钢包工作衬耐火砖预砌筑的工艺方法与流程
1.本发明涉及耐火砖砌筑的技术领域,具体涉及一种钢包工作衬耐火砖预砌筑的工艺方法。
背景技术:
2.钢包是炼钢工艺中的极其重要的热工容器,其内衬耐火材料主要由工作层和永久层组合而成,其中工作衬与钢水直接接触,遭受钢水和钢渣的高温侵蚀和冲刷,因此钢包工作衬砌筑效率和效果直接影响到钢包运行安全、周转效率及钢水的质量。
3.目前,绝大多数采用耐火砖砌筑而成,且常规的砌筑方式为施工人员根据砖型尺寸、砌筑设计图纸、以及砌筑要求进行砌筑,该方法在实际使用中存在如下弊端:(1)砌筑过程一般由施工人员凭经验砌筑,砌筑过程存在较多的三角缝或较大缝隙,给钢包运行造成较大安全隐患;(2)砌筑过程需要大量的人力资源和人工成本,且效率低下。
技术实现要素:
4.本发明的目的在于克服上述背景技术的不足,提供一种钢包工作衬耐火砖预砌筑的工艺方法,该方法通过工作衬耐火砖预砌筑工艺与机器人智能砌筑工艺相结合,克服了传统依靠工人砌筑工作衬引起钢包的运行安全隐患和需要大量人力资源的不足。
5.为实现上述目的,本发明所设计的一种钢包工作衬耐火砖预砌筑的工艺方法,包括如下步骤:
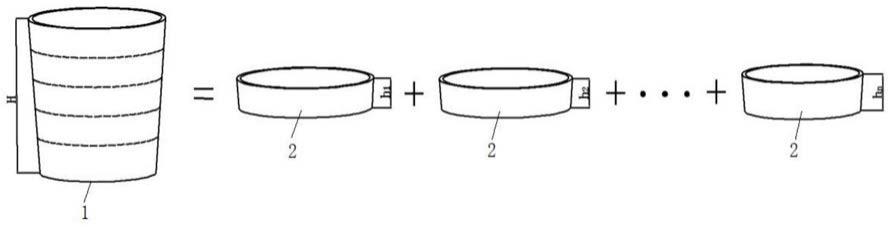
6.1)根据钢包工作衬的总高度h,将其划分为n个砌筑单元;
7.2)根据不同的砌筑单元,在生产车间设置预砌筑模具;
8.3)每个预砌筑模具内设置一台机器人,每台机器人根据砌筑设计图纸将耐火砖在预砌筑模具中进行预砌筑;
9.4)预砌筑完后,机器人对每块耐火砖外表面进行喷码编号;
10.5)喷码编号后,机器人将耐火砖拆分后经烘烤干燥处理,冷却后包装;
11.6)包装后的耐火砖运送至施工现场,施工人员或机器人根据耐火砖上的喷码编号按照顺序进行砌筑。
12.进一步地,所述步骤1)中,将钢包工作衬划分为n个砌筑单元,n=4、5或6。
13.进一步地,所述步骤1)中,砌筑单元的高度为hi,i=1,2
…
n;钢包工作衬的总高度h=h1+h2+
…
+hn。
14.进一步地,所述步骤1)中,0.6m≤砌筑单元的高度hi≤1.2m。
15.进一步地,所述步骤4)中,采用耐高温材料对每块耐火砖外表面进行喷码编号。
16.进一步地,所述耐高温材料可耐高温500℃以上。
17.进一步地,所述步骤4)中,喷码编号由砌筑环数a与环内砖号b组成,所述环内砖号b为砖块位于所在环的排列序号。
18.进一步地,所述砌筑环数a设置在环内砖号b的前面。
19.再进一步地,所述砌筑环数a为由两位数字或三位数字构成的编号;所述环内砖号b为由两位数字或三位数字构成的编号。
20.更进一步地,所述步骤6)中,机器人自动识别耐火砖上的喷码编号按照顺序进行砌筑。
21.与现有技术相比,本发明具有如下优点:
22.其一,本发明钢包工作衬耐火砖预砌筑的工艺方法通过工作衬耐火砖预砌筑工艺与机器人智能砌筑工艺相结合,克服了依靠工人砌筑工作衬引起钢包的运行安全隐患和需要大量人力资源等问题。
23.其二,本发明钢包工作衬耐火砖预砌筑的工艺方法可以为后期智能砌筑工艺提供基础,进而大幅提高砌筑效率,而且节约人力成本和时间成本。
24.其三,本发明钢包工作衬耐火砖预砌筑的工艺方法通过工作衬耐火砖预砌筑和喷码编号,施工人员或者机器人根据耐火砖上的喷码编号按照顺序进行快速砌筑,并达到预期良好的砌筑效果。
25.其四,本发明钢包工作衬耐火砖预砌筑的工艺方法可有效解决砌筑过程的三角缝或较大缝隙,有效降低安全隐患。
附图说明
26.图1为本发明钢包工作衬的分割示意图;
27.图2为钢包某分割区域工作衬预砌筑的主视图;
28.图3为钢包某分割区域工作衬预砌筑的俯视图;
29.图4为钢包工作衬耐火砖的喷码编号示意图;
30.图中:钢包工作衬1、砌筑单元2、耐火砖3。
具体实施方式
31.下面结合实施案例详细说明本发明的实施情况,但它们并不构成对本发明的限定,仅作举例而已。同时通过说明本发明的优点将变得更加清楚和容易理解。
32.实施例1:
33.本实施例的钢包工作衬耐火砖预砌筑的工艺方法,包括如下步骤:
34.1)根据钢包工作衬1的总高度h=4m,将其划分为n个砌筑单元2,n=5。钢包工作衬总高度h=h1+h2+h3+h4+h5,且h1=0.7m,h2=0.9m,h3=0.8m,h4=0.8m,h5=0.8m;钢包工作衬划分为5个砌筑单元时,优先考虑工作衬各部位的耐火砖长度和材质尽量保持一致,如图1所示;
35.2)根据不同的砌筑单元,在生产车间设置预砌筑模具;
36.3)每个预砌筑模具中布置一台机器人,机器人根据砌筑图纸和砌筑要求将生产合格的耐火砖在预砌筑模具中进行砌筑,如图2和图3所示;
37.4)预砌筑完毕后,机器人对耐火砖外表面进行喷码编号;喷码用料属于耐高温材料,可以耐500℃以上的温度而不掉,且常温不易擦除掉;喷码编号可由机器人自动识别出来;
38.喷码编号样式为由数字组成的“砌筑环数a+环内砖号b”,砌筑环数a设置在环内砖
号b的前面,其中砌筑环数a为砌筑的环数,环内砖号b为砖块位于所在环的排列序号,如图4所示;
39.5)喷码编号后,机器人将耐火砖3拆分后装入窑车中,耐火砖进窑烘烤干燥后,即可包装发货;
40.6)耐火砖发货到钢厂后,钢厂施工人员或者自动砌筑机器人根据耐火砖3上的喷码编号按照顺序进行快速砌筑,并达到预期良好的砌筑效果。
41.实施例2:
42.本实施例的钢包工作衬耐火砖预砌筑的工艺方法,包括如下步骤:
43.1)根据钢包工作衬1的总高度h=3.6m,将其划分为n个砌筑单元2,n=4。钢包工作衬总高度h=h1+h2+h3+h4,且h1=0.9m,h2=0.9m,h3=0.8m,h4=1.0m;钢包工作衬划分为4个砌筑单元时,优先考虑工作衬各部位的耐火砖长度和材质尽量保持一致,如图1所示;
44.2)根据不同的砌筑单元,在生产车间设置预砌筑模具;
45.3)每个预砌筑模具中布置一台机器人,机器人根据砌筑图纸和砌筑要求将生产合格的耐火砖在预砌筑模具中进行砌筑,如图2和图3所示;
46.4)预砌筑完毕后,机器人对耐火砖外表面进行喷码编号;喷码用料属于耐高温材料,可以耐500℃以上的温度而不掉,且常温不易擦除掉;喷码编号可由机器人自动识别出来;
47.喷码编号样式为由数字组成的“砌筑环数a+环内砖号b”,砌筑环数a设置在环内砖号b的前面,其中砌筑环数a为砌筑的环数,环内砖号b为砖块位于所在环的排列序号,如图4所示;
48.5)喷码编号后,机器人将耐火砖3拆分后装入窑车中,耐火砖进窑烘烤干燥后,即可包装发货;
49.6)耐火砖发货到钢厂后,钢厂施工人员或者自动砌筑机器人根据耐火砖3上的喷码编号按照顺序进行快速砌筑,并达到预期良好的砌筑效果。
50.实施例3:
51.本实施例的钢包工作衬耐火砖预砌筑的工艺方法,包括如下步骤:
52.1)根据钢包工作衬1的总高度h=4.8m,将其划分为n个砌筑单元2,n=6。钢包工作衬总高度h=h1+h2+h3+h4+h5+h6,且h1=0.6m,h2=0.6m,h3=0.8m,h4=0.8m,h5=0.8m,h6=1.2m;钢包工作衬划分为6个砌筑单元时,优先考虑工作衬各部位的耐火砖长度和材质尽量保持一致,如图1所示;
53.2)根据不同的砌筑单元,在生产车间设置预砌筑模具;
54.3)每个预砌筑模具中布置一台机器人,机器人根据砌筑图纸和砌筑要求将生产合格的耐火砖在预砌筑模具中进行砌筑,如图2和图3所示;
55.4)预砌筑完毕后,机器人对耐火砖外表面进行喷码编号;喷码用料属于耐高温材料,可以耐500℃以上的温度而不掉,且常温不易擦除掉;喷码编号可由机器人自动识别出来;
56.喷码编号样式为由数字组成的“砌筑环数a+环内砖号b”,砌筑环数a设置在环内砖号b的前面,其中砌筑环数a为砌筑的环数,环内砖号b为砖块位于所在环的排列序号,如图4所示;
57.5)喷码编号后,机器人将耐火砖3拆分后装入窑车中,耐火砖进窑烘烤干燥后,即可包装发货;
58.6)耐火砖发货到钢厂后,钢厂施工人员或者自动砌筑机器人根据耐火砖3上的喷码编号按照顺序进行快速砌筑,并达到预期良好的砌筑效果。
59.以上,仅为本发明的具体实施方式,应当指出,任何熟悉本领域的技术人员在本发明所揭示的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内,其余未详细说明的为现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1