一种含锆细晶粒热轧板带钢及其制备方法
一种含锆细晶粒热轧板带钢及其制备方法
1.本技术是申请号为202110238994.0,申请日2021年03月04日,发明名称为:“一种细晶粒热轧板带钢及其制备方法”的分案申请。
技术领域
2.本发明属于钢铁生产技术领域,特别涉及一种含锆细晶粒热轧板带钢及其制备方法。
背景技术:
3.低合金高强度热轧板带钢在经济社会建设中具有广泛应用,随着工业生产技术的不断提高,热轧板带钢的生产应用向高强韧性能、低合金成本和高生产效率方向发展。有多种方法可以提高钢板强度,但晶粒细化能同时提高强度和改善韧性,并且节约合金添加量,因而在钢铁行业在有着广泛的应用。
4.目前,热轧板带钢普遍采用微合金化加控轧控冷的工艺方法达到细化组织提高性能的目的。控轧控冷工艺一般通过在奥氏体未再结晶区进行轧制,并且需要在中间厚度进行待温,在较低的温度下完成大压下量轧制变形。
5.专利cn111020375a公开了一种v-n微合金化钢中厚板及其生产工艺,提供了一种v-n微合金化钢中厚板及其生产工艺,通过改善组织均匀性提高中厚板材成材率的生产工艺。但所述的中厚板需要进行低温轧制,并对终轧道次压下量有较高要求,对生产节奏带来影响。
6.专利cn102051525a公开了一种低成本q420qe桥梁用钢板的生产方法,通过添加微量的nb、ti合金,结合强的水冷提高性能,生产厚q420qe级别的桥梁用钢。但该方法的精轧阶段的终轧温度在790~830℃,对设备能力要求高,轧制能耗大。
7.专利cn103451535a公开了一种510mpa级汽车大梁用热连轧板带钢及其生产工艺,仅添加少量的ti,不添加其它贵重合金元素,实现钢种的减量化生产。但是,所述的热连轧板带钢采用低温轧制工艺与连续变速层流冷却工艺,不利于生产工艺的稳定控制。
8.专利cn200610116673.9公开了一种细晶强化碳素结构钢热轧薄板的制造工艺,解决利用普通碳素钢成分在热连轧机上生产较高强度热轧板的问题,通过细晶强化提高钢材强度。但需要在粗轧后进行热卷箱卷曲,然后再进行低温终轧,加大了生产工艺的复杂程度。
9.专利cn106244931a公开了一种屈服强度450mpa级热轧钢板及其制造方法,采用ti替代nb、v等合金元素,结合合适的热轧工艺设计,在保证了材料性能的前提下,降低合金成本。但需要采用低温控轧结合层流冷却,获得细小的铁素体晶粒,降低了生产效率。
10.专利cn107130180a公开了一种低成本q390中厚板材及其生产方法,采用c-mn成分体系设计,不加入nb、ti微合金元素,降低生产成本。但需采用具备强冷却能力的轧后超快冷设备进行冷却,稳定控制返红温度,提高了工艺难度和设备要求。
11.从上述现有技术来看,为实现晶粒细化,通过低温控轧的方法,对设备与工艺水平
均有较高的要求,并且会降低生产效率,增加生产成本,另外一些产品不适用低温未再结晶区轧制。因此,在高温区进行轧制成为改进生产工艺的有效途径,但该工艺下奥氏体晶粒以及转变组织将发生粗化,降低钢材强韧性能。因此,人们对适用于高温轧制的钢材,在高温轧制过程中充分细化晶粒改善钢板组织性能进行了研究。
12.专利cn1092470a公开了一种钛处理钢板高温再结晶轧制加速冷却代替中低温控轧工艺,其特点是采用0.005~0.025%的ti处理在钢中形成tin、ti(cn)沉淀相来细化晶粒,采用高温再结晶轧制和加速冷却,终轧温度要求控制在900~1000℃。
13.专利cn102828115a公开了一种q345b中厚钢板及其生产方法,其特点是采用钒氮微合金化和高温轧制工艺,利用高温轧制过程中析出的vn粒子诱导形成晶内铁素体,细化了晶粒尺寸。其要求钢中n含量为0.008~0.018%,终轧温度1070~1100℃,冷速为18~22℃/s,终冷温度在650~750℃。
14.专利cn103343209a公开了一种改善q235钢板性能的控轧控冷工艺,其特点是避免了钢板中间待温环节,而直接采用高温轧制,开轧温度1000~1100℃,终轧温度控制在900~950℃,轧后立即进行超快冷却,冷却速度>100℃/s。
15.专利cn103966410a公开了一种高温轧制生产q420级别厚板的方法,其特点是采用vn微合金化成分设计,以高温轧制方式取消中间坯待温过程,粗轧和精轧温度均在1000℃以上,轧后冷却采用堆垛缓冷,所得到的组织为多边形铁素体加珠光体组织。
16.从上述现有技术来看,为实现晶粒细化,通过低温控轧的方法,对设备与工艺水平均有较高的要求,并且会明显降低生产效率,增加生产成本。因此,需要针对上述问题,进行热轧钢板成分和工艺技术创新,缩短工艺流程,提高生产效率,节约资源,实现低价格高质量生产。
17.上述现有技术在提高轧制温度后可获得细晶组织满足性能要求,但都采用了合金化或轧后立即超快冷的方法,对生产成本和技术实施带来了压力。如果在钢材中引入具有良好热稳定性的组织细化粒子,使其细小弥散分布于钢材基体中,在轧制过程发挥组织细化的作用,将对现有的生产工艺和产品性能带来显著改善和提升。但目前还没有相关的可采用的现有技术来实现这一目的,还需要进一步开展深入研究。
技术实现要素:
18.针对现有技术的不足,本发明提供一种含锆细晶粒热轧板带钢及其制备方法,其中,细晶粒热轧板带钢包括热轧钢板和热轧钢带;该方法对热轧板带钢成分和夹杂物进行优化设计,并结合冶炼与轧制工艺改进,实现高温轧制条件下晶粒尺寸细化,进而提高钢材强韧性。目前,热轧钢材的细化晶粒主要是通过低温控轧实现,而本发明提出的细晶粒钢技术可以省略低温控轧工序,加快轧制节奏,实现热轧板带钢的低成本高效率生产。
19.本发明采取如下技术方案:
20.本发明的一种细晶粒热轧板带钢,其包含的化学成分及各个化学成分的质量百分含量为:c:0.03~0.35%,si:0.05~0.8%,mn:0.5~2.5%,p:0.001~0.035%,s:0.001~0.035%,al:0.001~0.07%,ti:0.002~0.05%,细晶元素:0.0006~0.03%,o:0.001~0.012%,n:0.002~0.015%,余量为fe和不可避免的杂质;其中,细晶元素为b、mg、zr、ca中的一种或几种;
21.所述的细晶粒热轧板带钢含有的夹杂物种类为:al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、由细晶元素形成的夹杂物和其它不可避免的夹杂物。
22.所述的细晶粒热轧板带钢,还包含的化学成分及各个成分的质量百分含量为:cr:0.01~1%,mo:0.01~1%,ni:0.01~1%,cu:0.01~1%,nb:0.01~0.2%,v:0.01~0.2%中的一种或几种。
23.所述的细晶粒热轧板带钢,显微组织类型为铁素体和/或贝氏体组织。
24.其中,铁素体为多边形状、准多边形状、粒状或针状中的一种或几种,贝氏体为粒状、针状或板条状中的一种或几种;所述细晶粒热轧板带钢的纵截面形状为等厚度截面或变厚度截面。
25.所述的细晶粒热轧板带钢屈服强度350~750mpa,-20℃冲击韧性≥47j。
26.更优选为:所述的细晶粒热轧板带钢包括的化学成分及各个化学成分的质量百分数为:c:0.05~0.3%,si:0.1~0.7%,mn:0.8~1.8%,p:0.002~0.03%,s:0.002~0.03%,al:0.003~0.07%,ti:0.002~0.05%,b:0.0006~0.003%,o:0.001~0.01%,n:0.003~0.015%,余量为fe和不可避免的杂质,并且满足关系式:2[o]+3.43[n]-[ti]-1.78[al]-4.38[b]<0.0172,其中[]表示元素的质量分数,单位为%。
[0027]
所述的细晶粒热轧板带钢,含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、bn夹杂物和其它不可避免的夹杂物;
[0028]
上述夹杂物中,包括复合夹杂物和单相夹杂物;
[0029]
其中,处于0.05~3μm尺寸范围内的所有类型夹杂物中,按夹杂物颗粒数量计,含有tio
x
、tin、bn和mns中的两种或两种以上物质的复合夹杂物的数量占10~80%;
[0030]
其中,复合夹杂物是按照tio
x
、mns、tin、bn的顺序沉淀析出;并且复合夹杂物的平均间距为5~100μm。
[0031]
进一步的,所述的细晶粒热轧板带钢,夹杂物按颗粒数量计,20~80%的tin以单相夹杂物存在,其余tin与其它夹杂物构成复合夹杂物;30~90%的bn以单相夹杂物存在,其余bn与其它夹杂物构成复合夹杂物;40~90%的mns以单相夹杂物存在,其余mns与其它夹杂物构成复合夹杂物。
[0032]
更进一步的,所述的细晶粒热轧板带钢,在含有细晶元素b的基础上,还包括以下质量分数的细晶元素,zr:0.001~0.025%、mg:0.001~0.01%、ca:0.001~0.01%中的一种或几种;同时,细晶粒热轧板带钢中相应地形成zro2、mgo、cao中的一种或几种氧化物;包含上述氧化物并且尺寸为0.1~5μm的夹杂物数量为100~3000个/mm2,按颗粒数量计,50~100%的上述夹杂物上含有tio
x
、mns、tin、bn中的一种或几种析出物。
[0033]
更优选为:所述的细晶粒热轧板带钢包含的化学成分及各个化学成分的质量百分含量为:c:0.03~0.25%,si:0.05~0.5%,mn:0.8~2.0%,p:0.002~0.03%,s:0.001~0.03%,al:0.003~0.07%,ti:0.002~0.05%,mg:0.001~0.01%,o:0.001~0.01%,n:0.003~0.015%,余量为fe和不可避免的杂质。
[0034]
所述的细晶粒热轧板带钢,含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、mgal2o4夹杂物,以及其它不可避免的夹杂物;
[0035]
其中,尺寸为0.03~3μm的夹杂物中,含有mgal2o4的夹杂物的数量为500~3000个/mm2;按颗粒数量计,50~100%的含有mgal2o4的夹杂物表面上含有tio
x
夹杂物或/和tin夹
杂物,其作为mg-ti复合夹杂物;按颗粒数量计,50~100%的mg-ti复合夹杂物表面上含有mns夹杂物。
[0036]
所述的细晶粒热轧板带钢,含有的tin和mns夹杂物有两种存在方式:单独存在和与其它夹杂物复合存在;按颗粒数量计,与其它夹杂物复合存在的tin占全部tin的10~70%;与其它夹杂物复合存在的mns占全部mns的10~70%。
[0037]
更优选为:所述的细晶粒热轧板带钢包括的化学成分及各个化学成分的质量百分含量为:c:0.03~0.25%,si:0.05~0.5%,mn:0.8~2.0%,p:0.002~0.03%,s:0.001~0.03%,al:0.003~0.07%,ti:0.002~0.05%,zr:0.001~0.03%,o:0.001~0.012%,n:0.002~0.012%,余量为fe和不可避免的杂质。
[0038]
所述的细晶粒热轧板带钢,含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、zro2夹杂物、zrn夹杂物和其它不可避免的夹杂物;
[0039]
其中,尺寸为0.03~3μm的含有zro2的夹杂物的数量密度为300~2000个/mm2;
[0040]
含有zro2的夹杂物中,按颗粒数量计,50~100%的zro2夹杂物表面上含有al2o3、zrn、tio
x
、tin、mns中的至少一种夹杂物;
[0041]
所述的细晶粒热轧板带钢,同时含有zro2夹杂物、mns夹杂物、含钛夹杂物的数量占所有含有zro2的夹杂物数量的10~60%,其中,含钛夹杂物包括tio
x
夹杂物和tin夹杂物。
[0042]
所述的细晶粒热轧板带钢,其平均晶粒尺寸为2~20μm,并且平均每3个晶粒中至少含有1个包含zro2、zrn、tio
x
、tin、aln、mns中的一种或多种物质的夹杂物颗粒。
[0043]
本发明的一种细晶粒热轧板带钢的制备方法,包括以下步骤:
[0044]
步骤1:冶炼
[0045]
将铁水和/或废钢料熔炼成钢水,当钢水温度达到1600~1700℃并且钢水中碳质量分数为0.02~0.15%、磷质量分数为0.001~0.035%、硫质量分数为0.001~0.045%时出钢,出钢过程向钢包加入脱氧剂进行脱氧;出钢后,钢水中溶解氧的质量百分含量范围为0.001~0.015%;
[0046]
步骤2:精炼和连铸
[0047]
将出钢后的钢水进行精炼处理,精炼的时间为10~60min;在精炼过程中或结束后,钢水中溶解氧的质量百分含量为0.0002~0.01%时,向钢水中喂入含有细晶元素和钛的包芯线,生成微米级或亚微米级尺寸的含有细晶元素和钛的夹杂物,并使钢水溶解氧的质量百分含量达到0.0001~0.005%、总氧的质量百分含量达到0.001~0.012%;
[0048]
通过向钢水中添加增氮合金或底吹氮气,控制钢水中总氮的质量百分含量为:0.002~0.015%;按板带钢成分要求调整钢水中合金元素含量;钢水进行全保护浇铸,得到连铸板坯;
[0049]
步骤3:热轧
[0050]
将连铸板坯加热至1150~1250℃,加热时间30~300min;出炉后采用高压水除鳞,之后进行连续轧制,得到热轧后的钢板或钢带;其中,轧制道次压下率为8~35%;轧制过程中,采用道次间冷却控温,终轧温度900~1150℃;
[0051]
步骤4:冷却
[0052]
将热轧后的钢板或钢带冷却,得到细晶粒热轧板带钢。
[0053]
所述的步骤1中,脱氧剂为硅、锰、铝、钙、钡中的一种或几种或者其它炼钢常用脱
氧剂。
[0054]
所述的步骤1中,冶炼采用转炉或电炉中的一种。
[0055]
所述的步骤2中,精炼为lf精炼,lf精炼后还可以进行rh精炼或vd精炼。
[0056]
所述的步骤2中,当细晶元素是b时,则使用的包芯线为钛硼包芯线,由含有钛和硼元素的粒径小于3mm的合金粉末混匀填充制成;合金粉末的化学成分按质量分数包括:ti:20~60%,b:1~20%,si:0.1~55%,mn:0.1~55%,o:0.1~10%,al:0.1~10%,余量为铁和杂质元素;钛硼包芯线的外径为10~16mm,喂线速度为100~300m/min。
[0057]
所述的步骤2中,在加入钛硼包芯线同时或之后,加入含有zr、mg、ca中的一种或几种元素的合金;其中,zr、mg、ca元素含量的总和占合金总质量的百分含量为10~50%,余量为si和铁以及不可避免的杂质;加入合金后,在钢水中会相应的生成微米级或亚微米级尺寸的zro2、mgo、cao中的一种或几种的氧化物,钢水中,会以上述氧化物为核心形成尺寸为0.1~5μm的夹杂物,夹杂物的数量密度为100~3000个/mm2。
[0058]
所述的步骤2中,当细晶元素为mg时,则使用的包芯线为钛镁氮包芯线,由含有钛、镁、氮元素的合金粉末混匀填充制成;其中,含有钛、镁、氮元素的合金粉末的粒径≤3mm;更具体的为:合金粉末包括的化学成分及各个化学成分的质量百分含量为:ti:10~50%,mg:5~40%,n:1~15%,al:0.1~10%,si:0.1~50%,mn:0.1~50%,余量为铁和杂质元素;所述的钛镁氮包芯线的外径为8~13mm;所述的钛镁氮包芯线的喂线速度为80~200m/min。
[0059]
所述的步骤2中,当细晶元素为zr时,则使用的包芯线为钛锆氧包芯线,由粒径≤3mm的合金粉末混匀填充制得,合金粉末包括的化学成分及各个化学成分的质量百分含量为:ti:20~50%,zr:10~40%,o:1~10%,al:0.1~10%,si:0.1~50%,mn:0.1~50%,余量为铁和不可避免的杂质;所述的钛锆氧包芯线的外径为9~13mm;所述的钛锆氧包芯线的喂线速度为100~240m/min。
[0060]
所述的步骤2中,所述的增氮合金为氮化硅、氮化锰、氮化硅锰、氮化铬、氮化钒中的一种或几种的混合物。
[0061]
所述的步骤3中,轧制过程在同一架轧机上完成或多架轧机上完成。
[0062]
所述的步骤3中,加热为热送热装或下线冷却后装炉加热中的一种。
[0063]
所述的步骤3中,在轧制过程中,轧制道次间进行一次或多次冷却,冷却方式采用喷水冷却、喷雾冷却或空气冷却中的一种。
[0064]
所述的步骤4中,冷却为空气中自然冷却或在线加速冷却中的一种,当为在线加速冷却时,开冷温度为800~1100℃,冷却速度为10~200℃/s,终冷温度400~750℃。
[0065]
本发明的一种含锆细晶粒热轧板带钢及其制备方法,其技术方案的设计思想为:
[0066]
本发明对细晶粒热轧板带钢的化学成分和夹杂物进行了优化设计,采用c-si-mn等廉价元素作为强化元素,在保证强度的同时,有效地控制了成本;针对热轧板带钢的生产工艺特点,优化了夹杂物形成元素ti、b、mg、zr、ca、al、o、s、n的含量,进而产生预期夹杂物;特别对钢中夹杂物类型及形态进行控制,起到钉扎奥氏体晶粒和促进晶内铁素体相变作用,使常规钢板中无效的夹杂物发挥有益效果以达到细化晶粒的目的。
[0067]
本发明通过大量研究发现,根据所选用细晶元素的不同,通过冶炼工艺控制其形成的夹杂物以特定的形态析出时,对热轧钢材组织具有显著的双重细化作用,既能在高温轧制节奏下,抑制奥氏体晶粒粗化,又能在随后的冷却过程中诱导铁素体/贝氏体形核,进
一步细化组织,起到细晶强化的作用。在不添加或少添加nb、v等贵重金属基础上,减少复杂工艺带来的生产效率降低,并有效保证钢材组织和性能。
[0068]
在细晶元素为b时,为了使夹杂物的组织细化效果得到最大程度发挥,通过大量实验研究,明确了各夹杂物的有效类型、最佳尺寸、空间分布和数量范围。并且当ti、al、o、b、n满足所要求含量范围以及关系式2[o]+3.43[n]-[ti]-1.78[al]-4.38[b]<0.0172时,有利于目标氧化物和氮化物的形成,同时降低无效夹杂或杂质元素的不利影响。
[0069]
为达到上述目的需要对钢材的生产过程中进行特殊控制,在常规生产工艺中,氧和氮通常作为有害的杂质元素而尽量去除,而本发明在生产过程中对氧和氮含量进行了有目的的控制,过低的氧和氮含量不利于有益夹杂物的生成,而过高的氧和氮含量将会使得夹杂物粗化,恶化钢材性能。此外,需要在适当的时机向钢水中喂入含细晶元素的包芯线,以生成微米级或亚微米级尺寸的特殊夹杂物,并使得所获得的夹杂物分布均匀,数目与尺寸合理,并可进一步与tin或mns相结合,形成所需的复合夹杂物。在轧制阶段,由于复合夹杂物所具有的双重细化作用,可以省略常规的低温控轧工序,在仅进行高温轧制的情况下,获得细晶铁素体/贝氏体组织,提高热轧钢材性能。
[0070]
本发明的一种含锆细晶粒热轧板带钢及其制备方法,其优点及有益效果是:
[0071]
1、本发明充分利用了热轧钢材中的夹杂物,通过成分和工艺控制将常规钢中有害的夹杂物转变成有益的细化粒子,使通常情况下被认为杂质元素的氧、硫、氮成为有利于钢材性能提高的有益元素;
[0072]
2、本发明在不改变现有工业设备的条件下,通过采用细晶粒钢技术方案,使钢材自身具备显著的组织细化能力,进而达到提高钢材强韧性的目的,并且避免了贵重合金元素的大量添加,降低了生产成本。
[0073]
3、本发明方案不依赖低温控制轧制,简化了热轧板带钢轧制工艺,降低了工业生产难度,并有利于生产节奏控制,同时缩短了生产流程,降低资源和能源消耗,提高生产效率。
附图说明
[0074]
图1为本发明实施例1中制备的细晶粒热轧板带钢的光学显微组织图。
[0075]
图2为本发明实施例2中制备的细晶粒热轧板带钢的光学显微组织图。
[0076]
图3为本发明实施例4中制备的细晶粒热轧板带钢的光学显微组织图。
[0077]
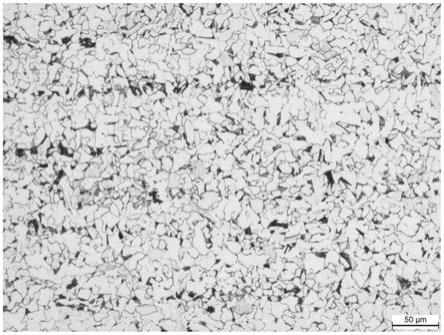
图4为本发明实施例7中细晶粒热轧板带钢的光学显微组织图。
[0078]
图5为本发明对比例1中热轧板带钢的光学显微组织图。
具体实施方式
[0079]
下面通过实施例详细介绍本发明方案的具体实施方式,但本发明的保护范围不局限于实施例。
[0080]
当细晶元素为b时,一种细晶粒热轧板带钢的制备方法,包括以下步骤:
[0081]
步骤1:冶炼
[0082]
采用转炉或电炉将铁水和/或废钢料熔炼成钢水,当钢水温度达到1600~1700℃并且钢水中碳质量分数为0.02~0.15%、磷质量分数为0.001~0.035%、硫质量分数为
0.001~0.045%时出钢,出钢过程向钢包加入硅、锰、铝、钙、钡中的一种或几种或者其它炼钢常用脱氧剂进行脱氧;控制出钢后钢水中溶解氧的质量百分含量范围为0.001~0.015%;
[0083]
步骤2:精炼和连铸
[0084]
将出钢后的钢水进行精炼,精炼为lf精炼,lf精炼后还可以进行rh精炼或vd精炼;精炼过程中脱氧脱硫去除夹杂和调温调成分,每种精炼时间10~60min;在精炼过程中或结束后,钢水中溶解氧的质量百分含量为0.0002~0.01%时,向钢水中喂入钛硼包芯线,同时钢包底吹氩气或氮气,生成微米级或亚微米级尺寸的氧化钛,并使钢水溶解氧的质量百分含量达到0.0001~0.005%、总氧的质量百分含量达到0.001~0.012%;向钢水中底吹氮气或加入增氮合金,增氮合金为氮化硅、氮化锰、氮化硅锰、氮化铬、氮化钒中的一种或几种的混合物,调整钢水中氮质量分数达到0.002~0.015%,并按细晶粒热轧板带钢成分要求调整钢水中各个元素含量,得到合格的钢水;
[0085]
钛硼包芯线是由含有钛和硼元素的粒径小于3mm的合金粉末混匀填充制成;合金粉末的化学成分按质量分数包括:ti:20~60%,b:1~20%,si:0.1~55%,mn:0.1~55%,o:0.1~10%,al:0.1~10%,余量为铁和杂质元素;钛硼包芯线的外径为10~16mm,喂线速度为100~300m/min;
[0086]
在加入钛硼包芯线同时或之后,还可加入含有zr、mg、ca中的一种或几种元素的合金;其中,zr、mg、ca元素含量的总和占合金总质量的百分含量为10~50%,余量为si和铁以及不可避免的杂质;加入合金后,在钢水中会相应的生成微米级或亚微米级尺寸的zro2、mgo、cao中的一种或几种的氧化物,钢水中,会以上述氧化物为核心形成尺寸为0.1~5μm的夹杂物,夹杂物的数量密度为100~3000个/mm2;
[0087]
将合格的钢水通过连铸机进行全保护浇铸,得到连铸板坯;
[0088]
步骤3:热轧
[0089]
将连铸板坯热送热装、或冷却后再加热至1150~1250℃,加热时间30~300min;板坯出炉除鳞后,在同一架轧机或多架轧机上进行连续轧制,轧制道次压下率为8~35%;轧制过程中,采用道次间冷却控温,终轧温度900~1150℃,得到热轧钢板或钢带;
[0090]
步骤4:冷却
[0091]
将热轧钢板或钢带在空气中自然冷却至室温,得到细晶粒热轧板带钢;冷却还可以是在线加速冷却:在线加速冷却的开冷温度为800~1100℃,冷却速度10~200℃/s,终冷温度400~750℃,钢板经矫直机矫直后空冷至室温,或钢带卷取后钢卷空冷至室温,得到细晶粒热轧板带钢。
[0092]
当细晶元素为mg时,细晶粒热轧板带钢的制备方法,包括以下步骤:
[0093]
步骤1:冶炼
[0094]
采用转炉或电炉将铁水和/或废钢料熔炼成钢水,当钢水温度达到1600~1700℃并且钢水中碳质量分数为0.02~0.15%、磷质量分数为0.001~0.035%、硫质量分数为0.001~0.045%时出钢,出钢过程向钢包加入硅、锰、铝、钙、钡中的一种或几种或者其它炼钢常用脱氧剂进行脱氧;控制出钢后钢水中溶解氧的质量百分含量范围为0.001~0.015%;
[0095]
步骤2:精炼和连铸
[0096]
将出钢后的钢水进行精炼,精炼为lf精炼,lf精炼后还可以进行rh精炼或vd精炼;精炼过程中脱氧脱硫去除夹杂和调温调成分,每种精炼时间10~60min;在精炼过程中或结束后,钢水中溶解氧的质量百分含量为0.0002~0.01%时,向钢水中喂入钛镁氮包芯线,喂入钛镁氮包芯线后,钢包底吹氩气或氮气1~20min,生成微米级或亚微米级尺寸的mgal2o4夹杂物、tio
x
夹杂物,并使钢水溶解氧的质量百分含量达到0.0001~0.005%、总氧的质量百分含量达到0.001~0.012%;向钢水中加入增氮合金,增氮合金为氮化硅、氮化锰、氮化硅锰、氮化铬、氮化钒中的一种或几种的混合物,调整钢水中氮质量分数达到0.002~0.015%,并按细晶粒热轧板带钢成分要求调整钢水中各个元素含量,得到合格的钢水;钢水进行全保护浇铸,得到连铸板坯;
[0097]
所述的钛镁氮包芯线由含有钛、镁、氮元素的合金粉末混匀填充制成;其中,含有钛、镁、氮元素的合金粉末的粒径≤3mm;更具体的为:合金粉末包括的化学成分及各个化学成分的质量百分含量为:ti:10~50%,mg:5~40%,n:1~15%,al:0.1~10%,si:0.1~50%,mn:0.1~50%,余量为铁和杂质元素;所述的钛镁氮包芯线的外径为8~13mm;所述的钛镁氮包芯线的喂线速度为80~200m/min;
[0098]
步骤3:热轧
[0099]
将连铸板坯热送热装、或冷却后再加热至1150~1250℃,加热时间30~300min;板坯出炉除鳞后,在同一架轧机或多架轧机上进行连续轧制,轧制道次压下率为8~35%;轧制过程中,采用道次间冷却控温,终轧温度900~1150℃,得到热轧钢板或钢带;
[0100]
步骤4:冷却
[0101]
将热轧钢板或钢带在空气中自然冷却至室温,得到细晶粒热轧板带钢;冷却还可以是在线加速冷却:在线加速冷却的开冷温度为800~1100℃,冷却速度10~200℃/s,终冷温度400~750℃,钢板经矫直机矫直后空冷至室温,或钢带卷取后钢卷空冷至室温,得到细晶粒热轧板带钢。
[0102]
当细晶元素为zr时,细晶粒热轧板带钢的制备方法,包括以下步骤:
[0103]
步骤1:冶炼
[0104]
采用转炉或电炉将铁水和/或废钢料熔炼成钢水,当钢水温度达到1600~1700℃并且钢水中碳质量分数为0.02~0.15%、磷质量分数为0.001~0.035%、硫质量分数为0.001~0.045%时出钢,出钢过程向钢包加入硅、锰、铝、钙、钡中的一种或几种或者其它炼钢常用脱氧剂进行脱氧;控制出钢后钢水中溶解氧的质量百分含量范围为0.001~0.015%;
[0105]
步骤2:精炼和连铸
[0106]
将出钢后的钢水进行精炼,精炼为lf精炼,lf精炼后还可以进行rh精炼或vd精炼;精炼过程中脱氧脱硫去除夹杂和调温调成分,每种精炼时间10~60min;在精炼过程中或结束后,钢水中溶解氧的质量百分含量为0.0002~0.01%时,向钢水中喂入钛锆氧包芯线,生成微米或亚微米尺寸的锆的氧化物和钛的氧化物,并使钢水溶解氧的质量百分含量达到0.0001~0.005%、总氧的质量百分含量达到0.001~0.012%;向钢水中吹氮加入增氮合金,增氮合金为氮化硅、氮化锰、氮化硅锰、氮化铬、氮化钒中的一种或几种的混合物,调整钢水中氮质量分数达到0.002~0.015%,并按细晶粒热轧板带钢成分要求调整钢水中各个元素含量,得到合格的钢水;钢水进行全保护浇铸,得到连铸板坯;
[0107]
所述的钛锆氧包芯线由粒径≤3mm的合金粉末混匀填充制得,合金粉末包括的化学成分及各个化学成分的质量百分含量为:ti:20~50%,zr:10~40%,o:1~10%,al:0.1~10%,si:0.1~50%,mn:0.1~50%,余量为铁和不可避免的杂质;所述的钛锆氧包芯线的外径为9~13mm;所述的钛锆氧包芯线的喂线速度为100~240m/min;
[0108]
步骤3:热轧
[0109]
将连铸板坯热送热装、或冷却后再加热至1150~1250℃,加热时间30~300min;板坯出炉除鳞后,在同一架轧机或多架轧机上进行连续轧制,轧制道次压下率为8~35%;轧制过程中,采用道次间冷却控温,终轧温度900~1150℃,得到热轧钢板或钢带;
[0110]
步骤4:冷却
[0111]
将热轧钢板或钢带在空气中自然冷却至室温,得到细晶粒热轧板带钢;冷却还可以是在线加速冷却:在线加速冷却的开冷温度为800~1100℃,冷却速度10~200℃/s,终冷温度400~750℃,钢板经矫直机矫直后空冷至室温,或钢带卷取后钢卷空冷至室温,得到细晶粒热轧板带钢。
[0112]
实施例1
[0113]
本实施例为一种细晶粒热轧板带钢的制备方法,包括以下步骤:
[0114]
步骤1:冶炼
[0115]
采用转炉将铁水和废钢料(混合质量比为1:1)熔炼成钢水,当钢水温度达到1650℃并且钢水中碳质量分数为0.05%、磷质量分数为0.015%、硫质量分数为0.035%时出钢,出钢过程加入硅、锰、铝混合物(质量比为1:1:1)进行脱氧,钢水溶解氧质量分数0.005%;
[0116]
步骤2:精炼和连铸
[0117]
出钢后的钢水进行lf精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,精炼时间40min;精炼过程中,钢水溶解氧质量百分含量为0.001%时,向钢水中喂入钛硼包芯线,钛硼包芯线由含有钛和硼元素的粒径小于3mm的合金粉末混匀填充制成,合金粉末的化学成分按质量分数包括:ti:50%,b:10%,si:20%,mn:0.5%,o:2%,al:6.5%,余量为铁和杂质元素;钛硼包芯线的外径为10mm,喂线速度为300m/min,同时钢包底吹氩气,生成微米级或亚微米级尺寸的氧化钛,钢水溶解氧的质量百分含量达到0.0005%、总氧的质量百分含量达到0.006%;向钢水中加入氮化硅,调整钢水中氮质量分数达到0.004%,并按细晶粒热轧板带钢成分要求调整钢水中元素含量;
[0118]
其中,细晶粒热轧板带钢的成分要求是:包含的化学成分按质量分数为:c:0.25%,si:0.3%,mn:1.3%,p:0.015%,s:0.015%,al:0.016%,ti:0.02%,b:0.0016%,o:0.006%,n:0.004%,余量为fe和不可避免的杂质,并且满足关系式:2[o]+3.43[n]-[ti]-1.78[al]-4.38[b]<0.0172,其中[]表示元素的质量分数,单位为%;
[0119]
将合格的钢水通过连铸机进行全保护浇铸,得到连铸板坯;
[0120]
步骤3:热轧
[0121]
将连铸板坯热送热装加热至1200℃,加热时间120min;板坯出炉除鳞后,在两机架中厚板轧机上进行连续轧制,轧制道次压下率为8~32%;轧制过程中,采用道次间冷却控温,终轧温度980℃,得到热轧钢板;
[0122]
步骤4:冷却
[0123]
热轧钢板在空气中自然冷却到室温,得到细晶粒热轧板带钢。
[0124]
制备的细晶粒热轧板带钢中含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、bn夹杂物和其它不可避免的夹杂物;
[0125]
其中,处于0.05~3μm尺寸范围内的所有类型夹杂物中,按夹杂物颗粒数量计,含有tio
x
、tin、bn和mns中的两种或两种以上物质的复合夹杂物的数量占75%,这些复合夹杂物是按照tio
x
→
mns
→
tin
→
bn的顺序沉淀析出,并且这些复合夹杂物的平均间距为32μm。
[0126]
细晶粒热轧板带钢中夹杂物按颗粒数量计:68%的tin以单相夹杂物存在,余量tin与其它夹杂物构成复合夹杂物;30%的bn以单相夹杂物存在,余量bn与其它夹杂物构成复合夹杂物;75%的mns以单相夹杂物存在,余量mns与其它夹杂物构成复合夹杂物。
[0127]
制备的细晶粒热轧板带钢的显微组织图见图1,细晶粒热轧板带钢的显微组织图分析其显微组织为铁素体型组织,其中铁素体为多边形状和针状,有效晶粒尺寸得到显著细化,强韧性能得到显著提高;所述钢板的纵截面形状为变厚度截面。
[0128]
细晶粒热轧板带钢的屈服强度420mpa,-20℃冲击韧性210j。
[0129]
实施例2
[0130]
一种细晶粒热轧板带钢的制备方法,包括以下步骤:
[0131]
步骤1:冶炼
[0132]
采用电炉将废钢料熔炼成钢水,当钢水温度达到1670℃并且钢水中碳质量分数为0.03%、磷质量分数为0.01%、硫质量分数为0.015%时出钢,出钢过程加入硅、锰混合物(质量比为1:1)进行脱氧,钢水溶解氧质量分数0.01%;
[0133]
步骤2:精炼和连铸
[0134]
出钢后的钢水进行lf精炼和rh精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,lf精炼时间35min,rh精炼时间30min;lf精炼结束后,钢水溶解氧质量百分含量为0.0005%,向钢水中喂入钛硼包芯线,钛硼包芯线由含有钛和硼元素的粒径小于3mm的合金粉末混匀填充制成,合金粉末的化学成分按质量分数包括:ti:30%,b:20%,si:1%,mn:25%,o:8%,al:0.1%,余量为铁和杂质元素;钛硼包芯线的外径为12mm,喂线速度为150m/min,同时钢包底吹氮气,生成微米级或亚微米级尺寸的氧化钛,钢水溶解氧的质量百分含量达到0.0001%、总氧的质量百分含量达到0.001%;向钢水中加入氮化锰,调整钢水中氮质量分数达到0.005%,按细晶粒热轧板带钢成分要求调整钢水中元素含量;
[0135]
其中,细晶粒热轧板带钢的成分要求是:包含的化学成分按质量分数为:c:0.05%,si:0.2%,mn:1.5%,p:0.01%,s:0.005%,al:0.005%,ti:0.01%,b:0.0025%,o:0.001%,n:0.005%,cr:0.1%,mo:0.1%,ni:0.2%,余量为fe和不可避免的杂质,并且满足关系式:2[o]+3.43[n]-[ti]-1.78[al]-4.38[b]<0.0172,其中[]表示元素的质量分数,单位为%;
[0136]
将合格的钢水通过连铸机进行全保护浇铸,得到连铸板坯;
[0137]
步骤3:热轧
[0138]
连铸板坯冷却后再加热至1220℃,加热时间150min;板坯出炉除鳞后,在热连轧机上进行连续轧制,轧制道次压下率为10~35%;轧制过程中,采用道次间冷却控温,终轧温度1020℃,得到热轧钢带;
[0139]
步骤4:冷却
[0140]
热轧钢带进行在线加速冷却:加速冷却开冷温度960℃,冷却速度150℃/s,终冷温
度620℃,钢带卷取后钢卷空冷至室温,得到细晶粒热轧板带钢。
[0141]
制备的细晶粒热轧板带钢中含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、bn夹杂物和其它不可避免的夹杂物;
[0142]
其中,处于0.05~3μm尺寸范围内的所有类型夹杂物中,按夹杂物颗粒数量计,含有tio
x
、tin、bn和mns中的两种或两种以上物质的复合夹杂物的数量占21%,这些复合夹杂物是按照tio
x
→
mns
→
tin
→
bn的顺序沉淀析出,并且这些复合夹杂物的平均间距为78μm。
[0143]
细晶粒热轧板带钢中夹杂物按颗粒数量计:35%的tin以单相夹杂物存在,余量tin与其它夹杂物构成复合夹杂物;47%的bn以单相夹杂物存在,余量bn与其它夹杂物构成复合夹杂物;55%的mns以单相夹杂物存在,余量mns与其它夹杂物构成复合夹杂物。
[0144]
制备的细晶粒热轧板带钢的显微组织图为图2,通过图2可以看出,其制备的细晶粒热轧板带钢的光学显微组织为铁素体和贝氏体组织,其中铁素体为准多边形状和针状,贝氏体为粒状和板条状;所述细晶粒热轧板带钢的纵截面形状为等厚度截面。
[0145]
细晶粒热轧板带钢的屈服强度550mpa,-20℃冲击韧性230j。
[0146]
实施例3
[0147]
一种细晶粒热轧板带钢的制备方法,包括以下步骤:
[0148]
步骤1:冶炼
[0149]
采用转炉将铁水熔炼成钢水,当钢水温度达到1630℃并且钢水中碳质量分数为0.05%、磷质量分数为0.013%、硫质量分数为0.01%时出钢,出钢过程向钢包加入硅、钙、钡(1:1:1)进行脱氧;出钢后钢水中溶解氧的质量百分含量为0.002%;
[0150]
步骤2:精炼和连铸
[0151]
出钢后的钢水进行lf精炼和vd精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,lf精炼时间20min,vd精炼时间60min;vd精炼过程中,钢水溶解氧质量百分含量为0.001%,向钢水中喂入钛硼包芯线,钛硼包芯线由含有钛和硼元素的粒径小于3mm的合金粉末混匀填充制成,合金粉末的化学成分按质量分数包括:ti:60%,b:2%,si:20%,mn:2%,o:0.5%,al:10%,余量为铁和杂质元素;钛硼包芯线的外径为16mm,喂线速度为100m/min,同时钢包底吹氩气,生成微米级或亚微米级尺寸的氧化钛,钢水溶解氧的质量百分含量达到0.0002%、总氧的质量百分含量达到0.003%;在加入钛硼包芯线之后,加入含有ca元素的合金,其中,ca元素含量占合金总质量的百分含量为30%,余量为si和铁以及不可避免的杂质,在钢水中生成微米级或亚微米级尺寸的cao,以cao为核心形成尺寸为0.1~5μm的夹杂物,夹杂物的数量密度为2500个/mm2;向钢水中加入氮化钒,调整钢水中氮质量分数达到0.015%;按细晶粒热轧板带钢成分要求调整钢水中元素含量;
[0152]
其中,细晶粒热轧板带钢的成分要求是:包含的化学成分按质量分数为:c:0.15%,si:0.1%,mn:1.8%,p:0.01%,s:0.003%,al:0.05%,ti:0.04%,b:0.003%,ca:0.002%,o:0.003%,n:0.015%,nb:0.03%,v:0.04%,余量为fe和不可避免的杂质,并且满足关系式:2[o]+3.43[n]-[ti]-1.78[al]-4.38[b]<0.0172,其中[]表示元素的质量分数,单位为%;
[0153]
将合格的钢水通过连铸机进行全保护浇铸,得到连铸板坯;
[0154]
步骤3:热轧
[0155]
连铸板坯热送热装加热至1150℃,加热时间50min;板坯出炉除鳞后,在一架中厚
板轧机上进行连续轧制,轧制道次压下率为8~35%;轧制过程中,采用道次间冷却控温,终轧温度900℃,得到热轧钢板;
[0156]
步骤4:冷却
[0157]
热轧钢板进行在线加速冷却:在线加速冷却的开冷温度为850℃,冷却速度24℃/s,终冷温度460℃,钢板经矫直机矫直后空冷至室温,得到细晶粒热轧板带钢。
[0158]
制备的细晶粒热轧板带钢中含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、bn夹杂物、cao夹杂物和其它不可避免的夹杂物;
[0159]
其中,处于0.05~3μm尺寸范围内的所有类型夹杂物中,按夹杂物颗粒数量计,含有tio
x
、tin、bn和mns中的两种或两种以上物质的复合夹杂物的数量占56%,这些复合夹杂物是按照tio
x
→
mns
→
tin
→
bn的顺序沉淀析出,并且这些复合夹杂物的平均间距为29μm。
[0160]
细晶粒热轧板带钢中夹杂物按颗粒数量计:40%的tin以单相夹杂物存在,余量tin与其它夹杂物构成复合夹杂物;56%的bn以单相夹杂物存在,余量bn与其它夹杂物构成复合夹杂物;85%的mns以单相夹杂物存在,余量mns与其它夹杂物构成复合夹杂物。
[0161]
细晶粒热轧板带钢中包含cao并且尺寸为0.1~5μm的夹杂物的数量为2500个/mm2,并且这些夹杂物按颗粒数量计70%的夹杂物上含有tio
x
、tin、bn和mns中的一种或几种析出物。
[0162]
制备的细晶粒热轧板带钢的显微组织为铁素体和贝氏体,其中铁素体为针状,贝氏体为板条状和粒状;所述细晶粒热轧板带钢的纵截面形状为等厚度截面。
[0163]
细晶粒热轧板带钢的屈服强度630mpa,-20℃冲击韧性185j。
[0164]
实施例4
[0165]
一种细晶粒热轧板带钢的制备方法,包括以下步骤:
[0166]
步骤1:冶炼
[0167]
采用转炉将铁水和废钢料(按质量比,铁水:废钢料=10:1)熔炼成钢水,当钢水温度达到1700℃并且钢水中碳质量分数为0.02%、磷质量分数为0.001%、硫质量分数为0.001%时出钢,出钢过程向钢包加入硅脱氧;出钢后钢水中溶解氧的质量百分含量为0.015%;
[0168]
步骤2:精炼和连铸
[0169]
出钢后的钢水进行lf精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,精炼时间15min;精炼过程中,钢水溶解氧质量百分含量为0.01%时,向钢水中喂入钛镁氮包芯线,钛镁氮包芯线由含有钛、镁、氮元素的粒径小于3mm的合金粉末混匀填充制成,合金粉末的化学成分按质量分数包括:ti:10%,mg:40%,n:1.6%,al:0.1%,si:1%,mn:2%,余量为铁和杂质元素;钛镁氮包芯线的外径为8mm,喂线速度为200m/min,喂线后钢包底吹氩气20min,生成微米级或亚微米级尺寸的mgal2o4夹杂物、tio
x
夹杂物,钢水溶解氧的质量百分含量达到0.005%、总氧的质量百分含量达到0.01%;向钢水中加入氮化硅锰,调整钢水中氮质量分数达到0.015%,按细晶粒热轧板带钢成分要求调整钢水中元素含量;将合格的钢水通过连铸机进行全保护浇铸,得到连铸板坯;
[0170]
其中,细晶粒热轧板带钢的成分要求是:包含的化学成分按质量分数为:c:0.03%,si:0.4%,mn:0.8%,p:0.002%,s:0.002%,al:0.003%,ti:0.002%,mg:0.008%,o:0.01%,n:0.015%,余量为fe和不可避免的杂质;
[0171]
步骤3:热轧
[0172]
将连铸板坯热送热装加热至1210℃,加热时间100min;板坯出炉除鳞后,在两机架中厚板轧机上进行连续轧制,轧制道次压下率为8~32%;轧制过程中,采用道次间冷却控温,终轧温度1000℃,得到热轧钢板;
[0173]
步骤4:冷却
[0174]
热轧钢板在空气中自然冷却到室温,得到细晶粒热轧板带钢。
[0175]
本实施例制备的细晶粒热轧板带钢中,含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、mgal2o4夹杂物,以及其它不可避免的夹杂物;
[0176]
其中,尺寸为0.03~3μm的夹杂物中,含有mgal2o4的夹杂物的数量为2800个/mm2;按颗粒数量计,60%的含有mgal2o4的夹杂物表面上含有tio
x
夹杂物或/和tin夹杂物,其作为mg-ti复合夹杂物;按颗粒数量计,75%的mg-ti复合夹杂物表面上含有mns夹杂物。
[0177]
所制备的细晶粒热轧板带钢中,含有的tin和mns夹杂物有两种存在方式:单独存在和与其它夹杂物复合存在;按颗粒数量计,与其它夹杂物复合存在的tin占全部tin的20%;与其它夹杂物复合存在的mns占全部mns的30%。
[0178]
本实施例制备的细晶粒热轧板带钢的平均晶粒尺寸为7μm,显微组织图见图3,通过图3可以看出其显微组织为多边形状铁素体和准多边形状铁素体;所述的细晶粒热轧板带钢的纵截面形状为变厚度截面。
[0179]
本实施例制备的细晶粒热轧板带钢的屈服强度370mpa,-20℃冲击韧性280j。
[0180]
实施例5
[0181]
一种细晶粒热轧板带钢的制备方法,包括以下步骤:
[0182]
步骤1:冶炼
[0183]
采用转炉将铁水熔炼成钢水,当钢水温度达到1600℃并且钢水中碳质量分数为0.15%、磷质量分数为0.035%、硫质量分数为0.045%时出钢,出钢过程向钢包加入锰脱氧;出钢后钢水中溶解氧的质量百分含量为0.01%;
[0184]
步骤2:精炼和连铸
[0185]
出钢后的钢水进行lf精炼和rh精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,lf精炼时间10min,rh精炼时间60min;lf精炼过程中,钢水溶解氧质量百分含量为0.001%时,向钢水中喂入钛镁氮包芯线,钛镁氮包芯线由含有钛、镁、氮元素的粒径小于3mm的合金粉末混匀填充制成,合金粉末的化学成分按质量分数包括:ti:50%,mg:5%,n:15%,al:10%,si:10%,mn:0.1%,余量为铁和杂质元素;钛镁氮包芯线的外径为13mm,喂线速度为80m/min,喂线后钢包底吹氮气1min,生成微米级或亚微米级尺寸的mgal2o4夹杂物、tio
x
夹杂物,钢水溶解氧的质量百分含量达到0.0001%、总氧的质量百分含量达到0.002%;向钢水中加入氮化铬,调整钢水中氮质量分数达到0.003%,按细晶粒热轧板带钢成分要求调整钢水中元素含量;将合格的钢水通过连铸机进行全保护浇铸,得到连铸板坯;
[0186]
其中,细晶粒热轧板带钢的成分要求是:包含的化学成分按质量分数为:c:0.25%,si:0.5%,mn:1.0%,p:0.03%,s:0.03%,al:0.03%,ti:0.05%,mg:0.001%,o:0.002%,n:0.003%,cr:0.1%,mo:0.2%,余量为fe和不可避免的杂质;
[0187]
步骤3:热轧
[0188]
连铸板坯冷却后再加热至1250℃,加热时间300min;板坯出炉除鳞后,在热连轧机
上进行连续轧制,轧制道次压下率为8~35%;轧制过程中,采用道次间冷却控温,终轧温度1150℃,得到热轧钢带;
[0189]
步骤4:冷却
[0190]
热轧钢带进行在线加速冷却:加速冷却开冷温度1100℃,冷却速度200℃/s,终冷温度750℃,钢带卷取后钢卷空冷至室温,得到细晶粒热轧板带钢。
[0191]
本实施例制备的细晶粒热轧板带钢中,含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、mgal2o4夹杂物,以及其它不可避免的夹杂物;
[0192]
其中,尺寸为0.03~3μm的夹杂物中,含有mgal2o4的夹杂物的数量为550个/mm2;按颗粒数量计,80%的含有mgal2o4的夹杂物表面上含有tio
x
夹杂物或/和tin夹杂物,其作为mg-ti复合夹杂物;按颗粒数量计,90%的mg-ti复合夹杂物表面上含有mns夹杂物。
[0193]
所制备的细晶粒热轧板带钢中,含有的tin和mns夹杂物有两种存在方式:单独存在和与其它夹杂物复合存在;按颗粒数量计,与其它夹杂物复合存在的tin占全部tin的60%;与其它夹杂物复合存在的mns占全部mns的40%。
[0194]
本实施例制备的细晶粒热轧板带钢的平均晶粒尺寸为15μm,显微组织为准多边形状铁素体和粒状贝氏体组织;所述的细晶粒热轧板带钢的纵截面形状为等厚度截面。
[0195]
本实施例制备的细晶粒热轧板带钢的屈服强度450mpa,-20℃冲击韧性150j。
[0196]
实施例6
[0197]
一种细晶粒热轧板带钢的制备方法,包括以下步骤:
[0198]
步骤1:冶炼:
[0199]
采用电炉将废钢料熔炼成钢水,当钢水温度达到1670℃并且钢水中碳质量分数为0.05%、磷质量分数为0.01%、硫质量分数为0.02%时出钢,出钢过程向钢包加入铝脱氧;出钢后钢水中溶解氧的质量百分含量为0.01%;
[0200]
步骤2:精炼和连铸
[0201]
出钢后的钢水进行lf精炼和rh精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,lf精炼时间60min,rh精炼时间50min;rh精炼过程中,钢水溶解氧质量百分含量为0.009%时,向钢水中喂入钛镁氮包芯线,钛镁氮包芯线由含有钛、镁、氮元素的粒径小于3mm的合金粉末混匀填充制成,合金粉末的化学成分按质量分数包括:ti:20%,mg:25%,n:3%,al:2%,si:3%,mn:20%,余量为铁和杂质元素;钛镁氮包芯线的外径为10mm,喂线速度为120m/min,喂线后钢包底吹氩气10min、氮气10min,生成微米级或亚微米级尺寸的mgal2o4夹杂物、tio
x
夹杂物,钢水溶解氧的质量百分含量达到0.001%、总氧的质量百分含量达到0.007%;向钢水中加入氮化钒,调整钢水中氮质量分数达到0.003%,按细晶粒热轧板带钢成分要求调整钢水中元素含量;将合格的钢水通过连铸机进行全保护浇铸,得到连铸板坯;
[0202]
其中,细晶粒热轧板带钢的成分要求是:包含的化学成分按质量分数为:c:0.15%,si:0.25%,mn:1.5%,p:0.01%,s:0.02%,al:0.03%,ti:0.03%,mg:0.007%,o:0.007%,n:0.003%,v:0.01%,余量为fe和不可避免的杂质;
[0203]
步骤3:热轧
[0204]
连铸板坯热送热装加热至1200℃,加热时间40min;板坯出炉除鳞后,在一架中厚板轧机上进行连续轧制,轧制道次压下率为8~35%;轧制过程中,采用道次间冷却控温,终
轧温度920℃,得到热轧钢板;
[0205]
步骤4:冷却
[0206]
热轧钢板进行在线加速冷却:在线加速冷却的开冷温度为880℃,冷却速度50℃/s,终冷温度500℃,钢板经矫直机矫直后空冷至室温,得到细晶粒热轧板带钢。
[0207]
本实施例制备的细晶粒热轧板带钢中,含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、mgal2o4夹杂物,以及其它不可避免的夹杂物;
[0208]
其中,尺寸为0.03~3μm的夹杂物中,含有mgal2o4的夹杂物的数量为2400个/mm2;按颗粒数量计,60%的含有mgal2o4的夹杂物表面上含有tio
x
夹杂物或/和tin夹杂物,其作为mg-ti复合夹杂物;按颗粒数量计,100%的mg-ti复合夹杂物表面上含有mns夹杂物。
[0209]
所制备的细晶粒热轧板带钢中,含有的tin和mns夹杂物有两种存在方式:单独存在和与其它夹杂物复合存在;按颗粒数量计,与其它夹杂物复合存在的tin占全部tin的10%;与其它夹杂物复合存在的mns占全部mns的70%。
[0210]
本实施例制备的细晶粒热轧板带钢的平均晶粒尺寸为3μm,显微组织为粒状和板条状贝氏体;所述的细晶粒热轧板带钢的纵截面形状为等厚度截面。
[0211]
本实施例制备的细晶粒热轧板带钢的屈服强度440mpa,-20℃冲击韧性280j。
[0212]
实施例7
[0213]
一种细晶粒热轧板带钢的制备方法,包括以下工艺步骤:
[0214]
步骤1:冶炼
[0215]
采用转炉将铁水和废钢料(按质量比,铁水:废钢料=2:1)熔炼成钢水,当钢水温度达到1660℃并且钢水中碳质量分数为0.05%、磷质量分数为0.01%、硫质量分数为0.02%时出钢,出钢过程向钢包加入硅脱氧;出钢后钢水中溶解氧的质量百分含量为0.01%;
[0216]
步骤2:精炼和连铸
[0217]
出钢后的钢水进行lf精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,精炼时间35min;精炼过程中,钢水溶解氧质量百分含量为0.009%时,向钢水中喂入钛锆氧包芯线,钛锆氧包芯线由粒径≤3mm的合金粉末混匀填充制得,合金粉末包括的化学成分及各个化学成分的质量百分含量为:ti:20%,zr:40%,o:10%,al:10%,si:0.1%,mn:0.1%,余量为铁和不可避免的杂质;钛锆氧包芯线的外径为9mm,喂线速度为100m/min,钢包底吹氩气20min,生成微米级或亚微米级尺寸的锆的氧化物和钛的氧化物,钢水溶解氧的质量百分含量达到0.005%、总氧的质量百分含量达到0.01%;向钢水中吹氮气,调整钢水中氮质量分数达到0.002%,按细晶粒热轧板带钢成分要求调整钢水中元素含量,得到合格的钢水;钢水进行全保护浇铸,得到连铸板坯;
[0218]
其中,细晶粒热轧板带钢的成分要求是:包含的化学成分按质量分数为:c:0.1%,si:0.4%,mn:1.8%,p:0.012%,s:0.012%,al:0.03%,ti:0.003%,zr:0.01%,o:0.01%,n:0.002%,余量为fe和不可避免的杂质;
[0219]
步骤3:热轧
[0220]
将连铸板坯热送热装加热至1220℃,加热时间90min;板坯出炉除鳞后,在两机架中厚板轧机上进行连续轧制,轧制道次压下率为8~32%;轧制过程中,采用道次间冷却控温,终轧温度1100℃,得到热轧钢板;
[0221]
步骤4:冷却
[0222]
热轧钢板在空气中自然冷却到室温,得到细晶粒热轧板带钢,对其进行光学显微组织分析,得到的光学显微组织图见图4。
[0223]
本实施例制备的细晶粒热轧板带钢中含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、zro2夹杂物、zrn夹杂物和其它不可避免的夹杂物;钢中尺寸为0.03~3μm的含有zro2的夹杂物的数量为1600个/mm2;在含有zro2的夹杂物中,按颗粒数量计,75%的夹杂物表面上含有al2o3、zrn、tio
x
、tin、mns中的至少一种夹杂物;钢中同时含有zro2和mns以及tio
x
或/和tin的夹杂物的数量占所有含zro2夹杂物数量的40%。
[0224]
本实施例中,制备的细晶粒热轧板带钢,其显微组织为多边形状铁素体;所述细晶粒热轧板带钢的纵截面形状为等厚度截面。
[0225]
制备的细晶粒热轧板带钢中,平均晶粒尺寸为12μm,并且平均每3个晶粒中至少含有1个包含zro2、zrn、tio
x
、tin、aln、mns中的一种或多种物质的夹杂物颗粒。
[0226]
本实施例制备的细晶粒热轧板带钢的屈服强度350mpa,-20℃冲击韧性150j。
[0227]
实施例8
[0228]
一种细晶粒热轧板带钢的制备方法,包括以下工艺步骤:
[0229]
步骤1:冶炼
[0230]
采用电炉将铁水和废钢料(按质量比,铁水:废钢料=1:2)熔炼成钢水,当钢水温度达到1680℃并且钢水中碳质量分数为0.06%、磷质量分数为0.015%、硫质量分数为0.025%时出钢,出钢过程向钢包加入硅、钙(质量比1:1)脱氧;出钢后钢水中溶解氧的质量百分含量为0.002%;
[0231]
步骤2:精炼和连铸
[0232]
出钢后的钢水进行lf精炼和rh精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,lf精炼时间40min,rh精炼时间60min;lf精炼结束中,钢水溶解氧质量百分含量为0.001%时,向钢水中喂入钛锆氧包芯线,钛锆氧包芯线由粒径≤3mm的合金粉末混匀填充制得,合金粉末包括的化学成分及各个化学成分的质量百分含量为:ti:50%,zr:15%,o:1%,al:3%,si:4%,mn:15%,余量为铁和不可避免的杂质;钛锆氧包芯线的外径为11mm,喂线速度为150m/min,生成微米级或亚微米级尺寸的锆的氧化物和钛的氧化物,钢水溶解氧的质量百分含量达到0.001%、总氧的质量百分含量达到0.003%;向钢水中加入氮化铬,调整钢水中氮质量分数达到0.01%,按细晶粒热轧板带钢成分要求调整钢水中元素含量,得到合格的钢水;钢水进行全保护浇铸,得到连铸板坯;
[0233]
其中,细晶粒热轧板带钢的成分要求是:包含的化学成分按质量分数为:c:0.12%,si:0.3%,mn:1.3%,p:0.015%,s:0.008%,al:0.03%,ti:0.03%,zr:0.002%,o:0.003%,n:0.01%,cr:1%,余量为fe和不可避免的杂质;
[0234]
步骤3:热轧
[0235]
连铸板坯冷却后再加热至1160℃,加热时间200min;板坯出炉除鳞后,在热连轧机上进行连续轧制,轧制道次压下率为10~35%;轧制过程中,采用道次间冷却控温,终轧温度990℃,得到热轧钢带;
[0236]
步骤4:冷却
[0237]
热轧钢带进行在线加速冷却:加速冷却开冷温度950℃,冷却速度80℃/s,终冷温
度450℃,钢带卷取后钢卷空冷至室温,得到细晶粒热轧板带钢。
[0238]
本实施例制备的细晶粒热轧板带钢中含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、aln夹杂物、mns夹杂物、zro2夹杂物、zrn夹杂物和其它不可避免的夹杂物;钢中尺寸为0.03~3μm的含有zro2的夹杂物的数量为400个/mm2;在含有zro2的夹杂物中,按颗粒数量计,100%的夹杂物表面上含有al2o3、zrn、tio
x
、tin、mns中的至少一种夹杂物;钢中同时含有zro2和mns以及tio
x
或/和tin的夹杂物的数量占所有含zro2夹杂物数量的60%。
[0239]
本实施例中,制备的细晶粒热轧板带钢,其显微组织为针状铁素体和粒状贝氏体;所述细晶粒热轧板带钢的纵截面形状为等厚度截面。
[0240]
制备的细晶粒热轧板带钢中,平均晶粒尺寸为4μm,并且平均每3个晶粒中至少含有1个包含zro2、zrn、tio
x
、tin、aln、mns中的一种或多种物质的夹杂物颗粒。
[0241]
本实施例制备的细晶粒热轧板带钢的屈服强度750mpa,-20℃冲击韧性165j。
[0242]
实施例9
[0243]
一种细晶粒热轧板带钢的制备方法,包括以下工艺步骤:
[0244]
步骤1:冶炼
[0245]
采用电炉将铁水和废钢料(按质量比,铁水:废钢料=1:3)熔炼成钢水,当钢水温度达到1690℃并且钢水中碳质量分数为0.08%、磷质量分数为0.02%、硫质量分数为0.02%时出钢,出钢过程向钢包加入铝脱氧;出钢后钢水中溶解氧的质量百分含量为0.01%;
[0246]
步骤2:精炼和连铸
[0247]
出钢后的钢水进行lf精炼和vd精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,lf精炼时间30min,vd精炼时间30min;vd精炼结束后,钢水溶解氧质量百分含量为0.0006%时,向钢水中喂入钛锆氧包芯线,钛锆氧包芯线由粒径≤3mm的合金粉末混匀填充制得,合金粉末包括的化学成分及各个化学成分的质量百分含量为:ti:30%,zr:30%,o:8%,al:6%,si:0.1%,mn:10%,余量为铁和不可避免的杂质;钛锆氧包芯线的外径为13mm,喂线速度为240m/min,生成微米级或亚微米级尺寸的锆的氧化物和钛的氧化物,钢水溶解氧的质量百分含量达到0.0005%、总氧的质量百分含量达到0.001%;向钢水中加入氮化锰,调整钢水中氮质量分数达到0.003%,按细晶粒热轧板带钢成分要求调整钢水中元素含量,得到合格的钢水;钢水进行全保护浇铸,得到连铸板坯;
[0248]
其中,细晶粒热轧板带钢的成分要求是:包含的化学成分按质量分数为:c:0.22%,si:0.05%,mn:1.1%,p:0.012%,s:0.005%,al:0.07%,ti:0.04%,zr:0.03%,o:0.001%,n:0.003%,ni:0.5%,cu:0.5%,余量为fe和不可避免的杂质;
[0249]
步骤3:热轧
[0250]
连铸板坯热送热装加热至1250℃,加热时间90min;板坯出炉除鳞后,在一架中厚板轧机上进行连续轧制,轧制道次压下率为8~35%;轧制过程中,采用道次间冷却控温,终轧温度1150℃,得到热轧钢板;
[0251]
步骤4:冷却
[0252]
热轧钢板进行在线加速冷却:在线加速冷却的开冷温度为1100℃,冷却速度15℃/s,终冷温度430℃,钢板经矫直机矫直后空冷至室温,得到细晶粒热轧板带钢。
[0253]
本实施例制备的细晶粒热轧板带钢中含有al2o3夹杂物、tio
x
夹杂物、tin夹杂物、
aln夹杂物、mns夹杂物、zro2夹杂物、zrn夹杂物和其它不可避免的夹杂物;钢中尺寸为0.03~3μm的含有zro2的夹杂物的数量为1960个/mm2;在含有zro2的夹杂物中,按颗粒数量计,55%的夹杂物表面上含有al2o3、zrn、tio
x
、tin、mns中的至少一种夹杂物;钢中同时含有zro2和mns以及tio
x
或/和tin的夹杂物的数量占所有含zro2夹杂物数量的12%。
[0254]
本实施例中,制备的细晶粒热轧板带钢,其显微组织为针状、粒状和板条状贝氏体;所述细晶粒热轧板带钢的纵截面形状为变厚度截面;
[0255]
制备的细晶粒热轧板带钢中,平均晶粒尺寸为5μm,并且平均每3个晶粒中至少含有1个包含zro2、zrn、tio
x
、tin、aln、mns中的一种或多种物质的夹杂物颗粒。
[0256]
本实施例制备的细晶粒热轧板带钢的屈服强度700mpa,-20℃冲击韧性145j。
[0257]
对比例1
[0258]
一种热轧板带钢的制备方法,包括以下步骤:
[0259]
步骤1:冶炼
[0260]
采用转炉将铁水和废钢料(混合质量比为1:1)熔炼成钢水,当钢水温度达到1660℃并且钢水中碳质量分数为0.07%、磷质量分数为0.012%、硫质量分数为0.03%时出钢,出钢过程加入硅、锰混合物(质量比为1:1)进行脱氧,钢水溶解氧质量分数0.01%;
[0261]
步骤2:精炼和连铸
[0262]
出钢后的钢水进行lf精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,精炼时间30min;精炼过程中喂入钛线,钛线外径13mm,含有钛元素质量分数为40%;钢水精炼后通过连铸机进行全保护浇铸,得到连铸板坯;
[0263]
热轧板带钢的化学成分按质量分数为:c:0.1%,si:0.4%,mn:1.1%,p:0.012%,s:0.005%,al:0.02%,ti:0.02%,o:0.005%,n:0.003%,余量为fe和不可避免的杂质;
[0264]
步骤3:热轧
[0265]
将连铸板坯热送热装加热至1200℃,加热时间100min;板坯出炉除鳞后,在两机架中厚板轧机上进行连续轧制,轧制道次压下率为8~32%;轧制过程中,采用道次间冷却控温,终轧温度1000℃,得到热轧钢板;
[0266]
步骤4:冷却
[0267]
热轧钢板进行在线加速冷却:在线加速冷却的开冷温度为900℃,冷却速度40℃/s,终冷温度600℃,钢板经矫直机矫直后空冷至室温,得到热轧板带钢。
[0268]
制备的热轧板带钢的显微组织图见图5,图5显示制备的热轧板带钢的显微组织为魏氏组织和粒状铁素体,晶粒尺寸粗化,导致力学性能下降。
[0269]
制备的热轧板带钢的屈服强度330mpa,-20℃冲击韧性25j。
[0270]
由于该对比例中仅喂入常规的钛线,不能在高温热轧条件下获得细晶粒显微组织,不能有效提高强韧性能。
[0271]
对比例2
[0272]
一种热轧板带钢的制备方法,采用以下步骤:
[0273]
步骤1:冶炼
[0274]
采用电炉将废钢料熔炼成钢水,当钢水温度达到1670℃并且钢水中碳质量分数为0.1%、磷质量分数为0.015%、硫质量分数为0.015%时出钢,出钢过程加入al进行脱氧,钢水溶解氧质量分数0.0008%;
[0275]
步骤2:精炼和连铸
[0276]
出钢后的钢水进行lf精炼和rh精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,lf精炼时间40min,rh精炼时间40min;lf精炼结束后,钢水溶解氧质量百分含量为0.00015%,向钢水中喂入钛硼包芯线,钛硼包芯线由含有钛和硼元素的粒径小于3mm的合金粉末混匀填充制成,合金粉末的化学成分按质量分数包括:ti:40%,b:30%,余量为铁和杂质元素;钛硼包芯线的外径为12mm,喂线速度为150m/min,同时钢包底吹氩气,钢水溶解氧的质量百分含量为0.00009%、总氧的质量百分含量为0.0005%;向钢水中加入氮化锰,调整钢水中氮质量分数达到0.006%;精炼后的钢水通过连铸机进行全保护浇铸,得到连铸板坯;
[0277]
热轧板带钢的化学成分按质量分数为:c:0.15%,si:0.25%,mn:1.5%,p:0.011%,s:0.015%,al:0.05%,ti:0.03%,b:0.004%,o:0.0005%,n:0.006%,cr:0.1%,mo:0.1%,ni:0.2%,余量为fe和不可避免的杂质;
[0278]
步骤3:热轧
[0279]
连铸板坯冷却后再加热至1180℃,加热时间150min;板坯出炉除鳞后,在热连轧机上进行连续轧制,轧制道次压下率为10~35%;轧制过程中,采用道次间冷却控温,终轧温度1010℃,得到热轧钢带;
[0280]
步骤4:冷却
[0281]
热轧钢带进行在线加速冷却:加速冷却开冷温度950℃,冷却速度100℃/s,终冷温度560℃,钢带卷取后钢卷空冷至室温,得到热轧板带钢。
[0282]
制备的热轧板带钢的显微组织为上贝氏体和魏氏组织。
[0283]
制备的热轧板带钢的屈服强度570mpa,-20℃冲击韧性31j。
[0284]
本对比例中虽然采用钛硼包芯线,但是钛硼包芯线成分和炼钢过程的氧含量控制不当,不能得到良好的显微组织类型和力学性能。
[0285]
对比例3
[0286]
一种热轧板带钢的制备方法,包括以下步骤:
[0287]
步骤1:冶炼
[0288]
采用转炉将铁水熔炼成钢水,当钢水温度达到1680℃并且钢水中碳质量分数为0.03%、磷质量分数为0.01%、硫质量分数为0.01%时出钢,出钢过程向钢包加入硅、钙、钡(1:1:1)进行脱氧;
[0289]
步骤2:精炼和连铸
[0290]
出钢后的钢水进行lf精炼和vd精炼,精炼过程中脱氧脱硫去除夹杂和调温调成分,lf精炼时间30min,vd精炼时间50min;vd精炼后钢水进行钙处理;精炼后钢水经板坯连铸机浇铸成板坯;
[0291]
热轧板带钢的化学成分按质量分数为:c:0.16%,si:0.2%,mn:1.3%,p:0.01%,s:0.003%,al:0.04%,ca:0.002%,o:0.003%,n:0.003%,nb:0.03%,v:0.04%,余量为fe和不可避免的杂质;
[0292]
步骤3:热轧
[0293]
连铸板坯热送热装加热至1150℃,加热时间120min;板坯出炉除鳞后,采用粗轧机和精轧机进行两阶段控制轧制,轧制过程中进行中间坯待温,粗轧终轧温度1080℃,精轧终
轧温度820℃,道次压下率为8~35%,得到热轧钢板;
[0294]
步骤4:冷却
[0295]
热轧钢板进行在线加速冷却:在线加速冷却的开冷温度为780℃,冷却速度35℃/s,终冷温度650℃,钢板经矫直机矫直后空冷至室温,得到热轧板带钢。
[0296]
制备的热轧板带钢的显微组织为多边形状铁素体和珠光体。
[0297]
制备的热轧板带钢的屈服强度360mpa,-20℃冲击韧性225j。
[0298]
该对比例只进行了常规的钙处理,没有添加本发明所述的细晶元素,只能采用两阶段低温控制轧制来改善组织和性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1