一种三维超声搅拌辅助激光金属成形的方法及装置
1.本发明涉及激光熔覆、激光表面改性、激光表面修复领域,具体涉及一种三维超声搅拌辅助激光金属成形的方法及装置。
背景技术:
2.激光熔覆是利用激光辐照被熔覆金属及其制件表面上,使熔覆材料和基体表面一层同时熔化并快速凝固后形成稀释率极低、与基体成冶金结合的表面熔覆层,从而增加基体缺损位尺寸也可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电气特性等的工艺方法。
3.激光熔覆是一个复杂的冶金过程,由于熔覆材料与基材之间物理性能(如热膨胀系数、导热系数等)差异,以及激光熔覆中快热速冷的特点,在熔覆过程中熔覆层与基材之间会产生非常高的温度梯度。在这些因素的综合作用下,单一能束的激光熔覆成形件常存在着以下缺陷:1)成形件内易产生气孔、熔合不良、裂纹等缺陷;2)由于局部快速加热和冷却,导致残余拉应力的产生;3)熔池无约束,在复杂的热力学条件下,晶粒生长及其尺寸具有不均匀性,从而影响成形件性能的稳定可靠性。
4.针对上述问题,目前国内外已有学者通过利用外加超声能场改善激光熔覆过程,减少内部缺陷来提高熔覆层的综合性能。已有学者研究了超声振动辅助钛合金激光熔覆成形工艺,未施加超声时的气孔呈规则的椭球形,而施加超声后气孔明显变小,气孔率由2.4%降低到0.75%,组织晶粒尺寸减小了42%,但沉积生长方向的堆垛效率降低了36.7%。此外,也有学者使用超声振动辅助激光近净成形工艺制备fe-cr不锈钢零件,并研究了超声波振动对微观结构和显微组织的影响。结果表明,由于超声波振动的作用和影响,孔隙率由0.68%下降到0.35%,平均粒径由7-11μm柱状晶粒结构降低为1.5-3μm等轴晶粒结构,在基体与熔覆层结合区域微裂纹有所减少,但是熔覆层还是存在气孔裂纹缺陷。
5.通过国内外文献检索,在激光熔覆过程中施加超声场可以细化晶粒,并对气孔、裂纹等缺陷进行调控。但是单一方向的超声能场并不能取得非常理想的组织调控效果,在熔覆层内部依然存在缺陷,在只有纵振的超声作用下,由于超声方向始终在一个方向上,熔池内部质点运动轨迹为一条直线运动,对整体熔池运动的方向性无明显作用,因此,现有的单纯纵向超声振动辅助对激光熔覆过程的调控形式单一且调控能力有限。在多方向的超声振动复合作用下,其振动合成作用于熔池为直接面作用,而非线作用。考虑到激光熔覆成形中微观组织结构的复杂性,多方向的超声振动复合作用于熔池中相比于单方向振动对于微观组织的调控更具灵活性。在激光熔覆成形引入多方向超声振动有望对于熔池流体传热传质以及运动产生促进作用,进而对熔覆层微观组织产生显著影响。
技术实现要素:
6.本发明的目的在于提供一种三维超声搅拌辅助激光金属成形的方法及装置。本发明装置在激光金属成形过程中同时施加多维振动,通过多方向振动对熔池的搅拌,以及超
声本身的空化效应、声流效应、谐振效应和热效应,对激光金属成形过程中熔池内的组织形貌进行调控,破碎原有晶界,使形核率增大,从而细化晶粒,均匀组织,减小成形过程中产生气孔的几率,从而减小了裂纹的出现。本发明实现了三维超声搅拌辅助激光金属成形表面的调控,可获得无裂纹,组织细化,表面形貌良好的成形表面。
7.本发明的技术方案如下:
8.一种三维超声搅拌辅助激光金属成形的装置,包括:激光工作装置、三维超声搅拌装置;
9.所述激光工作装置包括:激光控制器、激光发生器、送粉器、激光头、反射镜、聚焦透镜;激光控制器与激光发生器连接,送粉器与激光头连接,激光发生器发出的激光通过反射镜和聚焦透镜到达激光头;
10.所述三维超声搅拌装置包括:垂直超声振动装置、纵向超声振动装置、水平超声振动装置;所述垂直超声振动装置包括:垂直超声换能器、垂直超声变幅杆、垂直超声发生器;所述纵向超声振动装置包括:纵向超声换能器、纵向超声变幅杆、纵向超声发生器;所述水平超声振动装置包括:水平超声换能器、水平超声变幅杆、水平超声发生器;其中,垂直超声变幅杆、纵向超声变幅杆、水平超声变幅杆分别与试样的一个底面和两个相邻侧面相互垂直同轴连接,连接方式可采用螺纹;
11.所述试样置于工作平台上,工作平台置于底座上,所述底座上还设有纵向超声装置固定支撑墙、水平超声装置固定支撑墙分别用于支撑纵向超声振动装置、水平超声振动装置,垂直超声振动装置设于底座上。
12.进一步:
13.所述激光头为同轴送粉激光熔覆头;
14.所述激光发生器为nd:yag激光器、半导体激光器或光纤激光器;
15.所述激光发生器发出的激光,通过反射镜和聚焦透镜对激光进行聚焦传输,保证激光的有效功率及聚焦性;
16.所述垂直超声变幅杆、纵向超声变幅杆、水平超声变幅杆的材料是钛合金;
17.所述垂直超声换能器、纵向超声换能器、水平超声换能器为压电换能器或磁致伸缩换能器;
18.所述垂直超声发生器、纵向超声发生器、水平超声发生器可以同时输出三路不同频率,不同振幅,不同相位的高频振动;在不同频率,不同相位的三维振动作用下对熔池产生不同的作用轨迹;当输出两频率相同,相位相同的高频振动时,两维振动作用下对熔池作用轨迹为平面内加强的直线作用;当输出两频率相同,相位差在0~π/2区间时,两维振动作用下对熔池作用轨迹为平面内的椭圆;当输出两频率相同,相位差为π/2时,两维振动作用下对熔池作用轨迹为平面内的圆;当输出两频率不同,相位不同时,两维振动作用下对熔池作用轨迹为平面内的不规则曲线;当输出三频率相同,相位相同的高频振动时,三维振动作用下对熔池作用轨迹为空间内加强的直线作用;当输出三频率相同,相位不同时,三维振动作用下对熔池作用轨迹为空间内的圆;当输出三频率不同,相位不同时,三维振动作用下对熔池作用轨迹为空间内的不规则曲线。
19.本发明还提供了利用上述装置进行三维超声搅拌辅助激光金属成形的方法,步骤如下:
20.(1)对试样表面进行打磨,用乙醇擦拭表面去油污,烘干备用;
21.(2)将试样固定于工作平台上,打开两个或三个超声发生器,调节频率和功率,使试样产生高频振动,接着通保护气,送粉器开启、激光控制器开启,执行激光熔覆程序;
22.超声振动的工艺条件为:频率20~25khz,功率500~5000w;
23.激光熔覆的工艺条件为:光斑直径为4~10mm,送粉速度为5~40g/min,保护气体为氩气,气体流速为4~10l/min,激光功率为0.5~2kw,扫描速度为100~500mm/min;
24.具体的,在该步中:先开启两个或三个超声发生器,再开启激光控制器,在激光熔覆过程中对试样施加两个或三个方向的超声振动,激光熔覆结束后,先关闭激光控制器,过10秒再关闭两个或三个超声发生器;其中,激光控制器,垂直超声发生器,纵向超声发生器和水平超声发生器分别单独控制。
25.本发明的有益效果为:
26.一、本发明通过在激光金属成形过程中对工件同时施加两个或三个方向的超声振动,通过简谐振动的合成,对熔池内部产生面作用,从而引起熔体中流动场、压力场和温度场发生变化,进一步加速熔池流动,打碎正在长大的枝晶网,得到强度,硬度,塑性显著提高的熔覆表面。
27.二、本发明中的激光器和三个超声发生器分别采用各自的控制器,可以保证熔覆过程超声振动与激光熔覆的时效性。
28.三、本发明对激光熔覆过程中的所用的基体试样及粉末没有限制。
29.四、本发明是一种结构简单,操控灵活,环保高效的三维超声辅助激光熔覆制备高性能熔覆层的方法,具有很强的工程应用价值。
附图说明
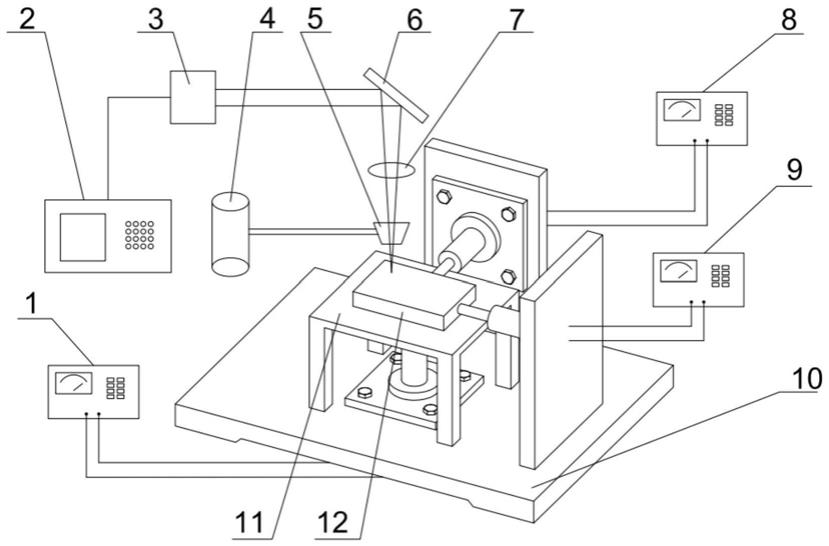
30.图1为本发明的装置结构示意图;
31.图2为本发明的支撑结构示意图;
32.图3为本发明的三维超声装置示意图;
33.其中,1-垂直超声发生器,2-激光控制器,3-激光发生器,4-送粉器,5-激光头,6-反射镜,7-聚焦透镜,8-纵向超声发生器,9-水平超声发生器,10-底座,11-工作平台,12-试样,13-纵向超声装置固定支撑墙,14-水平超声装置固定支撑墙,15-垂直超声换能器,16-垂直超声变幅杆,17-纵向超声换能器,18-纵向超声变幅杆,19-水平超声换能器,20-水平超声变幅杆;
34.图4~图10为本发明在不同维度,频率,相位振动合成下对熔池作用轨迹;
35.图11为本发明实施例中未施加三维振动作用下的熔覆层截面组织金相图;
36.图12为本发明实施例中施加三维振动作用下的超声振动辅助的熔覆层截面组织金相图;
37.图12与图11对比,可见采用三维振动作用下的超声振动辅助获得的激光熔覆层组织明显比未施加的组织细化。
具体实施方式
38.下面结合附图通过具体实施例进一步描述本发明,但本发明的保护范围并不仅限
于此。
39.一种三维超声搅拌辅助激光金属成形的装置,如图1所示,包括:激光工作装置、三维超声搅拌装置;
40.所述激光工作装置包括:激光控制器2、激光发生器3、送粉器4、激光头5、反射镜6、聚焦透镜7;激光控制器2与激光发生器3连接,送粉器4与激光头5连接,激光发生器3发出的激光通过反射镜6和聚焦透镜7到达激光头5;
41.所述三维超声搅拌装置包括:垂直超声振动装置、纵向超声振动装置、水平超声振动装置;所述垂直超声振动装置包括:垂直超声换能器15、垂直超声变幅杆16、垂直超声发生器1;所述纵向超声振动装置包括:纵向超声换能器17、纵向超声变幅杆18、纵向超声发生器8;所述水平超声振动装置包括:水平超声换能器19、水平超声变幅杆20、水平超声发生器9;其中,垂直超声变幅杆16、纵向超声变幅杆18、水平超声变幅杆20分别与试样12的一个底面和两个相邻侧面相互垂直同轴连接,连接方式可采用螺纹;
42.试样12置于工作平台11上,工作平台11置于底座10上,所述底座10上还设有纵向超声装置固定支撑墙13、水平超声装置固定支撑墙14分别用于支撑纵向超声振动装置、水平超声振动装置,垂直超声振动装置设于底座10上。
43.其中:激光发生器3发出的激光,通过反射镜6和聚焦透镜7对激光进行聚焦传输,保证激光的有效功率及聚焦性;激光头5为同轴送粉激光熔覆头;激光发生器3是nd:yag激光器或半导体激光器或光纤激光器;三个超声变幅杆的材料是钛合金;三个超声换能器为压电换能器或磁致伸缩换能器。
44.三个超声发生器(1,8和9)可以同时输出三路不同频率,不同振幅,不同相位的高频振动;在不同频率,不同相位的三维振动作用下对熔池产生不同的的作用轨迹:
45.情形一:如图4所示,当两个超声发生器输出两频率相同,相位相同的高频振动时,两维振动作用下对熔池作用轨迹为加强的直线作用;
46.情形二:如图5所示,当两个超声发生器输出两频率相同,相位差在0~π/2区间时,两维振动作用下对熔池作用轨迹为椭圆。
47.情形三:如图6所示,当两个超声发生器输出两频率相同,相位差为π/2时,两维振动作用下对熔池作用轨迹为圆。
48.情形四:如图7所示,当两个超声发生器输出两频率不同,相位不同时,两维振动作用下对熔池作用轨迹为不规则曲线。
49.情形五:如图8所示,当三个超声发生器输出三频率相同,相位相同的高频振动时,三维振动作用下对熔池作用轨迹为空间内加强的直线作用。
50.情形四:如图9所示,当三个超声发生器输出三频率相同,相位不同时,三维振动作用下对熔池作用轨迹为空间内的圆。
51.情形四:如图10所示,当三个超声发生器输出三频率不同,相位不同时,三维振动作用下对熔池作用轨迹为空间内的不规则曲线。
52.实施例1:
53.在本实施例中,选取在生产制造常用的45钢作为研究基材,选取耐腐性较好的316作为熔覆粉末。激光熔覆实验前,将尺寸为200mm
×
50mm
×
10mm的45#钢基板表面用粗砂纸打磨,并用乙醇擦拭表面,去除表面油污,用吹风机吹干放入烘箱干燥备用。激光熔覆粉末
为316l粉末,粉末粒度为100-200目,实验之前将粉末材料在烘箱烘干半小时,温度设置为120℃,减少粉末受潮对实验可能带来的影响,待粉末在烘箱自然冷却后加入送粉器中。
54.将三个超声发生器与相对应的超声换能器相连,同时将超声波变幅杆连接到超声换能器端部,超声变幅杆与试样采用螺纹连接,将基体试样固定于超声振动平台上,将激光头移动到基体试样上方,调节反射镜和聚焦透镜使激光聚焦到试样表面,通入氩气对熔池进行保护,首先进行未施加三维振动作用的超声振动辅助实验。
55.激光熔覆工艺参数为:光斑直径约为4mm,送粉速度为8g/min,保护气体流速为8l/min,激光功率为2000w,扫描速度为360mm/min,所获得的熔覆层显微组织如图11所示。
56.打开三个超声发生器,超声功率统一设置为2000w,垂直超声发生器输出频率为20khz,水平超声发生器输出频率为22khz,纵向超声发生器输出频率为23khz,三振动相位分别为0.1π,0.3π,0.7π,在三维振动作用下对熔池作用轨迹为空间内的不规则曲线。操作激光控制器,在所有激光熔覆加工工艺参数保持一致的情况下进行单道激光扫描获得激光熔覆层,熔覆完成后,先关闭激光控制器,过10秒再关掉超声发生器,这样可以充分使超声振动作用于熔池中,所获得的熔覆层显微组织如图12所示。
57.结合图11和图12,可以发现三维振动作用下的超声振动辅助激光熔覆可以有效的对显微组织进行细化调控,枝晶组织明显细化。
58.本说明书实施例所述的内容仅仅是对发明构思的实现形式的列举,本发明的保护范围不应当被视为仅限于实施例所陈述的具体形式,本发明的保护范围也及于本领域技术人员根据本发明构思所能够想到的等同技术手段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1