬11中的cu内衬和ta内衬个数以及上述的间隙比求出。具体而言,cu内衬的个数乘以在cu的情况下的上述间隙比(0.0007~0.00839),得到间隙的值。同样,ta内衬的个数乘以在ta的情况下的上述间隙比(0.0007~0.0032),得到间隙的值。将得到的间隙相加得到的值为间隙g11z。
157.在以上的说明中,将间隙g12z与内衬12尺寸之比称为rz12,将间隙g13z与内衬13尺寸之比称为rz13,将间隙g14z与内衬14尺寸之比称为rz14,将间隙g15z与内衬15尺寸之比称为rz15,以及将间隙g16z与内衬16尺寸之比称为rz16。
158.还能够在多个内衬12~16排列的z方向上,以比值rz12、rz13、rz14、rz15、rz16的每一个小于上述范围的下限值且例如具有大于0mm的间隙的方式,设定为可将内衬12~16收纳在炉缸内衬11内部的程度。但是,在这种情况下,根据形状的随时间变化或加工精度,有可能不能将内衬12~16收纳在炉缸内衬11内部,因此优选将比值rz12、rz13、rz14、rz15、rz16的每一个设为上述范围。同样,在比值rz12、rz13、rz14、rz15、rz16的每一个大于上述范围的上限值的情况下,有时内衬12~16在热膨胀时不接触炉缸内衬11内部,从而不能充分冷却,因此不优选。
159.如图4所示,在本实施方式的沉积源10中,由铜构造的五个内衬12~16在炉缸内衬11的内部沿z方向相邻配置时,优选地,非加热状态下的间隙g12x~g16x、g11z~g16z如下所示设定。
160.具体而言,在图4所示的例子中,与作为构成材料的cu对应设定为以下的结构。
161.间隙g12x与由cu构造的内衬12的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g12x设定为0.05mm~0.60mm的范围。
162.间隙g13x与由cu构造的内衬13的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g13x设定为0.05mm~0.60mm的范围。
163.间隙g14x与由cu构造的内衬14的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g14x设定为0.05mm~0.50mm的范围。
164.间隙g15x与由cu构造的内衬15的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g15x设定为0.05mm~0.60mm的范围。
165.间隙g16x与由cu构造的内衬16的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g16x设定为0.05mm~0.60mm的范围。
166.间隙g11z与由cu构造的内衬12~16的z方向外形纵尺寸之和之比设定为0.0035~0.042的范围。间隙g11z设定为0.25mm~3.0mm的范围。
167.间隙g12z与由cu构造的内衬12的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g12z设定为0.05mm~0.60mm的范围。
168.间隙g13z与由cu构造的内衬13的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g13z设定为0.05mm~0.60mm的范围。
169.间隙g14z与由cu构造的内衬14的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g14z设定为0.05mm~0.60mm的范围。
170.间隙g15z与由cu构造的内衬15的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g15z设定为0.05mm~0.60mm的范围。
171.间隙g16z与由cu构造的内衬16的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g16z设定为0.05mm~0.60mm的范围。
172.如图5所示,在本实施方式的沉积源10中,由铜构造的三个内衬12、14、16和由钽构造的两个内衬13、15在炉缸内衬11的内部在z方向上相邻配置时,优选地,非加热状态下的间隙g12x~g16x、g11z~g16z如下所示设定。
173.具体而言,在图5所示的例子中,与作为构成材料的cu和ta对应设定为以下的结构。
174.间隙g12x与由cu构造的内衬12的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g12x设定为0.05mm~0.60mm的范围。
175.间隙g13x与由ta构造的内衬13的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g13x设定为0.05mm~0.23mm的范围。
176.间隙g14x与由cu构造的内衬14的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g14x设定为0.05mm~0.60mm的范围。
177.间隙g15x与由ta构造的内衬15的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g15x设定为0.05mm~0.23mm的范围。
178.间隙g16x与由cu构造的内衬16的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g16x设定为0.05mm~0.60mm的范围。
179.间隙g11z与内衬12~16的z方向外形纵尺寸之和之比,以与cu和ta相关的上述比值对应地设定为0.0035~0.0316的范围。间隙g11z设定为0.25mm~2.26mm的范围。
180.间隙g12z与由cu构造的内衬12的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g12z设定为0.05mm~0.60mm的范围。
181.间隙g13z与由ta构造的内衬13的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g13z设定为0.05mm~0.23mm的范围。
182.间隙g14z与由cu构造的内衬14的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g14z设定为0.05mm~0.60mm的范围。
183.间隙g15z与由ta构造的内衬15的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g15z设定为0.05mm~0.23mm的范围。
184.间隙g16z与由cu构造的内衬16的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g16z设定为0.05mm~0.60mm的范围。
185.对沉积装置100中的成膜方法进行说明。
186.此外,作为以下的成膜方法,对在网状的基材f上形成作为薄膜含有氧和锂的化合物膜的方法进行说明。特别是对形成由lco(钴酸锂)构成的化合物膜的方法进行说明。
187.lco(钴酸锂)适合作为电池或二次电池用的正极界面。在为此使用的典型的层系统中,可成膜具有几μm左右层厚的lco层。
188.也可实现使用电子束包覆法的lco层的析出。在这种情况下,如图4所示,li2o(氧化锂)和coo(氧化钴)、或者如图5所示,锂(li)和coo(氧化钴)通过直接作用于沉积材料的电子束在含有氧的反应性气体气氛内蒸发。
189.作为至少具有元素锂的沉积材料,如图5所示,在内衬12~16中交替放入coo和li。具体而言,在内衬12、14、16中放入coo,在内衬13、15中放入li。通过在真空腔室内部通过热
的蒸发装置使该沉积材料蒸发,从而在基板上析出lco层。
190.此时,加热前的内衬12~16以在x方向上,都在炉缸内衬11的内部分别以间隙g12x~g16x的一半的值与炉缸内衬11的壁部11a隔开的方式设置。另外,加热前的内衬12~16以在z方向上,以将间隙g12z~g16z之和等分(将和分成五等分)的距离相互隔开的方式配置。也就是,加热前的内衬12~16均以与加热时的热延伸对应的距离与周围部件相互隔开而配置。
191.此外,在图2和图3中,为了说明间隙g12x~g16z,内衬12~16与炉缸内衬11的一个内壁面接触,但各个内衬12~16以在x方向和z方向上,与周围部件具有均等的间隔而隔开的方式配置之后,内衬被加热。此时,在通过电子束eb的扫描进行加热时,优选在保持均等的间隔的状态下对内衬12~16进行加热。
192.而且,直接通过从电子枪eb0照射的电子束eb使沉积材料蒸发。同时,含氧的成分,优选含氧的反应性气体被导入真空腔室内,而且上升的蒸气粒子云被等离子体贯通。
193.作为含氧的反应性气体,例如像氧(o2)这样的气体适合。对于含氧的反应性气体的导入,例如还可以将含氧的前体(前驱体)导入真空腔室内。
194.在沉积装置100中的成膜中,首先对真空腔室110内进行排气,使成膜部120、运送部130和回收部160保持在指定的真空度。
195.另外,驱动用于支撑基材f的运送机构170,将基材f从放卷辊171向收卷辊173运送。基材f在成膜部120中,沿着x方向被运送(移动)。
196.此外,在基材f中,预先在指定的区域形成有集电体等。
197.在成膜部120中,从气体供给部s0向成膜部120内导入含氧气体。
198.另外,在成膜部120中,从所连接的等离子体产生电源124向主辊172供给等离子体产生功率。同时,在成膜部120中,通过从连接的电源供给的功率,磁铁30产生磁束。
199.由此,在开口21附近的等离子体产生区域中产生等离子体。
200.在成膜部120中,沉积源10被离子束eb加热,使含锂沉积材料和含钴沉积材料从内衬12~16蒸发,形成向主辊172上的基材f射出的包含锂和钴的沉积材料(成膜原料)的蒸气流。
201.此时,收纳在各内衬12~16中的沉积材料的加热条件根据各个沉积材料的蒸气压、升华温度、蒸发量、共沉积所需的比率、共沉积所需的投入功率等来设定。
202.另外,通过护罩20的开口21限制包含锂和钴的沉积材料(成膜原料)的蒸气流到达基材f的区域。
203.在护罩20的开口21附近的区域中,包含被等离子体化的氧气活性化的锂和钴的沉积粒子作为含氧的化合物膜成膜到基材f的表面。
204.在与共沉积相应的加热状态下,各内衬12~16的温度上升。与此同时,各内衬12~16根据各自的材料按照热膨胀率进行热延伸。其结果,各内衬12~16的壁部12a~16a与在对置状态下相邻的炉缸内衬11的壁部11a或在对置状态下相邻的壁部12a~16a接触。
205.也就是,各内衬12~16在炉缸内衬11的内部热膨胀,使得各个间隙g12x~g16z成为零。
206.各内衬12~16的壁部12a~16a都与和壁部对置相邻的周围部件贴合。
207.此时,通过与由冷却部18冷却的炉缸内衬11接触,各内衬12~16通过从壁部12a~
16a向壁部11a及底部11b的热传导而冷却。另外,各内衬12~16通过对相邻的内衬12~16的壁部12a~16a的热传导而冷却。
208.由此,各内衬12~16保持在与内部的沉积材料不发生化学反应的温度范围。同时,位于各内衬12~16的开口中央部分的沉积材料被熔化、蒸发或升华。位于靠近壁部12a~16a的开口周缘部分的沉积材料保持不熔化或温度上升缓慢的状态。
209.因此,本实施方式中的沉积装置100能够在不引起污染的发生或组成比的变化等的情况下进行共沉积。
210.由此,本实施方式中的沉积装置100通过交替配置不同沉积材料的内衬12~16,能够将化合物膜中的膜组成设定为优选范围,能够制造膜特性提高的化合物膜。
211.另外,对本实施方式的沉积装置100为卷对卷装置的情况进行了说明,但是本发明并不限定于该结构,还可以构造为在基板运送中对单片状基板进行成膜的结构。另外,本实施方式的沉积装置除了锂化合物膜的成膜部以外,还可以具有其他成膜部或其他处理部。
212.下面,根据附图对本发明所涉及的沉积装置的第二实施方式进行说明。
213.图6是示出本实施方式中的沉积源中的内衬配置的一例的说明图,图7是示出本实施方式中的沉积源中的内衬配置的其他例子的说明图。在本实施方式中,与上述第一实施方式不同的是形成由lipon构成的化合物膜这一点,对于除此以外与上述第一实施方式对应的结构标注相同的附图标记并省略其说明。
214.在本实施方式中,在内衬12~16之中的至少一个中放入li3n作为lipon形成用沉积材料时,该内衬可以由cu形成。另外,在内衬12~16之中的至少一个中放入lpo或li作为lipon形成用沉积材料时,该内衬可以由ta形成。
215.如图6所示,在内衬12~16中放入lpo和li3n作为沉积材料时,可以设为在内衬12、14、16中放入lpo,在内衬13、15中放入li3n的配置。此时,可以由ta形成内衬12、14、16,由cu形成内衬13、15。
216.如图7所示,在内衬12~16中放入lpo和li作为沉积材料时,可以设为在内衬12、14、16中放入lpo,在内衬13、15中放入li的配置。此时,可以由ta形成内衬12~16。
217.在基材f的移动方向即x方向上,内衬12~16的尺寸分别被设定为小于炉缸内衬11的宽度尺寸。另外,在与基材f的移动方向正交的z方向上,内衬12~16的尺寸的合计被设定为小于炉缸内衬11的长度尺寸。
218.在沉积源10中,在内衬12~16配置在炉缸内衬11的内部的结构中,在加热状态下内衬12~16的壁部12a~16a与周围部件接触,另一方面,在非加热状态下在壁部与周围部件之间产生间隙。
219.内衬12具有沿该z方向延伸的壁部12a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部12a之间具有x方向的间隙g12x。间隙g12x与共沉积时的加热温度下的热延伸对应设定。具体而言,间隙g12x与内衬12的材质相应的热膨胀率对应设定。间隙g12x与内衬12的x方向的尺寸和根据内衬12的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬12的壁部12a与炉缸内衬11的壁部11a贴合的方式设定有间隙g12x。
220.关于非加热状态的情况与加热状态的情况下的x方向的间隙的不同,间隙g12x示出非加热状态下的间隙(在非加热状态下两个壁部11a隔开的距离与内衬12的外形尺寸之
差)与加热状态下的间隙之差(在加热状态下两个壁部11a隔开的距离与内衬12的外形尺寸之差)。
221.同样,内衬13具有沿该z方向延伸的壁部13a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部13a之间具有x方向的间隙g13x。间隙g13x与共沉积时的加热温度下的热延伸对应设定。具体而言,间隙g13x与内衬13的材质相应的热膨胀率对应设定。间隙g13x与内衬13的x方向的尺寸和根据内衬13的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬13的壁部13a与炉缸内衬11的壁部11a贴合的方式设定有间隙g13x。
222.同样,内衬14具有沿该z方向延伸的壁部14a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部14a之间具有x方向的间隙g14x。间隙g14x与共沉积时的加热温度下的热延伸对应设定。具体而言,间隙g14x与内衬14的材质相应的热膨胀率对应设定。间隙g14x与内衬14的x方向的尺寸和根据内衬14的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬14的壁部14a与炉缸内衬11的壁部11a贴合的方式设定有间隙g14x。
223.同样,内衬15具有沿该z方向延伸的壁部15a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部15a之间具有x方向的间隙g15x。间隙g15x与内衬15的材质相应的热膨胀率对应设定。具体而言,间隙g15x与共沉积时的加热温度下的热延伸对应设定。间隙g15x与内衬15的x方向的尺寸和根据内衬15的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬15的壁部15a与炉缸内衬11的壁部11a贴合的方式设定有间隙g15x。
224.同样,内衬16具有沿该z方向延伸的壁部16a,炉缸内衬11在壁部11a与和壁部11a相对置的壁部16a之间具有x方向的间隙g16x。间隙g16x与内衬16的材质相应的热膨胀率对应设定。具体而言,间隙g16x与共沉积时的加热温度下的热延伸对应设定。间隙g16x与内衬16的x方向的尺寸和根据内衬16的材质热膨胀的x方向的尺寸对应设定。也就是,在共沉积时的加热温度下,以热延伸的内衬16的壁部16a与炉缸内衬11的壁部11a贴合的方式设定有间隙g16x。
225.同样,在z方向上相对置的炉缸内衬11的两个壁部11a(与上述的左侧的壁部11a及右侧的壁部11a正交的壁部11a)之间,内衬12~16以具有z方向的间隙g12z、g13z、g14z、g15z、g16z的方式排列。如后所述,间隙g12z、g13z、g14z、g15z、g16z的尺寸之和由g11z表示,间隙g12z、g13z、g14z、g15z、g16z中的每一个是间隙g11z的一部分。
226.具体而言,在z方向上,在炉缸内衬11的壁部11a与内衬12的壁部12a之间存在间隙g12z,在内衬12的壁部12a与内衬13的壁部13a之间存在间隙g13z,在内衬13的壁部13a与内衬14的壁部14a之间存在间隙g14z,在内衬14的壁部14a与内衬15的壁部15a之间存在间隙g15z,在内衬15的壁部15a与内衬16的壁部16a之间存在间隙g16z。
227.该间隙g11z与共沉积时的加热温度下的热延伸对应设定。具体而言,间隙g11z与内衬12~16的z方向尺寸之和以及内衬12~16中的各个材质的热膨胀率对应设定。也就是,在共沉积时的加热温度下,以位于热延伸的内衬12~16的z方向上的两端部的壁部12a和壁部16a与z方向上与壁部12a和壁部16a相对置的炉缸内衬11的壁部11a贴合的方式且以热延伸的内衬12~16之中相邻的两个内衬相互在z方向上贴合的方式设定有间隙g11z。
228.这样,间隙g11z与各个内衬12~16各自的材质的热膨胀率对应设定。也就是,间隙g11z被设定为与内衬12的z方向的尺寸和内衬12的材质的热膨胀率对应的间隙g12z、与内衬13的z方向的尺寸和内衬13的材质的热膨胀率对应的间隙g13z、与内衬14的z方向的尺寸和内衬14的材质的热膨胀率对应的间隙g14z、与内衬15的z方向的尺寸和内衬15的材质的热膨胀率对应的间隙g15z以及与内衬16的z方向的尺寸和内衬16的材质的热膨胀率对应的间隙g16z之和。
229.也就是,在z方向上,内衬12~16与炉缸内衬11具有以下的尺寸关系。
230.g11z=g12z+g13z+g14z+g15z+g16z
231.这些间隙g12x~g16x、g11z~g16z均根据内衬12~16的材质分别设定。因此,在内衬12~16的材质为不同物质的情况下,间隙g12x~g16x、g11z~g16z的值也对应变更。
232.这里,在内衬12~16中,各个间隙g12x~g16x、g11z~g16z,相对于从室温加热到500℃时的热延伸尺寸,被设定为与内衬12~16的尺寸之比。
233.具体而言,在x方向上,在内衬12~16由cu构造时的情况下,比值rx12、rx13、rx14、rx15、rx16中的每一个设定为0.0007~0.00839的范围。另外,在内衬12~16由ta构造的情况下,比值rx12、rx13、rx14、rx15、rx16中的每一个设定为0.0007~0.0032的范围。
234.还能够以比值rx12、rx13、rx14、rx15、rx16中的每一个小于上述范围的下限值且例如具有大于0mm的间隙的方式,设定为可将内衬12~16收纳在炉缸内衬11内部的程度。但是,在这种情况下,根据形状的随时间变化或加工精度,有可能不能将内衬12~16收纳在炉缸内衬11内部,因此优选将比值rx12、rx13、rx14、rx15、rx16的每一个设为上述范围。另外,在比值rx12、rx13、rx14、rx15、rx16的每一个大于上述范围的上限值的情况下,有时内衬12~16在热膨胀时不接触炉缸内衬11内部,从而不能充分冷却,因此不优选。
235.另外,x方向上的内衬12~16的外形宽度尺寸可以设为40mm~150mm的范围,z方向上的内衬12~16的外形纵尺寸可以设为40mm~150mm的范围。
236.这里,例如,在内衬12~16由cu构造的情况下,间隙g12x~g16x可以设定为0.05mm~0.60mm的范围。另外,在内衬12~16由ta构造的情况下,间隙g12x~g16x可以设定为0.05mm~0.23mm的范围。
237.还能够以间隙g12x~g16x小于上述范围的下限值且例如具有大于0mm的间隙的方式,设定为可将内衬12~16收纳在炉缸内衬11内部的程度。但是,在这种情况下,根据形状的随时间变化或加工精度,有可能不能将内衬12~16收纳在炉缸内衬11内部,因此优选将比值rx12、rx13、rx14、rx15、rx16的每一个设为上述范围。另外,在间隙g12x~g16x大于上述范围的上限值的情况下,有时内衬12~16在热膨胀时不接触炉缸内衬11内部,从而不能充分冷却,因此不优选。
238.接着,关于z方向,一个内衬由cu构造的情况下,其间隙与cu内衬的z方向的尺寸之比设定为0.0007~0.00839的范围。另外,一个内衬由ta构造的情况下,其间隙与ta内衬的z方向的尺寸之比设定为0.0007~0.0032的范围。
239.这里,炉缸内衬11中的间隙g11z(g12z、g13z、g14z、g15z、g16z之和)根据收纳在炉缸内衬11中的cu内衬和ta内衬个数以及上述的间隙比求出。具体而言,cu内衬的个数乘以在cu的情况下的上述间隙比(0.0007~0.00839),得到间隙的值。同样,ta内衬的个数乘以在ta的情况下的上述间隙比(0.0007~0.0032),得到间隙的值。将得到的间隙相加得到的
值为间隙g11z。
240.还能够在多个内衬12~16排列的z方向上,以比值rz12、rz13、rz14、rz15、rz16中的每一个小于上述范围的下限值且例如具有大于0mm的间隙的方式,设定为可将内衬12~16收纳在炉缸内衬11内部的程度。但是,在这种情况下,根据形状的随时间变化或加工精度,有可能不能将内衬12~16收纳在炉缸内衬11内部,因此优选将比值rz12、rz13、rz14、rz15、rz16的每一个设为上述范围。同样,在比值rz12、rz13、rz14、rz15、rz16的每一个大于上述范围的上限值的情况下,有时内衬12~16在热膨胀时不接触炉缸内衬11内部,从而不能充分冷却,因此不优选。
241.如图6所示,在本实施方式的沉积源10中,由ta构造的三个内衬12、14、16和由cu构造的两个内衬13、15在炉缸内衬11的内部沿z方向相邻交替配置时,优选地,非加热状态下的间隙g12x~g16x、g11z~g16z如下所示设定。
242.具体而言,在图6所示的例子中,与作为构成材料的cu和ta对应设定为以下的结构。
243.间隙g12x与由ta构造的内衬12的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g12x设定为0.05mm~0.23mm的范围。
244.间隙g13x与由cu构造的内衬13的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g13x设定为0.05mm~0.60mm的范围。
245.间隙g14x与由ta构造的内衬14的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g14x设定为0.05mm~0.23mm的范围。
246.间隙g15x与由cu构造的内衬15的x方向外形宽度尺寸之比设定为0.0007~0.00839的范围。间隙g15x设定为0.05mm~0.60mm的范围。
247.间隙g16x与由cu构造的内衬16的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g16x设定为0.05mm~0.23mm的范围。
248.间隙g11z与内衬12~16的z方向外形纵尺寸之和之比,以与cu和ta相关的上述之比对应地设定为0.0035~0.0264的范围。间隙g11z设定为0.25mm~1.89mm的范围。
249.间隙g12z与由ta构造的内衬12的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g12z设定为0.05mm~0.23mm的范围。
250.间隙g13z与由cu构造的内衬13的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g13z设定为0.05mm~0.60mm的范围。
251.间隙g14z与由ta构造的内衬14的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g14z设定为0.05mm~0.23mm的范围。
252.间隙g15z与由cu构造的内衬15的z方向外形纵尺寸之比设定为0.0007~0.00839的范围。间隙g15z设定为0.05mm~0.60mm的范围。
253.间隙g16z与由ta构造的内衬16的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g16z设定为0.05mm~0.23mm的范围。
254.如图7所示,在本实施方式的沉积源10中,由钽构造的五个内衬12~16在炉缸内衬11的内部在z方向上相邻配置时,优选地,非加热状态下的间隙g12x~g16x、g11z~g16z如下所示设定。
255.具体而言,在图7所示的例子中,与作为构成材料ta对应设定为以下的结构。
256.间隙g12x与由ta构造的内衬12的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g12x设定为0.05mm~0.23mm的范围。
257.间隙g13x与由ta构造的内衬13的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g13x设定为0.05mm~0.23mm的范围。
258.间隙g14x与由ta构造的内衬14的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g14x设定为0.05mm~0.23mm的范围。
259.间隙g15x与由ta构造的内衬15的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g15x设定为0.05mm~0.23mm的范围。
260.间隙g16x与由ta构造的内衬16的x方向外形宽度尺寸之比设定为0.0007~0.0032的范围。间隙g16x设定为0.05mm~0.23mm的范围。
261.间隙g11z与由ta构造的内衬12~16的z方向外形纵尺寸之和之比设定为0.0035~0.016的范围。间隙g11z设定为0.25mm~1.15mm的范围。
262.间隙g12z与由ta构造的内衬12的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g12z设定为0.05mm~0.23mm的范围。
263.间隙g13z与由ta构造的内衬13的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g13z设定为0.05mm~0.23mm的范围。
264.间隙g14z与由ta构造的内衬14的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g14z设定为0.05mm~0.23mm的范围。
265.间隙g15z与由ta构造的内衬15的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g15z设定为0.05mm~0.23mm的范围。
266.间隙g16z与由ta构造的内衬16的z方向外形纵尺寸之比设定为0.0007~0.0032的范围。间隙g16z设定为0.05mm~0.23mm的范围。
267.对沉积装置100中的成膜方法进行说明。
268.此外,作为以下的成膜方法,对在网状的基材f上作为薄膜形成含有氮和锂的化合物膜(电解质膜)的方法进行说明。特别是对形成由lipon构成电解质膜的方法进行说明。
269.lipon基于具有离子传导性的同时具有对于电子的非传导性,适于作为电池和二次电池用的固体电解质。在为此使用的典型的层系统中,可成膜具有几μm程度的层厚的lipon层。
270.也可实现使用电子束包覆法的lipon层的析出。在这种情况下,磷酸锂(lipo)通过直接作用于沉积材料的电子束在含氮的反应性气体气氛内蒸发。
271.通过在真空腔室内部通过热的蒸发装置使至少包含元素锂、磷和氧的蒸发材料蒸发,从而在基板上析出lipon层。
272.此时,直接通过电子束使沉积材料蒸发。同时,含氮的成分,优选含氮的反应性气体被导入真空腔室内,而且上升的蒸气粒子云被等离子体贯通。
273.作为含氮的反应性气体,例如像氨(nh3)、二氧化氮(no2)或氮(n2)这样的气体适合。对于含氮的反应性气体的导入,例如,还可以将含氮的前体(前驱体)导入真空腔室内。
274.在沉积装置100中的成膜中,首先对真空腔室110内进行排气,使成膜部120、运送部130和回收部160保持指定的真空度。
275.另外,驱动用于支撑基材f的运送机构170,将基材f从放卷辊171向收卷辊173运
送。在成膜部120中,沿着x方向运送(移动)基材f。
276.此外,如后所述,在基材f中,预先在指定的区域形成有正极或集电体等。
277.在成膜部120中,从气体供给部s0向成膜部120内导入含氮气体。
278.另外,在成膜部120中,从所连接的等离子体产生电源55向主辊172供给等离子体产生功率。同时,在成膜部120中,通过从连接的电源供给的功率,磁铁30产生磁束。
279.由此,在等离子体产生区域中产生等离子体。
280.在成膜部120的沉积源10中,各内衬12~16例如被电子束等加热,使各个沉积材料(成膜原料)蒸发,形成向主辊172上的基材f射出的包含锂的沉积材料(成膜原料)的蒸气流。
281.此时,收纳在各内衬12~16中的沉积材料的加热条件根据各个沉积材料的蒸气压、升华温度、蒸发量、共沉积所需的比率、共沉积所需的投入功率等来设定。
282.另外,通过护罩20的开口21限制包含锂的沉积材料(成膜原料)的蒸气流到达基材f的区域。
283.在护罩20的开口21附近的区域中,包含被等离子体化的氮气活性化的锂的沉积粒子作为含氮的电解质膜成膜到基材f的表面。
284.在与共沉积相应的加热状态下,各内衬12~16的温度上升。与此同时,各内衬12~16根据各自的材料按照热膨胀率进行热延伸。其结果,各内衬12~16的壁部12a~16a与在对置状态下相邻的炉缸内衬11的壁部11a或在对置状态下相邻的壁部12a~16a接触。
285.也就是,各内衬12~16在炉缸内衬11的内部热膨胀,使得各个间隙g12x~g16z成为零。
286.各内衬12~16的壁部12a~16a都与和壁部对置相邻的周围部件贴合。
287.此时,通过与由冷却部18冷却的炉缸内衬11接触,从而各内衬12~16通过从壁部12a~16a向壁部11a及底部11b的热传导而冷却。另外,各内衬12~16通过对相邻的内衬12~16的壁部12a~16a的热传导而冷却。
288.由此,各内衬12~16保持在与内部的沉积材料不发生化学反应的温度范围。同时,位于各内衬12~16的开口中央部分的沉积材料被熔化、蒸发或升华。位于靠近壁部12a~16a的开口周缘部分的沉积材料保持不熔化或温度上升缓慢的状态。
289.因此,本实施方式中的沉积装置100能够在不引起污染的发生或组成比的变化等的情况下进行共沉积。
290.由此,本实施方式中的沉积装置100通过交替配置不同沉积材料的内衬12~16,能够进行化合物膜中的组成控制,从而能够制造膜特性提高的化合物膜。
291.进而,在本发明中,也可以分别组合采用上述各实施方式中的各个结构。
292.作为本发明的应用例,可以列举:作为电解质膜,使用包含锂的沉积材料和包含氮的等离子体,进行lipon等包含锂和氮的电解质膜的成膜;或者使用包含锂的沉积材料和包含氧的等离子体,进行lco等包含锂和氧的正极材料的成膜的装置。
293.附图标记说明
294.100
ꢀꢀꢀꢀꢀꢀ
沉积装置
295.10
ꢀꢀꢀꢀꢀꢀꢀ
沉积源
296.11
ꢀꢀꢀꢀꢀꢀꢀ
炉缸内衬
297.11a~16a 壁部
298.12~16
ꢀꢀꢀ
内衬
299.18
ꢀꢀꢀꢀꢀꢀꢀ
冷却部
300.20
ꢀꢀꢀꢀꢀꢀꢀ
护罩(遮蔽部)
301.21
ꢀꢀꢀꢀꢀꢀꢀ
开口
302.120
ꢀꢀꢀꢀꢀꢀ
成膜部
303.170
ꢀꢀꢀꢀꢀꢀ
运送机构(基板移动部)
304.172
ꢀꢀꢀꢀꢀꢀ
主辊
305.f
ꢀꢀꢀꢀꢀꢀꢀꢀ
基材(基板)
306.g12x~g16x、g11z~g16z
ꢀꢀꢀꢀꢀ
间隙
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1