一种铝合金车轮毂重力铸造模具的制作方法
1.本实用新型涉及重力铸造模具领域,具体为一种铝合金车轮毂重力铸造模具。
背景技术:
2.重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称重力浇铸,广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造主要指金属型浇铸,把金属材料做成所需制品的工艺方法很多,如铸造、锻造、挤压、轧制、拉延、冲压、切削、粉末冶金等等,其中,铸造是最基本、最常用及最广泛的工艺,把熔化的金属液注入用耐高温材料制作的中空铸型内,冷凝后得到预期形状的制品,这就是铸造,所得到的制品就是铸件,铸造可按铸件的材料分为黑色金属铸造(包括铸铁、铸钢)和有色金属铸造(包括铝合金、铜合金、锌合金、镁合金等),有色精密铸件厂专业从事有色金属铸造,重点是铝合金和锌合金铸造。
3.现有的铝合金车轮毂重力铸造模具存在以下问题:
4.1、现有的铝合金车轮毂重力铸造模具的上大多没有设置定位柱,导致在上下铸造模具连接时,无法精确定位对接。
5.2、现有的铝合金车轮毂重力铸造模具上大多没有设置密封环,导致在浇筑时,上下铸造模具无法实现完全密封,导致浇筑用的金属液体可能会从上下铸造模具的连接缝隙中漏出。
技术实现要素:
6.(一)解决的技术问题
7.针对现有技术的不足,本实用新型提供了一种铝合金车轮毂重力铸造模具,解决了在上下铸造模具连接时,无法精确定位对接的问题,通过密封环与密封槽的密封连接,解决了在浇筑时,浇筑用的金属液体可能会从上下铸造模具的连接缝隙中漏出的问题。
8.(二)技术方案
9.为实现上述目的,本实用新型提供如下技术方案:一种铝合金车轮毂重力铸造模具,包括第一模具外壳和第二模具外壳,所述第一模具外壳上连接有第二模具外壳,所述第二模具外壳的底部设置有内凹式第二模具槽,所述第一模具外壳的顶部设置有内凹式第一模具槽,所述第一模具槽和第二模具槽形状大小相等,所述第二模具外壳的顶部中心处设置有冒口,所述冒口与第二模具槽贯通连接,所述冒口的顶端水平焊接固定有第一对接盘,所述冒口连接有下料管,所述下料管的底部水平焊接固定有第二对接盘,所述第一对接盘上竖直焊接固定有第二固定螺栓,所述第二固定螺栓上旋拧连接有第二螺母,所述第二模具外壳的底部焊接固定有密封环,所述第一模具外壳的上表面竖直焊接固定有定位柱,所述第一模具外壳的上表面呈内凹式设置有密封槽,所述密封槽位于第一模具槽和定位柱之间,所述第二模具外壳的上表面焊接固定有挂耳,所述第一模具外壳和第二模具外壳的四角处连接有第一固定螺栓。
10.作为本实用新型的一种优选技术方案,所述第一模具外壳、第二模具外壳的四角处设置有通孔,所述通孔内连接有第一固定螺栓,所述第一固定螺栓上旋拧有第一螺母,所述第一模具外壳、第二模具外壳通过第一固定螺栓呈可拆卸式连接固定。
11.作为本实用新型的一种优选技术方案,所述第二模具外壳的底部设置有定位孔,所述定位孔与定位柱上下一一对应设置,所述第一模具外壳、第二模具外壳通过定位孔与定位柱定位连接。
12.作为本实用新型的一种优选技术方案,所述密封环采用高精度铣削技术铣削构成环状结构,所述密封槽的宽度大于密封环,所述密封环的底部设置有一层橡胶垫圈。
13.作为本实用新型的一种优选技术方案,所述第二螺母为蝴蝶螺母,所述下料管通过第二固定螺栓穿过第二对接盘,并通过第二螺母旋拧锁定,进而与所述冒口呈可快拆式连接。
14.作为本实用新型的一种优选技术方案,所述第一模具外壳的底部四边中心处竖直焊接固定有支脚,所述支脚的底部设置有圆台状垫片。
15.(三)有益效果
16.与现有技术相比,本实用新型提供了一种铝合金车轮毂重力铸造模具,具备以下有益效果:
17.1、该铝合金车轮毂重力铸造模具,通过定位柱与定位孔的定位作用,使上下铸造模具在连接时,能够精确定位对接。
18.2、该铝合金车轮毂重力铸造模具,通过密封环与密封槽的密封连接,使上下铸造模具完全密封,防止在浇筑时,浇筑用的金属液体从上下铸造模具的连接缝隙中漏出。
附图说明
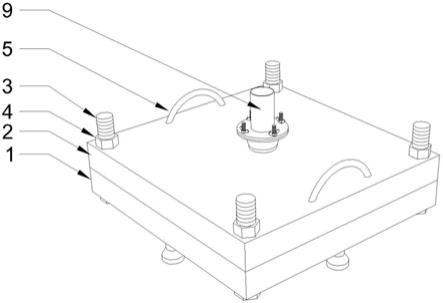
19.图1为本实用新型结构立体图;
20.图2为本实用新型拆分结构示意图;
21.图3为本实用新型图2中a处放大图;
22.图4为本实用新型模具外壳拆分仰视结构示意图。
23.图中:1、第一模具外壳;2、第二模具外壳;3、第一固定螺栓;4、第一螺母;5、挂耳;6、冒口;7、第一对接盘;8、第二固定螺栓;9、下料管;10、第二对接盘;11、第二螺母;12、第一模具槽;13、密封槽;14、定位柱;15、第二模具槽;16、密封环;17、支脚;18、垫片。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.实施例
26.请参阅图1
‑
4所示,本实用新型提供以下技术方案:一种铝合金车轮毂重力铸造模具,包括第一模具外壳1和第二模具外壳2,第一模具外壳1上连接有第二模具外壳2,第二模具外壳2的底部设置有内凹式第二模具槽15,第一模具外壳1的顶部设置有内凹式第一模具
槽12,第一模具槽12和第二模具槽15形状大小相等,第二模具外壳2的顶部中心处设置有冒口6,冒口6 与第二模具槽15贯通连接,冒口6的顶端水平焊接固定有第一对接盘7,冒口6连接有下料管9,下料管9的底部水平焊接固定有第二对接盘10,第一对接盘7上竖直焊接固定有第二固定螺栓8,第二固定螺栓8上旋拧连接有第二螺母11,第二模具外壳2的底部焊接固定有密封环16,第一模具外壳1的上表面竖直焊接固定有定位柱14,第一模具外壳1的上表面呈内凹式设置有密封槽13,密封槽13位于第一模具槽12和定位柱14之间,所述第二模具外壳2的上表面焊接固定有挂耳5,所述第一模具外壳1和第二模具外壳2的四角处连接有第一固定螺栓3。
27.本实施方案中,通过左右对称式设置有挂耳5,使工作人员能够在浇筑时,能够通过挂耳5将装置整体吊起,进而能够将其吊运至冷却装置中。
28.具体的,第一模具外壳1、第二模具外壳2的四角处设置有通孔,通孔内连接有第一固定螺栓3,第一固定螺栓3上旋拧有第一螺母4,第一模具外壳 1、第二模具外壳2通过第一固定螺栓3呈可拆卸式连接固定。
29.本实施例中,通过第一固定螺栓3与第一螺母4的紧固作用,使第一模具外壳1、第二模具外壳2能够快速进行连接与拆分。
30.具体的,第二模具外壳2的底部设置有定位孔,定位孔与定位柱14上下一一对应设置,第一模具外壳1、第二模具外壳2通过定位孔与定位柱14定位连接。
31.本实施例中,通过定位孔与定位柱14的定位作用,使第一模具外壳1、第二模具外壳2在连接时能够快速且准确的定位,防止错位。
32.具体的,密封环16采用高精度铣削技术铣削构成环状结构,密封槽13 的宽度大于密封环16,密封环16的底部设置有一层橡胶垫圈。
33.本实施例中,通过密封环16与密封槽13相互对接形成密封,防止铝合金浇筑液从第一模具外壳1、第二模具外壳2的连接缝隙中漏出。
34.具体的,第二螺母11为蝴蝶螺母,下料管9通过第二固定螺栓8穿过第二对接盘10,并通过第二螺母11旋拧锁定,进而与冒口6呈可快拆式连接。
35.本实施例中,通过蝴蝶状的第二螺母11,使工作人员能够将第二螺母11 快速转动,进而使下料管9与冒口6能够快速连接与拆分。
36.具体的,第一模具外壳1的底部四边中心处竖直焊接固定有支脚17,支脚17的底部设置有圆台状垫片18。
37.本实施例中,通过支脚17的支撑将第一模具外壳1、第二模具外壳2构成的整体进行架空,防止在浇筑时模具外壳整体温度过高将工作平台烫坏。
38.本实用新型的工作原理及使用流程:在使用该装置时,先将第一模具外壳1、第二模具外壳2通过定位柱14与定位孔进行精确定位连接,并同时通过密封槽13与密封环16连接进行密封,然后将第一模具外壳1、第二模具外壳2通过第一固定螺栓3与第一螺母4旋拧锁定,并将下料管9通过第二螺母11与冒口6连接固定,在浇筑时,铝合金液体通过下料管9流入第一模具槽12和第二模具槽15中进行冷却成型即可。
39.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征
进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1