高性能模具及其制备工艺的制作方法
1.本发明涉及模具技术领域,尤其涉及一种高性能模具及其制备工艺。
背景技术:
2.目前,国产常规钢材耐磨性差,但韧性良好。而耐磨性好的钢材,韧性却无法满足需求。虽然,进口钢材可解决部分应用问题,但是进口钢材价格昂贵、且交期长。为解决以上问题,需要模具服役时同时具备良好的韧性和耐磨性且成本可接受。因此,针对上述问题,有必要提出进一步地的解决方案。
技术实现要素:
3.本发明的目的在于提供一种高性能模具及其制备工艺,以克服现有技术中存在的不足。
4.为实现上述发明目的,本发明提供一种高性能模具制备工艺,其包括:提供模具中间产品,确定模具中间产品的工作面;根据所述模具中间产品的工作面,设计能够覆盖所述工作面的熔覆路径;依据设计的熔覆路径,通过3d熔覆技术在所述工作面上制作熔覆层,得到工作面上具有熔覆层的高性能模具。
5.作为本发明高性能模具制备工艺的改进,所述高性能模具制备工艺还包括:根据模具服役时的需求,对模具中间产品的材料进行选型,将选型后的材料制作成毛坯形态的模具中间产品。
6.作为本发明高性能模具制备工艺的改进,对所述毛坯形态的模具中间产品热处理至回火马氏体组织,该热处理后的模具中间产品的硬度为hrc40-60。
7.作为本发明高性能模具制备工艺的改进,完成热处理后,精加工工作面并预留2-5mm余量;所述熔覆层3-5mm。
8.作为本发明高性能模具制备工艺的改进,所述熔覆层包括如下组份:fe、mo、cr、v,所述熔覆层中fe组份的重量百分比至少为50%。
9.作为本发明高性能模具制备工艺的改进,所述熔覆层包括如下组份:co、mo、cr、v,所述熔覆层中co组份的重量百分比至少为50%。
10.作为本发明高性能模具制备工艺的改进,所述熔覆层包括如下组份:ni、mo、cr、v,所述熔覆层中ni组份的重量百分比至少为50%。
11.作为本发明高性能模具制备工艺的改进,所述高性能模具制备工艺还包括:对制作的所述熔覆层的厚度进行测量,且当所述熔覆层的厚度不符合精度要求时,对所述熔覆层进行精加工。
12.作为本发明高性能模具制备工艺的改进,通过激光扫描的方式对制作的所述熔覆层的厚度进行测量。
13.为实现上述发明目的,本发明提供一种高性能模具,其由如上所述的制备工艺得
到,所述高性能模具包括:模具本体以及形成于所述模具本体的工作面上的熔覆层。
14.与现有技术相比,本发明的有益效果是:本发明的高性能模具制备工艺中,采用普通国产钢材制作模具主体,并通过路径规划,在该模具主体上制作一层高耐磨高耐热熔覆层,进而达到苛刻工况下模具服役对材料高要求目的。从而,在模具满足服役使用需求的同时,还大幅降低了模具的成本。
附图说明
15.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
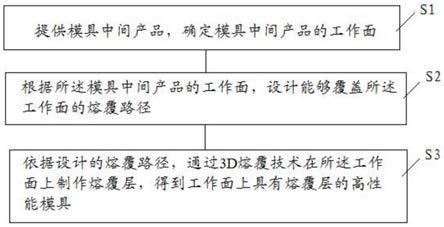
16.图1为本发明高性能模具制备工艺一实施例的工艺流程图。
具体实施方式
17.下面结合各实施方式对本发明进行详细说明,但应当说明的是,这些实施方式并非对本发明的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本发明的保护范围之内。
18.本发明提供一种高性能模具制备工艺,其包括:提供模具中间产品,确定模具中间产品的工作面;根据所述模具中间产品的工作面,设计能够覆盖所述工作面的熔覆路径;依据设计的熔覆路径,通过3d熔覆技术在所述工作面上制作熔覆层,得到工作面上具有熔覆层的高性能模具。
19.下面结合一实施例,对本发明高性能模具制备工艺的技术方案进行举例说明。
20.如图1所示,本实施例的高性能模具制备工艺包括:s1、提供模具中间产品,确定模具中间产品的工作面。
21.其中,所述高性能模具制备工艺还包括:根据模具服役时的需求,对模具中间产品的材料进行选型,将选型后的材料制作成毛坯形态的模具中间产品。模具所选取的材料可以为价格低廉的国产钢材。
22.此外,所述高性能模具制备工艺还包括:对所述毛坯形态的模具中间产品热处理至回火马氏体组织,该热处理后的模具中间产品的硬度为hrc40-60。一个实施方式中,完成热处理后,精加工工作面并预留2-5mm余量。
23.s2、根据所述模具中间产品的工作面,设计能够覆盖所述工作面的熔覆路径。
24.步骤s2中,并不对熔覆路径的具体形状进行限定,该熔覆路径的设计能够使得后续熔覆时设备的工作头能够完整地经过该工作面即可。
25.s3、依据设计的熔覆路径,通过3d熔覆技术在所述工作面上制作熔覆层,得到工作面上具有熔覆层的高性能模具。
26.通过在工作面上制作高性能的熔覆层,可达到苛刻工况下模具服役对材料高要求目的。从而,在模具满足服役使用需求的同时,还大幅降低了模具的成本。一个实施方式中,可采用五轴联动设备完成3d熔覆加工,所述熔覆层的层深优选为3-5mm。
27.当熔覆层采用fe基配方时,所述熔覆层包括如下组份:fe、mo、cr、v,所述熔覆层中fe组份的重量百分比至少为50%。可替代地,当熔覆层采用co基配方时,所述熔覆层包括如下组份:co、mo、cr、v,所述熔覆层中co组份的重量百分比至少为50%。可替代地,当熔覆层采用ni基配方时,所述熔覆层包括如下组份:ni、mo、cr、v,所述熔覆层中ni组份的重量百分比至少为50%。
28.本实施例的高性能模具制备工艺还包括:对制作的所述熔覆层的厚度进行测量,且当所述熔覆层的厚度不符合精度要求时,对所述熔覆层进行精加工。一个实施方式中,可通过激光扫描的方式对制作的所述熔覆层的厚度进行测量。
29.基于相同的技术构思,本发明另一实施例还提供一种高性能模具。
30.本实施例的高性能模具由如上所述的制备工艺得到,所述高性能模具包括:模具本体以及形成于所述模具本体的工作面上的熔覆层。
31.综上所述,本发明的高性能模具制备工艺中,采用普通国产钢材制作模具主体,并通过路径规划,在该模具主体上制作一层高耐磨高耐热熔覆层,进而达到苛刻工况下模具服役对材料高要求目的。从而,在模具满足服役使用需求的同时,还大幅降低了模具的成本。
32.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
33.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1