一种提高钕铁硼磁柱密度的等静压机的制作方法
1.本实用新型涉及磁铁技术领域,尤其是一种提高钕铁硼磁柱密度的等静压机。
背景技术:
2.在钕铁硼磁体的加工过程中,时常使用等静压机将钕铁硼成型粉末块进一步压制呈块状,目的是通过液体传压进一步压缩体积,且随着等静压力的增加磁体裂纹与孔隙度减少,使烧结后可以获得更好的取向度以及剩磁的提高,现有的等静压机的工作过程使将钕铁硼粉末块装入等静压机的模具中,再将该模具置于盛装液体或气体的高压容器中,用液体或气体对其施加以一定的压力,将钕铁硼粉末块进一步压制呈实体块状,得到原始形状的钕铁硼块坯体。压力释放后,将模具从高压容器内取出,脱模后根据需要将钕铁硼块坯体作进一步的加工。
3.然而,在加工过程中存在的问题有:(1)通过模具安装粉末块,工作结束后还需将模具取出并进行脱模,该过程一是安装拆卸模具较为麻烦,浪费较多的时间,降低了生产效率,二是脱模过程,实体块状物料难以脱出,增加了脱模的时间;(2)由于油压过程包裹粉末块的塑料袋上以及模具上均会沾有油,直接取出,长期以往会造成较多的浪费。为此,我们提出一种提高钕铁硼磁柱密度的等静压机。
技术实现要素:
4.针对现有技术的不足,本实用新型提供一种提高钕铁硼磁柱密度的等静压机,该等静压机通过改进后,能够有效解决上述背景技术中所提出的问题。
5.本实用新型的技术方案为:
6.一种提高钕铁硼磁柱密度的等静压机,其特征在于:它包括液压缸和排油缸,所述排油缸位于液压缸的右侧,所述液压缸和排油缸的正上方设置有支撑架,所述支撑架的底面固定安装有电动滑轨,所述电动滑轨的底面通过滑块固定连接有升降气缸,所述升降气缸上的推杆端焊接有密封块,所述密封块的底面焊接有连接块,所述连接块的底面左侧焊接有第一安装壳,所述连接块的底面右侧通过转轴转动连接有第二安装壳,所述第一安装壳和第二安装壳的底部均设置有对应的螺纹通孔,所述第一安装壳和第二安装壳的底部通过螺杆螺纹连接,所述排油缸的左右侧面内壁均固定安装有高压喷嘴,所述高压喷嘴的数量为四个,所述排油缸的左右侧面外壁均安装有高压风管,所述高压喷嘴与高压风管连接,所述液压缸左侧设置有注油器,所述注油器的顶面安装有增压泵,所述增压泵通过活塞连接有增压腔,所述注油器通过注油管与增压腔连接,所述增压腔通过高压油管与液压缸连接。
7.进一步的,所述第一安装壳和第二安装壳连接后密封设置,所述第一安装壳和第二安装壳的外侧设置有密布的液压孔。
8.进一步的,所述液压缸和排油缸的顶面中部均设置有缺口,所述缺口的俯视面积小于密封块的俯视面积。该设计的目的在于:使得密封块能够堵住缺口并形成密封。
9.进一步的,所述高压喷嘴均对称倾斜设置。该设计的目的在于:使得高压气流能够在不同的方向和角度对吹,更好地将液压油吹落。
10.进一步的,所述高压风管通过风管外接有空压机。目的在于提供风源。
11.进一步的,所述排油缸的右侧面底部固定安装有排油管。便于将液压油排出收集。
12.进一步的,所述液压缸的右侧面底部固定安装有出油管。当液压缸内部的液压油过多时,可通过出油管适当排出。
13.进一步的,所述排油管和出油管上均安装有阀门。
14.本实用新型的有益效果为:本实用新型通过设有第一安装壳、第二安装壳和螺杆,等静压工作结束后,不仅脱模过程较为简便,节约时间,而且,模具一来不需人工取出,降低安全隐患,二来模具不需重复安装与拆卸,进一步节约生产时间,进而提高生产效率;通过设有排油缸,在排油缸内可对模具以及塑料袋上的液压油进行风吹排油,吹落的液压油可排出收集,重复利用,进而节约生产成本。
附图说明
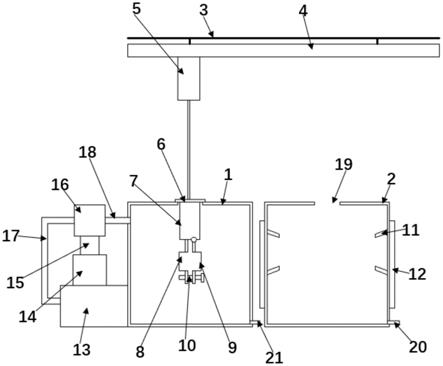
15.图1为本实用新型的结构示意图。
16.图中,1、液压缸;2、排油缸;3、支撑架;4、电动滑轨;5、升降气缸;6、密封块;7、连接块;8、第一安装壳;9、第二安装壳;10、螺杆;11、高压喷嘴;12、高压风管;13、注油器;14、增压泵;15、活塞;16、增压腔;17、注油管;18、高压油管;19、缺口;20、排油管;21、出油管。
具体实施方式
17.下面结合附图对本实用新型的具体实施方式作进一步说明:
18.如图1所示,一种提高钕铁硼磁柱密度的等静压机,它包括液压缸1和排油缸2,所述排油缸2位于液压缸1的右侧,所述液压缸1和排油缸2的正上方设置有支撑架3,所述支撑架3的底面固定安装有电动滑轨4,所述电动滑轨4的底面通过滑块固定连接有升降气缸5,所述升降气缸5上的推杆端焊接有密封块6,所述密封块6的底面焊接有连接块7,所述连接块7的底面左侧焊接有第一安装壳8,所述连接块7的底面右侧通过转轴转动连接有第二安装壳9,所述第一安装壳8和第二安装壳9的底部均设置有对应的螺纹通孔,所述第一安装壳8和第二安装壳9的底部通过螺杆10螺纹连接,所述排油缸2的左右侧面内壁均固定安装有高压喷嘴11,所述高压喷嘴11的数量为四个,所述排油缸2的左右侧面外壁均安装有高压风管12,所述高压喷嘴11与高压风管12连接,所述液压缸1左侧设置有注油器13,所述注油器13的顶面安装有增压泵14,所述增压泵14通过活塞15连接有增压腔16,所述注油器13通过注油管17与增压腔16连接,所述增压腔16通过高压油管18与液压缸1连接。
19.所述第一安装壳8和第二安装壳9连接后密封设置,所述第一安装壳8和第二安装壳9的外侧设置有密布的液压孔。
20.所述液压缸1和排油缸2的顶面中部均设置有缺口19,所述缺口19的俯视面积小于密封块6的俯视面积。该设计的目的在于:使得密封块6能够堵住缺口19并形成密封。
21.所述高压喷嘴11均对称倾斜设置。该设计的目的在于:使得高压气流能够在不同的方向和角度对吹,更好地将液压油吹落。
22.所述高压风管12通过风管外接有空压机。目的在于提供风源。
23.所述排油缸2的右侧面底部固定安装有排油管20。便于将液压油排出收集。
24.所述液压缸1的右侧面底部固定安装有出油管21。当液压缸1内部的液压油过多时,可通过出油管21适当排出。
25.所述排油管20和出油管21上均安装有阀门。
26.本实用新型的工作原理为:工作时,首先通过电动滑轨4将升降气缸5移动至液压缸1的正上方,接着,启动升降气缸5,将推杆端的连接部件下移,直至密封块6堵住缺口19后停止,此时,启动注油器13,通过注油管17向增压腔16中注油,接着启动增压泵14,通过活塞15的作用下,向增压腔16中进行增压,并将液压油通过高压油管18向液压缸1中进行油压,通过液体传压进一步压缩物料块体积,压制结束后,升降气缸5复位,将推杆端的连接部件上移,并通过电动滑轨4将其右移,置于排油缸2的正上方,此时,继续启动升降气缸5,将推杆端的连接部件下移,连接块7、第一安装壳8和第二安装壳9均位于排油缸2的内部,此时,启动空压机,通过高压喷嘴11对位于其内部的部件进行风吹,将附在部件上的液压油吹落,最后经排油管20排出,接着,升降气缸5复位,将推杆端的连接部件上移,离开排油缸2,此时,将螺杆10拧开,转动第二安装壳9,将物料块取出,并安装新的待压制的物料块,准备下一次工作。
27.上述实施例和说明书中描述的只是说明本实用新型的原理和最佳实施例,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1