一种阳极管粗糙度打磨系统及方法
1.本发明涉及阳极管技术领域,尤其涉及一种阳极管粗糙度打磨系统及方法。
背景技术:
2.本部分的陈述仅仅是提供了与本发明相关的背景技术信息,不必然构成在先技术。
3.阳极管普遍应用在电力、钢铁、化工、有色冶炼、水泥等行业生产中,正六边形阳极管由于便于组装,可利用收尘面积大,因此市售的阳极管均采用正六边形结构。
4.现有技术中,湿电除尘用的玻璃刚阳极管最终要组成蜂窝状阳极管束,以达到理想的除尘效果;蜂窝状阳极管束由多根正六边形阳极管拼装而成,相邻阳极管的边粘接在一起。
5.受到加工工艺的影响,加工成型的正六边形阳极管外表面会有脱模油,导致外表面光滑,不易粘接;因此,现有技术需要将阳极管搬运至设定场所,通过人工对六个面逐一手工打磨,需要花费大量的人力物力,效率低下;并且,打磨过程中粉尘很大,不利于操作人员的身体健康。
技术实现要素:
6.为了解决上述问题,本发明提出了一种阳极管粗糙度打磨系统及方法,能够在生产过程中,实现对阳极管外表面的自动打磨,提高生产效率。
7.在一些实施方式中,采用如下技术方案:
8.一种阳极管粗糙度打磨系统,包括:与阳极管形状相匹配的支撑框架,所述支撑框架与固定底座连接;在所述支撑框架上,对应正六边形阳极管的每一个面,分别设置打磨装置,所述打磨装置能够与阳极管的外表面接触;所述支撑框架的底端设有开口,所述开口位置设置粉尘收集装置。
9.作为进一步地改进,所述打磨装置包括设置在外框架上的控制器、驱动电机和打磨头,控制器与驱动电机连接,所述驱动电机的输出轴连接打磨头的轴,所述打磨头与其对应的阳极管的一个面接触。
10.作为进一步地改进,所述打磨头的轴外部套设弹性件,所述弹性件被限制在打磨头和电机输出轴之间。弹性件的作用是避免打磨头直接与阳极管刚性接触,并且弹性件的存在可以使打磨头与阳极管的接触力在一定范围内变化,以适应不同的打磨工艺要求。
11.作为进一步地改进,所述弹性件上设有用于检测弹性件弹力的传感器,所述传感器与控制器连接。传感器用于检测弹性件的形变,使打磨头以某一精确地接触力与阳极管接触,以满足某一打磨工艺要求。
12.作为进一步地改进,所述控制器接收传感器检测的弹性件的弹力值,通过控制直线电机输出轴的位移,调整打磨头与阳极管之间的压力。
13.作为进一步地改进,所述打磨头为金刚砂盘。
14.作为进一步地改进,所述打磨装置在支撑框架上错位布置,以避免相互之间产生干扰。
15.作为进一步地改进,所述粉尘收集装置包括:与所述开口位置连接的粉尘收集罩,所述粉尘收集罩通过收集管连接粉尘收集器。
16.在另一些实施方式中,采用如下技术方案:
17.一种阳极管生产系统,在所述阳极管生产线的输出端依次设置阳极管推送装置、上述的阳极管粗糙度打磨系统,以及切割装置。
18.在另一些实施方式中,采用如下技术方案:
19.一种阳极管粗糙度打磨方法,包括:
20.初始化打磨装置的位置;
21.生产线输出的阳极管推送至支撑框架内,检测打磨装置与阳极管外表面的接触压力,控制所述接触压力达到设定的压力值;
22.驱动打磨装置对阳极管接触面进行打磨;打磨过程中产生的粉尘被粉尘收集装置收集;
23.打磨完成的阳极管继续推送至切割装置,将阳极管切割为设定长度的阳极管段。
24.与现有技术相比,本发明的有益效果是:
25.本发明通过设计自动打磨系统,在阳极管生产线的末端直接对阳极管表面进行粗糙度打磨,无需搬运阳极管,无需人工打磨,自动化程度高,节省人力物力,极大的提高了生产效率。
26.打磨粉尘自动收集,降低了对于打磨环境的要求,不会对工作人员的健康构成威胁。
27.本发明的其他特征和附加方面的优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本方面的实践了解到。
附图说明
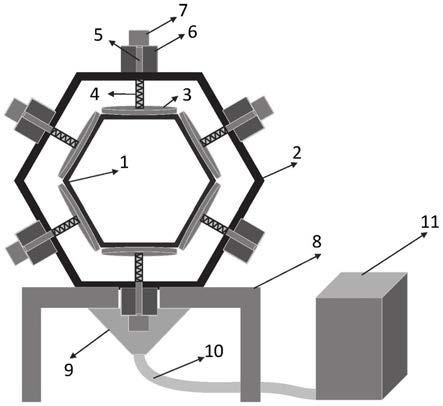
28.图1是本发明实施例中阳极管粗糙度打磨系统结构示意图;
29.图2是本发明实施例中阳极管生产系统结构示意图;
30.图3是本发明实施例中正六边形支撑框架的展开示意图;
31.其中,1.阳极管,2.支撑框架,3.打磨头,4.弹性件,5.直线电机输出轴,6.直线电机,7.控制器,8.固定底座,9.粉尘收集罩,10.粉尘收集管,11.粉尘收集器;
[0032]ⅰ阳极管生产线输出端,ⅱ推送装置,ⅲ阳极管粗糙度打磨系统,ⅳ切割装置。
具体实施方式
[0033]
应该指出,以下详细说明都是例示性的,旨在对本申请提供进一步的说明。除非另有指明,本发明使用的所有技术和科学术语具有与本申请所属技术领域的普通技术人员通常理解的相同含义。
[0034]
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包
括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
[0035]
实施例一
[0036]
在一个或多个实施方式中,公开了一种阳极管粗糙度打磨系统,参照图1,包括:与阳极管1形状相匹配的支撑框架2,支撑框架2与固定底座8连接;支撑框架2设置在阳极管1外侧,在支撑框架2上,对应正六边形阳极管1的每一个面,分别设置打磨装置;打磨装置能够与阳极管1的外表面接触;在支撑框架2的底端设有开口,在开口位置设置粉尘收集装置。
[0037]
具体地,支撑框架2的截面也为正六边形,与阳极管1形状相同,支撑框架2的每一个面与阳极管1的各个面平行设置;支撑框架2的每一个面上均设置打磨装置,打磨装置包括:控制器7、直线电机6和打磨头3,直线电机输出轴5连接打磨头3,直线电机输出轴5能够带动打磨头3以设定的转速对阳极管1进行旋转打磨。
[0038]
本实施例中,打磨头3选用金刚砂盘,金刚砂盘的直径与阳极管正六边形的边长相匹配,保证打磨头能够打磨到阳极管的整个面。
[0039]
另外,为了保证相邻打磨头3之间的工作相互之间不受干扰,在支撑框架2的长度方向上,相邻两个面上的打磨装置错位布置,参照图3所示的正六边形支撑框架2展开示意图。
[0040]
本实施例中,直线电机输出轴5截面是四边形,打磨头3的轴截面是外圆内方形状;直线电机输出轴5插入打磨头3的轴中,与打磨头3的轴滑动连接。打磨头的轴顶部连接的就是圆形打磨头。
[0041]
弹性件4套在打磨头3的轴外部,被限制在打磨头3与直线电机输出轴5之间;弹性件4的作用是避免打磨头3直接与阳极管1刚性接触,并且弹性件4的存在可以使打磨头3与阳极管1的接触力在一定范围内变化,以适应不同的打磨工艺要求。如果没有弹性件4,则打磨头3只有接触阳极管和未接触阳极管两种状态,无法适应不同的打磨工艺要求。
[0042]
弹性件4上设有用于检测弹性件弹力的弹力传感器,弹力传感器与控制器7连接。弹力传感器用于检测弹性件4的形变,使打磨头3以某一精确地接触力与阳极管1接触,以满足某一打磨工艺要求。
[0043]
弹性件4检测的弹力值反映了打磨头3与阳极管1之间的压力;传感器与控制器7连接,将弹力值反馈至控制器7,控制器7通过直线电机6控制直线电机6输出轴的位移,并使打磨头3以设定的压力f与阳极管1接触。
[0044]
本实施例通过弹性件、弹力传感器及步进电机可以实现不同接触力情况下的精确打磨;比如:打磨掉阳极管表面a(毫米),需要k(牛顿)的接触力,那么我们可以设定打磨头与阳极管的接触力为k(牛顿),这时控制器首先检测弹力传感器的弹力,如果弹力值小于k,则控制直线电机的输出轴伸出,使打磨头挤压阳极管,直到弹力传感器的值增大为k。如果弹力传感器的值大于k,则控制直线电机使打磨头朝远离阳极管方向移动,直到弹力值减小到k。
[0045]
本实施例中,固定底座8用于固定支撑框架2,在支撑框架2的底部设有开口,粉尘收集罩9穿过固定底座8与开口位置连接,粉尘收集罩9连接粉尘收集管10,粉尘收集管10连接粉尘收集器11。
[0046]
打磨的粉尘自底部开口位置落入粉尘收集罩9,然后被粉尘收集器11收集,避免了粉尘外散对人体健康产生的影响。
[0047]
实施例二
[0048]
在一个或多个实施方式中,公开了一种阳极管生产系统,参照图2,在阳极管生产线输出端ⅰ依次设置阳极管推送装置ⅱ、实施例一中所述的阳极管粗糙度打磨系统ⅲ,以及切割装置ⅳ。
[0049]
具体地,推送装置ⅱ可以为机械臂或者机械手抓,设置在阳极管的两侧,能够支撑固定阳极管并向前推送;切割装置ⅳ为现有的生产线上已有的切割装置ⅳ结构。
[0050]
阳极管生产系统的具体工作过程如下:
[0051]
阳极管生产线的输出端输出阳极管,经过推送装置ⅱ的推力作用,使得阳极管以设定的速度向前推送。
[0052]
初始化打磨装置的位置,阳极管被推送至支撑框架2内,检测打磨装置与阳极管外表面的接触压力,控制所述接触压力达到设定的压力值;
[0053]
驱动打磨装置对阳极管接触面进行旋转打磨;打磨过程中产生的粉尘被粉尘收集装置收集;
[0054]
打磨完成的阳极管继续推送至切割装置ⅳ,将阳极管切割为设定长度的阳极管段。
[0055]
本实施例的阳极管生产系统能够在阳极管的生产过程中实现对其表面粗糙度的自动打磨,自动化程度高,节省人力物力,提高生产效率。
[0056]
上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1