一种铬铜合金化耐候型孪生诱发塑性钢及其制备方法与流程
1.本发明涉及一种合金钢设计与加工技术领域,具体涉及一种铬铜合金化耐候型孪生诱发塑性钢及其制备方法。
背景技术:
2.孪生诱发塑性钢是一种以孪晶为主要变形机制的奥氏体钢,因变形过程中产生大量形变孪晶,同时形变孪晶的生成进一步切割奥氏体晶粒,不断降低位错运动的平均自由程,使得材料同时具有良好的应变硬化能力和极佳均匀延伸率。从而使得该材料在抗冲击、防爆、减震等缓冲吸能结构中具有广泛应用前景。
3.锰元素是孪生诱发塑性钢中主要的奥氏体稳定元素,然而锰元素存在电极电位过低的缺点,大大降低了孪生诱发塑性钢的耐腐蚀能力。在西北部高地震烈度的无人区,高级别缓冲吸能构件的养护成本较高,且面临昼夜温差大,风沙等气候腐蚀将严重影响缓冲吸能构建的使用寿命,因此需设计具有良好强塑积(抗拉强度和延伸率的成积)且具有一定耐候性的孪生诱发塑性钢。
4.铬、铜等元素均属于高电极电位元素,同时在奥氏体中具有一定的固溶能力,在孪生诱发塑性钢中采用铬铜复合合金化策略有利于提升孪生诱发塑性钢的自腐蚀电位和耐候性能。然而铬元素是一种铁素体形成元素,过高的铬含量不仅容易导致铁素体相的出现,还容易引起孪晶诱发塑性钢层错能变化而损害其塑韧性。同时过高的铬元素含量容易导致cr23c6碳化物的大量存在,不利于材料的耐腐蚀性。因此如何选择合金化策略,在不损害孪生诱发塑性钢机械性能的前提下,进一步提升其耐候性能是亟待解决的难题。
技术实现要素:
5.本发明为解决现有技术存在的问题而提出,其目的是提供一种铬铜合金化耐候型孪生诱发塑性钢及其制备方法。
6.本发明的技术方案是:一种铬铜合金化耐候型孪生诱发塑性钢,
7.耐候型孪生诱发塑性钢包含的组分及各组分的质量分数如下:
[0008][0009][0010]
余量的fe以及不可避免的杂质。
[0011]
更进一步的,所述耐候型孪生诱发塑性钢成分中c质量百分百比为0.15~0.35%,过低的碳含量设计不足以形成一定量的cr
23
c6碳化物,进而影响中温敏化区的循环锻工艺。
[0012]
更进一步的,所述耐候型孪生诱发塑性钢成分中c质量百分百比为0.15~0.35%,过高的碳含量涉及导致cr
23
c6碳化物量过多,进而导致完全固溶温度过高,奥氏体晶粒过于出大,不利于孪生诱发塑性钢的综合强韧性。
[0013]
更进一步的,所述耐候型孪生诱发塑性钢成分中cr质量百分百比为2.5~5.5%,过低的铬含量一方面无法形成足够的cr
23
c6碳化物,影响中温敏化区循环锻工艺优化机械性能。
[0014]
更进一步的,所述耐候型孪生诱发塑性钢成分中cr质量百分百比为2.5~5.5%,过高的铬含量一方面引起cr
23
c6碳化物增多,另一方面导致中温区铁素体的出现,不利于其机械性能。
[0015]
更进一步的,所述耐候型孪生诱发塑性钢的金相组织为等轴奥氏体晶粒。
[0016]
一种铬铜合金化耐候型孪生诱发塑性钢及其制备方法,包括以下步骤:
[0017]
a.熔炼成锭及高温粗锻
[0018]
按成分设计目标要求,将原料加入到真空感应炉内,并在惰性气体保护下进行熔炼,熔炼结束后浇注成钢锭;并将钢锭锻造成方坯;
[0019]
b.钢锭中温二次敏化及循环锻
[0020]
将方坯放置于中温加热炉进行敏化处理,敏化温度根据终态合金成分而定,第一次敏化处理,经一火锻造至一号圆棒;
[0021]
重新回炉进行第二次敏化处理,经精锻至二号圆棒,自然冷却至室温;
[0022]
随后再次进行循环锻;通过控制析出均匀弥散的cr
23
c6碳化物,有助于后续固溶处理时奥氏体晶粒的细化;
[0023]
c.棒材加工及固溶热处理
[0024]
将圆棒根据零件尺寸保留加工余料后切割成段,在电阻炉内加热,固溶温度根据终态合金成分而定,出炉浇水冷却或油淬处理,得到成品。
[0025]
本发明的有益效果如下:
[0026]
本发明通过对传统30mn3al3si型孪生诱发塑性钢进行少量的铬、铜合金化,提升其自腐蚀电位,同时增加一定的固溶碳元素,利用中温敏化区析出的cr
23
c6碳化物弥散钉扎奥氏体晶界及形变带,结合中温循环锻工艺及终态低温固溶热处理工艺,制备出具有良好强塑性和耐候性的孪生诱发塑性钢产品。
[0027]
本发明相对常规孪生诱发塑性钢具有优异的耐候性,同时保持优异的形变吸能性,大大提升吸能构件在大气中的使用寿命,降低维护成本。
附图说明
[0028]
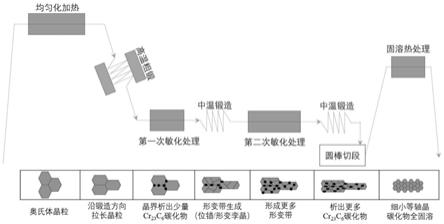
图1为本发明中主要工艺及对应组织示意图;
[0029]
图2为本发明施例1的相图及中温敏化区的cr23c6相比例;
[0030]
图3为本发明实施例1中温敏化处理及锻造后冷却至室温的扫描形貌;
[0031]
图4为本发明实施例1与对比例在相同环境箱模拟腐蚀后宏观形貌及金相对比图;
具体实施方式
[0032]
以下,参照附图和实施例对本发明进行详细说明:
[0033]
如图1~4所示,一种铬铜合金化耐候型孪生诱发塑性钢,
[0034]
耐候型孪生诱发塑性钢包含的组分及各组分的质量分数如下:
[0035][0036]
余量的fe以及不可避免的杂质。
[0037]
所述耐候型孪生诱发塑性钢成分中c质量百分百比为0.15~0.35%,过低的碳含量设计不足以形成一定量的cr
23
c6碳化物,进而影响中温敏化区的循环锻工艺。
[0038]
所述耐候型孪生诱发塑性钢成分中c质量百分百比为0.15~0.35%,过高的碳含量涉及导致cr
23
c6碳化物量过多,进而导致完全固溶温度过高,奥氏体晶粒过于出大,不利于孪生诱发塑性钢的综合强韧性。
[0039]
所述耐候型孪生诱发塑性钢成分中cr质量百分百比为2.5~5.5%,过低的铬含量一方面无法形成足够的cr
23
c6碳化物,影响中温敏化区循环锻工艺优化机械性能。
[0040]
所述耐候型孪生诱发塑性钢成分中cr质量百分百比为2.5~5.5%,过高的铬含量一方面引起cr
23
c6碳化物增多,另一方面导致中温区铁素体的出现,不利于其机械性能。
[0041]
所述耐候型孪生诱发塑性钢的金相组织为等轴奥氏体晶粒。
[0042]
所述耐候型孪生诱发塑性钢成分中cu质量百分百比为0.4~1.2%。铜含量可以有效固溶在奥氏体基体中进而提升其电极电位。
[0043]
但是过高的铜含量导致完全固溶温度升高,甚至出现奥氏体高温晶界脆化。
[0044]
所述耐候型孪生诱发塑性钢的金相组织为等轴奥氏体晶粒。耐候型孪生诱发塑性钢的力学性能为:屈服强度300~450mpa,抗拉强度590~880mpa,断后伸长率65~75%,强塑积50~60gpa
·
%。
[0045]
实施例一
[0046]
一种铬铜合金化耐候型孪生诱发塑性钢,
[0047]
耐候型孪生诱发塑性钢包含的组分及各组分的质量分数如下:
[0048][0049]
余量的fe。
[0050]
实施例二
[0051]
一种铬铜合金化耐候型孪生诱发塑性钢,
[0052]
耐候型孪生诱发塑性钢包含的组分及各组分的质量分数如下:
[0053][0054]
余量的fe。
[0055]
以下为对比例以及实施例一、实施例二的成分以及质量分数表
[0056][0057]
一种铬铜合金化耐候型孪生诱发塑性钢及其制备方法,包括以下步骤:
[0058]
a.熔炼成锭及高温粗锻
[0059]
按成分设计目标要求,将原料加入到真空感应炉内,并在惰性气体保护下进行熔炼,熔炼结束后浇注成钢锭;并将钢锭锻造成方坯;
[0060]
b.钢锭中温二次敏化及循环锻
[0061]
将方坯放置于中温加热炉进行敏化处理,敏化温度根据终态合金成分而定,第一次敏化处理,经一火锻造至一号圆棒;
[0062]
重新回炉进行第二次敏化处理,经精锻至二号圆棒,自然冷却至室温;
[0063]
随后再次进行循环锻;通过控制析出均匀弥散的cr
23
c6碳化物,有助于后续固溶处理时奥氏体晶粒的细化;
[0064]
c.棒材加工及固溶热处理
[0065]
将圆棒根据零件尺寸保留加工余料后切割成段,在电阻炉内加热,固溶温度根据终态合金成分而定,出炉浇水冷却或油淬处理,得到成品。
[0066]
步骤a,熔炼结束后浇注成钢锭,经表面车削加工并切除冒口后在1000~1150℃加热炉内保温3小时后,将钢锭锻造成120
×
120mm的方坯。
[0067]
步骤b,第一次敏化处理过程中,敏化温度根据终态合金成分而定,一般选择600~800℃,第一次敏化时间0.5~1小时,经一火锻造至直径80~90mm的圆棒。
[0068]
第二次敏化处理过程中,保温1~2小时,经精锻至直径为40~70mm的圆棒,自然冷却至室温。
[0069]
步骤b中,方坯经过两次敏化处理,第一次敏化时间0.5~1小时,方坯组织沿着奥氏体晶界析出少量的cr
23
c6碳化物;中间完成一火锻造,形成奥氏体形变带;第二次敏化时间略增加,约1~2小时,促进奥氏体晶粒形变带处析出更多的cr
23
c6碳化物;随后再次进行循环锻;通过控制析出均匀弥散的cr
23
c6碳化物,有助于后续固溶处理时奥氏体晶粒的细化。
[0070]
步骤c中,具体的,将圆棒根据零件尺寸保留加工余料后切割成段,在电阻炉内加热,固溶温度根据终态合金成分而定,一般在850℃~1000℃,保温1~3小时,出炉浇水冷却或油淬处理,得到成品
[0071]
针对于以上两个实施例,进行制备说明
[0072]
a.熔炼成锭及高温粗锻
[0073]
按成分设计目标要求,将原料加入到真空感应炉内,并在惰性气体保护下进行熔炼,熔炼结束后浇注成钢锭;经表面车削加工并切除冒口后在1150℃加热炉内保温3小时后,将钢锭锻造成120
×
120mm的方坯;
[0074]
b.钢锭中温二次敏化及循环锻
[0075]
将方坯放置于中温加热炉进行敏化处理,敏化温度实施例1选择700℃,第一次敏化时间1小时,一火锻造至直径85mm的圆棒;重新回炉进行第二次敏化处理,保温2小时,经精锻至直径为50mm的圆棒,自然冷却至室温。实施例2敏化温度选择650℃,其他参数同实施例1完全相同。
[0076]
实施例1敏化温度选择略高于实施例2,主要因为其碳含量略高,在700℃即可形成约3%的cr
23
c6析出相,如图2中相图及图3中局部的扫描形貌所示,敏化处理及中温锻造后,组织中cr
23
c6沿着形变带及晶界分布。
[0077]
实施例2选择650℃主要考虑其碳含量略低,低温下的变形抗力略低于实施例1,因此可以较好的完成中温锻造,避免不出现锻不动的现象。
[0078]
c.棒材加工及固溶热处理
[0079]
将所述圆棒根据零件尺寸保留加工余料后切割成段,在电阻炉内加热,固溶温度实施例1选择950℃保温2小时,实施例2选择850保温2小时,出炉浇水冷却得到成品。
[0080]
固溶温度实施例1选择温度略高主要由于其碳含量略高,cr
23
c6理论固溶温度约820℃,而实施例2相应理论固溶温度约750℃。
[0081]
同时,为了验证在本发明限定范围,均能达到如期效果,检测了实施例和对比例的力学性能,如下表所示。
[0082][0083]
可以看出,本发明实施例铬铜合金化孪生诱发塑性钢尽管塑性略有小将,但是强度明显提升,综合强塑积更优于普通孪生诱发塑性钢。
[0084]
为对比实施例与对比例的耐候性差异,分别取对比例和实施例一机加工切取条形样品,其中一面经过机械研磨后抛光处理,随后放置在烘箱内,同时在烘箱内放置一烧杯500ml自来水,设定温度50℃烘干送风处理,每天模拟6小时,持续30天后(中间进行补水),将两者取出并在光镜下观察,如图4所示。
[0085]
结果表明,本发明实施例铬铜复合合金化后,可以明显提升孪生诱发塑性钢的耐气候腐蚀特性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1