一种用于连接砂纸和转矩砂碟托盘的磨盘的制作方法
1.本说明书涉及机械打磨领域,特别涉及一种用于连接砂纸和转矩砂碟托盘的磨盘。
背景技术:
2.打磨机(或抛光机)在打磨工件的过程中,一般包括粗加工和细加工两个过程。其中,在粗加工过程中,打磨机主要通过转矩砂碟对工件进行粗打磨,转矩砂碟通过转矩砂碟托盘与打磨机连接;在细加工过程中,打磨机主要通过砂纸对工件进行细打磨(例如,抛光),砂纸则需要通过其他托盘与打磨机连接。当粗加工完成后,为了将转矩砂碟更换为砂纸以对工件进行细加工,打磨机上的转矩砂碟托盘需要更换为其他托盘(例如,3m公司生产的3m 14736u托盘,该托盘表面设有搭扣,能够安装在3m 7403气动打磨机/抛光机上)来连接砂纸。由于托盘在打磨机上的装卸较为麻烦,使得托盘更换过程费时费力,影响工件打磨的效率。因此,如何在工件打磨过程中避免对打磨机上的托盘进行更换是目前亟需解决的技术问题。
技术实现要素:
3.本技术实施例之一提供一种用于连接砂纸和转矩砂碟托盘的磨盘。上述磨盘包括:中间件、连接件以及粘贴件;其中,中间件用于连接连接件和粘贴件;连接件用于与转矩砂碟托盘连接;连接件包括固定部和连接部,固定部位于中间件内;连接部的一部分位于中间件内,连接部的其余部分伸出中间件;粘贴件的一面用于粘贴砂纸,粘贴件的另一面用于与中间件连接。
4.在一些实施例中,所述中间件通过注塑成型的方式将所述连接件和所述粘贴件连接在一起。
5.在一些实施例中,所述中间件的材料为聚氨酯。
6.在一些实施例中,所述连接件的所述连接部与所述连接件的所述固定部是一体成型的。
7.在一些实施例中,所述连接件的所述连接部为螺纹纽扣;所述连接件的所述固定部为圆盘形的。
8.在一些实施例中,所述固定部的周向上设有至少一个凸起部。
9.在一些实施例中,所述固定部的至少一个表面上设有至少一个凹陷部。
10.在一些实施例中,所述粘贴件为魔术贴。
附图说明
11.本技术将以示例性实施例的方式进一步说明,这些示例性实施例将通过附图进行详细描述。这些实施例并非限制性的,在这些实施例中,相同的编号表示相同的结构,其中:
12.图1是根据本说明书一些实施例所示的转矩砂碟的结构示意图;
13.图2是根据本说明书一些实施例所示的转矩砂碟托盘的结构示意图;
14.图3是根据本说明书一些实施例所示的背绒砂纸托盘的结构示意图;
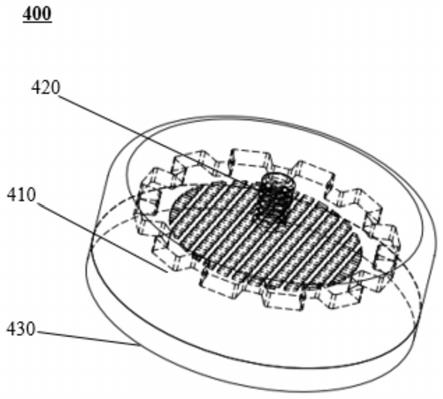
15.图4是根据本说明书一些实施例所示的磨盘的结构示意图;
16.图5是根据本说明书一些实施例所示的磨盘的剖面图;
17.图6是根据本说明书一些实施例所示的连接件的结构示意图;
18.图7是根据本说明书一些实施例所示的连接件的结构示意图;
19.图8是根据本说明书一些实施例所示的连接件的剖面图。
20.附图标记:100为转矩砂碟;101为布基砂纸;102为螺纹纽扣;200为转矩砂碟托盘;201为螺纹孔;202为安装轴;300为背绒砂纸托盘;400为磨盘;410为中间件;420为连接件;421为固定部;422为连接部;423为凸起部;424为凹陷部;430为粘贴件。
具体实施方式
21.为了更清楚地说明本技术实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见地,下面描述中的附图仅仅是本技术的一些示例或实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图将本技术应用于其它类似情景。除非从语言环境中显而易见或另做说明,图中相同标号代表相同结构或操作。
22.应当理解,本文使用的“系统”、“装置”、“单元”和/或“模块”是用于区分不同级别的不同组件、元件、部件、部分或装配的一种方法。然而,如果其他词语可实现相同的目的,则可通过其他表达来替换所述词语。
23.如本技术和权利要求书中所示,除非上下文明确提示例外情形,“一”、“一个”、“一种”和/或“该”等词并非特指单数,也可包括复数。一般说来,术语“包括”与“包含”仅提示包括已明确标识的步骤和元素,而这些步骤和元素不构成一个排它性的罗列,方法或者设备也可能包含其它的步骤或元素。
24.在使用打磨机对工件进行打磨的过程中,一般可以包括粗加工和细加工过程。其中,粗加工(例如,金属、木材等表面打磨以及金属除锈、除焊疤等)采用的是粒度较大(例如,粒度在24目~320目之间)的磨料涂附在基底上后得到的砂纸与打磨机来对工件表面进行打磨,粒度较大的磨料可以将工件粗糙的表面快速打磨成较为光滑的表面,提高打磨效率;而细加工(例如,金属抛光、除漆、去毛刺等)采用的是粒度较小(例如,粒度在320目~800目或者800目以上)的磨料涂附在基底上后得到的砂纸与打磨机连接来对粗加工过后得到的较为光滑的表面进行进一步打磨,提高工件表面的光滑度或打磨精度。
25.进一步地,由于粗加工所打磨的表面较为粗糙且磨料的粒度较大,粗加工可以使用布基砂纸(即粒度较大的磨料涂附在布基上所形成的砂纸)来对工件表面进行打磨。布基砂纸具有较好的强度,很难出现因工件表面粗糙或磨料粒度较大而出现磨损或破损的情况。其中,布基砂纸的粒度24目~320目之间。而由于细加工所采用的磨料粒度较小,且对打磨的精度要求较高,细加工可以使用纸基砂纸(即粒度较小的磨料涂附在纸基上所形成的砂纸)来对工件表面进行打磨,纸基相对于保证布基具有较好的柔性、粘附性以及平整度,能够保证粒度较小的磨料更好地粘附在纸基上且所形成的磨面(即砂纸对工件进行打磨的一面)也较为平整,从而提高打磨精度。其中,为了满足不同的细加工要求,所选用的纸基砂
纸的粒度也会不同。例如,对工件表面进行除漆、抛光时,可以选用粒度在320目~800目之间的纸基砂纸。又例如,当需要对工件表面进行精抛光时,可以选用粒度大于800目以上的纸基砂纸。
26.由上可以得出,工件打磨过程中的粗加工和细加工所采用的砂纸的类型不同,其中,粗加工采用的是布基砂纸,细加工采用的是纸基砂纸。在实际操作过程中,由于粗加工和细加工所采用的砂纸类型不同,所以在粗加工完成后,一般需要将打磨机上的布基砂纸更换为纸基砂纸以进行细加工。
27.进一步地,需要使用布基砂纸来对工件进行粗加工。具体地,粗加工可以采用图1所示的转矩砂碟100对工件进行打磨。如图1所示,转矩砂碟100可以包括布基砂纸101和螺纹纽扣102。
28.在进行粗加工时,转矩砂碟100可以通过如图2所示的转矩砂碟托盘200实现与打磨机的连接。具体地,如图2所示,转矩砂碟托盘200上设有螺纹孔201,螺纹孔201可以与转矩砂碟100上的螺纹纽扣102进行螺纹连接,从而将转矩砂碟100连接在转矩砂碟托盘200上,并且转矩砂碟托盘200设有安装轴202,当转矩砂碟托盘200通过安装轴202安装在打磨机上时,安装轴202可以用于传递打磨机所产生的转矩,使转矩砂碟托盘200进行转动,从而使得转矩砂碟100对工件进行打磨。
29.当工件完成粗加工后,则需要使用纸基砂纸对工件进行细加工。由于细加工所采用的磨料粒度较细,因此细加工采用纸基砂纸对工件进行打磨。由于纸基砂纸相较于布基砂纸具有更好的柔性,且容易损坏,纸基砂纸不能像转矩砂碟100一样连接在转矩砂碟托盘200上,而需要与其他托盘(例如,图3所示的背绒砂纸托盘300)粘接,通过将托盘安装到打磨机上实现砂纸与打磨机连接。因此,在工件完成粗加工后,则需要将打磨机上的转矩砂碟托盘拆卸下来,再将其他托盘(例如,背绒砂纸托盘300)安装到打磨机上以对工件进行细加工,其中,纸基砂纸可以在托盘安装到打磨机上之前或之后粘接到托盘上。
30.然而,无论是转矩砂碟托盘还是其他托盘(例如,背绒砂纸托盘300),安装到打磨机(尤其是气动式打磨机)上和从打磨机上拆卸下来的过程都较为麻烦,这会导致在粗加工完成进行细加工时,更换托盘的过程费时费力,降低打磨机对工件的整个打磨过程的效率。
31.本说明书的一个目的是解决在粗加工完成后进行细加工前需要更换托盘的问题。
32.为了解决上述技术问题,本说明书实施例提供了一种用于连接砂纸和转矩砂碟托盘的磨盘,该磨盘可以包括中间件、连接件和粘贴件,其中,中间件用于连接连接件和粘贴件,连接件可以与转矩砂碟托盘连接,而粘贴件可以与砂纸进行连接。在工件粗加工完成后,需要进行细加工时,仅需将转矩砂碟从转矩砂碟托盘上拆卸下来,再将磨盘安装在转矩砂碟托盘上,再将砂纸与磨盘进行连接,便可对工件进行细加工。在工件的整个打磨过程中,转矩砂碟托盘可以始终安装在打磨机上,无需更换为其他托盘,而仅是将转矩砂碟更换为本说明书实施例中的磨盘便能对工件进行细加工,并且由于转矩砂碟和磨盘均采用螺纹连接的方式与转矩砂碟托盘连接,使得将转矩砂碟托盘上的转矩砂碟更换为本说明书实施例中的磨盘的过程较为简单,省时省力。在一些实施例中,砂纸也可以在磨盘与转矩砂碟托盘连接后再连接到磨盘上。
33.需要说明的是,本说明书实施例中的砂纸在没有特殊说明的情况下通常是指纸基砂纸。在一些实施例中,本说明书实施例中的砂纸也可以是其他不能直接与转矩砂碟托盘
连接的砂纸或砂碟。除此之外,本说明书实施例中的打磨机可以按动力分类分为气动打磨机和电动打磨机,也可以按机械规模分类可以分为坐式打磨机和手提式打磨机。在一些实施例中,本说明书实施例中的打磨机可以用研磨机、抛光机甚至是钻机等来代替。下面将结合图4和图5对本说明书实施例中的磨盘进行详细说明。
34.图4是根据本说明书一些实施例所示的磨盘的结构示意图。图5是根据本说明书一些实施例所示的磨盘的剖面图。
35.如图4和图5所示,磨盘400可以包括中间件410、连接件420以及粘贴件430。
36.在一些实施例中,中间件410可以用于连接连接件420和粘贴件430,以此来形成磨盘400;连接件420用于与转矩砂碟托盘200连接;连接件420包括固定部和连接部,固定部位于所述中间件410内;连接部的一部分位于所述中间件410内,连接部的其余部分伸出所述中间件410;粘贴件430的一面用于粘贴砂纸,粘贴件430的另一面与所述中间件410连接。
37.在一些实施例中,中间件410可以是圆盘形结构,其直径可以根据砂纸或转矩砂碟托盘的尺寸来设计。例如,中间件410的直径可以为50mm或者75mm等。在一些实施例中,中间件的厚度可以为10mm。以上说明仅为示例,而非限制,其它情况下中间件410的形状和尺寸还可以根据实际需要进行设计,例如,中间件410的形状还可以是方形、三角形等。
38.在一些实施例中,中间件410的四周可以设有吸尘孔。例如,中间件410的四周可以设有8孔吸尘孔。在打磨机或者抛光机对工件进行细打磨或者抛光的过程中,可以将产生的灰尘进行吸收。
39.在一些实施例中,连接件420可以用于与转矩砂碟托盘200连接。下面将结合图6
‑
8对连接件420进行详细介绍。图6和图7是根据本说明书一些实施例所示的连接件的结构示意图。图8是根据本说明书一些实施例所示的连接件的剖面图。
40.结合图6、图7以及图8所示,连接件420可以包括固定部421和连接部422,其中,固定部421以及连接部422的部分可以位于中间件410内,而连接部422的另一部分可以伸出在中间件410的一面伸出,以用于与转矩砂碟托盘连接。
41.在一些实施例中,为了便于实现连接件420与转矩砂碟托盘300的连接,可以将连接件420的连接部422(或者连接部422位于中间件410外的部分)设计成螺纹纽扣式样,其中,螺纹纽扣的形状和大小可以与转矩砂碟托盘200适配的转矩砂碟100上的螺纹纽扣102相同,这样可以保证转矩砂碟托盘200既能与转矩砂碟100连接,又能与磨盘400连接。并且螺纹纽扣的设计可以使得操作人员仅需通过螺纹拧紧和拧松的方式,便可以轻易地将转矩砂碟托盘200上的转矩砂碟100更换为磨盘400,以进行细加工。
42.在一些实施例中,连接件420的固定部421可以是圆盘形结构。在一些实施例中,固定部421可以是矩形、三角形等规则或不规则结构。
43.在一些实施例中,粘贴件430可以用于粘接砂纸。其中,砂纸可以粘接在粘贴件430的一面上(例如,图5中的粘贴件430的下面),而粘贴件430的另一面(例如,图5中的粘贴件430的上面)可以与中间件410连接。
44.在一些实施例中,为了便于砂纸能够粘接在粘贴件430上,粘贴件430可以是与砂纸能够粘贴配合的魔术贴。例如,当砂纸为背绒砂纸时,粘贴件430可以为背绒魔术贴。
45.在一些实施例中,当砂纸为自粘性砂纸时,自粘性砂纸的一面设有双面胶,可以直接与粘贴件430或中间件410的一面进行粘接。
46.由于打磨机在对工件进行打磨时,磨盘400的高速转动可能会产生连接件420的连接部422与固定部421分离、连接件420与中间件410分离、中间件410与粘贴件430分离的问题。因此,本说明书的另一个目的是如何提高磨盘400整体的结构强度。
47.在一些实施例中,中间件410通过注塑成型将连接件420和粘贴件430连接在一起。仅作为示例,可以先将粘贴件430放入注塑中间件410使用的模具的底部,再将连接件420悬挂在模具中,并保持连接件420的部分位于模具中,而另一部分位于模具外。在中间件410注塑成型的过程中,注塑材料注入模具中,并在粘贴件430上固化成型,并包覆连接件420位于模具中的部分。当注塑完成后进行脱模操作,便能得到磨盘400。通过中间件410的注塑成型,可以使得连接件420的一部分嵌入到中间件410内,实现粘贴件430与中间件410可靠地粘接,使得各个部件之间不易分离,从而提高磨盘400整体的结构强度。
48.在一些实施例中,为了进一步提高磨盘400的结构强度,中间件410由聚氨酯(poly urethane,pu)制成,即中间件410可以为聚氨酯弹性体。由聚氨酯制成的中间件410使得磨盘400整体的结构强度提高,从而使其能够承受高速旋转以及更复杂的工作环境,延长磨盘400的使用寿命。除此之外,由聚氨酯制成的中间件410还具有较好的弹性,当工件的打磨表面为非平面(例如,弧面)时,在打磨过程中通过向中间件410施加挤压力,利用其弹性性能,可以使中间件410发生弹性变形,从而使得粘贴件430以及粘贴件430上的砂纸的形状也随之发生改变,从而保证砂纸的打磨面能够与工件的打磨表面(例如,弧面)完全贴合,这样可以使得工件的打磨表面能够得到充分打磨。而且当磨盘400或打磨机在打磨过程中产生不良振动时,也无需像背绒砂纸托盘一样在磨盘400上设置海绵垫来吸收不良振动,仅靠由聚氨酯所制成的中间件410所具有的良好弹性,也能够较好地吸收打磨过程中产生的不良振动,使得打磨能够不受不良振动的影响,更加平稳,提高了打磨精度。
49.在一些实施例中,连接件420的连接部422与固定部421是一体成型的。例如,连接件420可以通过注塑等方式制造而成。在一些实施例中,连接件420由金属或非金属材料制成。例如,连接件420可以由尼龙、铝合金等制成。通过使连接件420的连接部422与固定部421一体成型,使得连接部422不易与固定部421分离,从而提高磨盘400整体的结构强度。
50.如图6和图7所示,在一些实施例中,在固定部421的周向上设置凸起部423,凸起部423可以限制连接件420与中间件410之间可能发生的相对转动,有效地避免在磨盘400高速旋转过程发生连接件420与中间件410分离的情况,从而提高磨盘400整体的结构强度。在一些实施例中,凸起部423可以是矩形、三角形等规则或不规则形状。在一些实施例中,凸起部423的数量可以设置在4~20个之间。通过将凸起部423的数量设置在4~20个之间,可以避免在磨盘400高速旋转过程中连接件420与中间件410发生相对转动而出现分离的情况,也可以避免当凸起部423数量过多(例如,超过20个)时,由于受到固定部421的尺寸设置,凸起部423的尺寸被设计的较小,而导致尺寸较小的凸起部423的自身强度不足以适应磨盘400的高速旋转,发生塑性变形,甚至出现断裂的情况,导致连接件420甚至整个磨盘400的结构强度降低,寿命受损。在一些实施例中,多个凸起部423在固定部421的周向上呈均匀分布,即相邻两个凸起部423之间的间隔相同,这样可以保证固定部423以及连接件410具有较好的结构强度,从而提高磨盘400整体的结构强度,也可以保证磨盘400在转动时,固定部423受力均衡,保证磨盘400转动平稳,提升打磨质量。
51.如图7所示,在一些实施例中,在连接件420的固定部421的至少一个表面设置至凹
陷部424。例如,可以在固定部421的上表面和/或下表面设置凹陷部424。当中间件410注塑成型时,注塑材料可以进入到凹陷部424内固化成型,使得中间件410与固定部421的接触面积增加,从而提高磨盘400整体的结构强度。
52.在一些实施例中,当从连接件420底部进行观察时,凹陷部424可以具有矩形、椭圆形、圆形等规则或不规则形状。在一些实施例中,凹陷部424可以具有任何合适的尺寸、形状、以及在固定部421表面上的分布。在一些实施例中,凹陷部424的口径可以在0.01mm~10mm之间。当凹陷部424的口径过小(例如,小于0.01mm)或过大(大于10mm)时,中间件410与固定部421的接触面积的增加并不明显,不能有效地提高磨盘400整体的结构强度。其中,凹陷部424的口径可以是指凹陷部424开口的最大尺寸。在一些实施例中,凹陷部424的深度可以在0.01mm~10mm之间。通过将凹陷部424的深度设置在0.01mm~10mm之间,既能保证凹陷部424的内部与中间件有较大的接触面积,也不会因为凹陷部424的深度过深(例如,超过10mm)而导致凹陷部424的内部空间不能在中间件410注塑成型时被注塑材料完全填充,而影响磨盘400整体的结构强度。其中,凹陷部424的深度可以是凹陷部424在固定部421厚度方向上的最大尺寸。在一些实施例中,固定部421的一个表面上的凹陷部424的数量可以根据固定部421的尺寸(例如,固定部421的面积)、凹陷部424的尺寸(例如,凹陷部424)、凹陷部424在固定部421上的排列分布方式以及凹陷部424的分布密度中的一种或以上来设置。在一些实施例中,凹陷部424的数量可以在40~90个之间。这样既可以保证能够充分增加中间件410与固定部423的接触面积,以提高中间件410和连接件420的连接强度,进而提高磨盘400整体的结构强度,也可以防止固定部423的上的凹陷部424的数量过多(例如,超过90个)而引起固定部421的结构强度降低,从而导致磨盘400整体结构强度降低问题。在一些实施例中,多个凹陷部424可以在固定部421上呈矩阵均匀分布或环形均匀分布。优选地,多个凹陷部424可以在固定部421呈环形均匀分布,这样可以保证固定部421的质量分布均匀,防止因固定部421的质量分布不均匀而在旋转时发生振动,该振动不仅会导致磨盘400旋转不平稳,也会影响工件的打磨精度,而且会产生噪音,并且会对打磨机造成不良影响,使其主轴寿命降低,甚至引发机械事故等。
53.本说明书实施例可能带来的有益效果包括但不限于:(1)本说明书实施例中的磨盘可以连接砂纸和转矩砂碟托盘,在工件完成粗加工,进行细加工时,无需更换打磨机上的转矩砂碟托盘,仅需将转矩砂碟更换为该连接了砂纸的磨盘,便能进行细加工,避免了更换托盘所带来的麻烦,省时省力,提高了工件打磨的效率;(2)通过中间件注塑成型、连接件一体成型、固定部的周向上设置凸起部以及固定部的表面设置凹陷部的协同作用,整体上提高了磨盘的结构强度,延长了磨盘在高速转动下的使用寿命。(3)本说明书实施例中的中间件采用聚氨酯制成,能够保证磨盘适应工件的非平面的打磨表面,保证砂纸与工件的打磨表面完全贴合,以对工件进行充分打磨,并且中间件还能够吸收打磨过程中产生的不良振动,保证打磨能够平稳进行。
54.需要说明的是,不同实施例可能产生的有益效果不同,在不同的实施例里,可能产生的有益效果可以是以上任意一种或几种的组合,也可以是其他任何可能获得的有益效果。
55.上文已对基本概念做了描述,显然,对于本领域技术人员来说,上述详细披露仅仅作为示例,而并不构成对本技术的限定。虽然此处并没有明确说明,本领域技术人员可能会
对本技术进行各种修改、改进和修正。该类修改、改进和修正在本技术中被建议,所以该类修改、改进、修正仍属于本技术示范实施例的精神和范围。
56.同时,本技术使用了特定词语来描述本技术的实施例。如“一个实施例”、“一实施例”、和/或“一些实施例”意指与本技术至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”或“一个替代性实施例”并不一定是指同一实施例。此外,本技术的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。
57.此外,除非权利要求中明确说明,本技术所述处理元素和序列的顺序、数字字母的使用、或其他名称的使用,并非用于限定本技术流程和方法的顺序。尽管上述披露中通过各种示例讨论了一些目前认为有用的发明实施例,但应当理解的是,该类细节仅起到说明的目的,附加的权利要求并不仅限于披露的实施例,相反,权利要求旨在覆盖所有符合本技术实施例实质和范围的修正和等价组合。例如,虽然以上所描述的系统组件可以通过硬件设备实现,但是也可以只通过软件的解决方案得以实现,如在现有的服务器或移动设备上安装所描述的系统。
58.同理,应当注意的是,为了简化本技术披露的表述,从而帮助对一个或多个发明实施例的理解,前文对本技术实施例的描述中,有时会将多种特征归并至一个实施例、附图或对其的描述中。但是,这种披露方法并不意味着本技术对象所需要的特征比权利要求中提及的特征多。实际上,实施例的特征要少于上述披露的单个实施例的全部特征。
59.一些实施例中使用了描述成分、属性数量的数字,应当理解的是,此类用于实施例描述的数字,在一些示例中使用了修饰词“大约”、“近似”或“大体上”来修饰。除非另外说明,“大约”、“近似”或“大体上”表明所述数字允许有
±
20%的变化。相应地,在一些实施例中,说明书和权利要求中使用的数值参数均为近似值,该近似值根据个别实施例所需特点可以发生改变。在一些实施例中,数值参数应考虑规定的有效数位并采用一般位数保留的方法。尽管本技术一些实施例中用于确认其范围广度的数值域和参数为近似值,在具体实施例中,此类数值的设定在可行范围内尽可能精确。
60.针对本技术引用的每个专利、专利申请、专利申请公开物和其他材料,如文章、书籍、说明书、出版物、文档等,特此将其全部内容并入本技术作为参考。与本技术内容不一致或产生冲突的申请历史文件除外,对本技术权利要求最广范围有限制的文件(当前或之后附加于本技术中的)也除外。需要说明的是,如果本技术附属材料中的描述、定义、和/或术语的使用与本技术所述内容有不一致或冲突的地方,以本技术的描述、定义和/或术语的使用为准。
61.最后,应当理解的是,本技术中所述实施例仅用以说明本技术实施例的原则。其他的变形也可能属于本技术的范围。因此,作为示例而非限制,本技术实施例的替代配置可视为与本技术的教导一致。相应地,本技术的实施例不仅限于本技术明确介绍和描述的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1