配汤装置及配汤系统的制作方法
1.本实用新型涉及压铸生产设备领域,具体是涉及一种配汤装置及配汤系统。
背景技术:
2.压铸是一种利用高压强制将金属溶液压入形状复杂的模具内的一种精密铸造法。用压铸机压铸铝合金压铸件时,在模具合型后,需要通过配汤系统从保温炉中取出铝液并倒入接料槽内,铝液沿接料槽进入压铸机的模具内并压铸成型。一般地,配汤系统包括输送轨道、平移机构、升降机构、旋转气缸和配汤装置,输送轨道的两端分别向保温炉和接料槽延伸,平移机构驱动配汤装置沿输送轨道水平移动,升降机构驱动配汤装置升降运动,旋转气缸驱动配汤装置的配汤勺绕其自身中部旋转,方便将配汤勺内的铝液倒入接料槽内。
3.现有的配汤装置包括配汤勺和旋转轴,配汤勺一般采用陶瓷材料制成,性质脆且受力条件差,同时考虑到配汤勺自重和铝液重量的因素,旋转轴一般都设置在配汤勺的中部上,旋转气缸通过连杆机构与旋转轴的一端连接,旋转气缸通过连杆机构驱动旋转轴旋转,进而带动配汤勺绕旋转轴旋转。若将旋转轴设置在配汤勺的出口处会破坏配汤勺的自身强度,在倒料时配汤勺容易破裂,影响其使用寿命。另外,为了保证铝液能倒入接料槽并预留足够的旋转空间,配汤勺一般位于接料槽的正上方,且配汤勺的底部高于接料槽,配汤勺旋转倒料时,出料口与接料槽相距较远。在重力作用下,铝液从高处的出料口落下的冲击力较大,容易向四周飞溅,造成铝液的损失。而且,扬起的铝液在落下过程中,铝液的温度下降较快,为了保证进入压铸机的铝液能达到预设温度,一般保温炉会将铝液加热至超过该预设温度,导致保温炉消耗较多能耗,不利于节省成本。
技术实现要素:
4.本实用新型的第一目的是提供一种能防止倒料时铝液飞溅、减缓铝液温度下降幅度的配汤装置。
5.本实用新型的第二目的是提供一种包含上述配汤装置的配汤系统。
6.为了实现上述的第一目的,本实用新型提供的配汤装置,包括转动架和配汤勺,配汤勺的中部设置在转动架上,配汤装置还包括安装架和转动驱动组件,转动架转动地设置在安装架上;安装架设置有容纳腔、第一转轴和第二转轴,第一转轴和第二转轴分设在容纳腔的两侧,第一转轴和第二转轴同轴布置;转动架位于容纳腔内,转动架的两侧分别与第一转轴和第二转轴连接,配汤勺的一端设置有出料口,第一转轴和第二转轴分设在出料口的两侧;转动驱动组件设置在安装架上,转动驱动组件驱动转动架和配汤勺一起绕第一转轴的轴向相对安装架旋转。
7.由上述方案可见,通过将第一转轴和第二转轴设置在出料口两侧,当配汤勺绕第一转轴和第二转轴的轴向旋转时,配汤勺的旋转中心位于出料口附近,使得配汤勺的旋转空间较小,方便配汤勺设置在接料槽的端部附近,配汤勺的进料口位于接料槽的端部上方且最大限度地接近接料槽,转动驱动组件驱动配汤勺旋转倒料时,铝液能从较低位置直接
落入接料槽内,不仅有利于降低铝液对接料槽的冲击力,减少铝液对接料槽的冲刷,起到延长接料槽使用寿命的作用,而且还能防止铝液飞溅,保障进入接料槽的铝液量;另外,由于出料口至接料槽的距离较近,铝液在倒料过程中的热量损失较小,还起到减缓铝液的温度下降幅度的作用,使得保温炉的加热温度比较接近压铸过程中铝液所需的温度,有利于减少保温炉的燃气能耗,节约生产成本。
8.进一步的方案是,在出料口的宽度方向上,第一转轴与出料口之间具有第一预设距离,第二转轴与出料口之间具有第二预设距离。
9.由上述方案可见,由于配汤勺采用陶瓷材料制成,其性质脆且受力条件较差,配汤勺的最佳受力点为其自身中部,本实用新型的配汤勺与第一转轴及第二转轴不直接接触,即配汤勺的受力点依旧落在其自身中部上,又能绕第一转轴和第二转轴旋转,有利于防止配汤勺破裂及损坏,保证配汤勺的使用寿命。
10.进一步的方案是,配汤勺能绕第一转轴的轴向正向旋转和/或反向旋转,配汤勺还设置有进料口,进料口与出料口相对布置。
11.由上述方案可见,通过设置配汤勺的正向旋转和反向旋转,方便配汤勺的进料和倒料,当倒料时,配汤勺正向旋转;当进料时,配汤勺反向旋转至倾斜状态,方便铝液从进料口处缓慢进入配汤勺内,有利于减少保温炉内铝液因不必要的翻滚而产生的浮渣,有利于提高压铸产品的品质。
12.进一步的方案是,转动驱动组件包括第三转轴、主动齿轮和从动齿轮,主动齿轮设置在第三转轴上,从动齿轮设置在第一转轴上,主动齿轮和从动齿轮啮合连接,主动齿轮设置有驱动端,驱动端背向从动齿轮一侧延伸,主动齿轮带动从动齿轮和第一转轴转动。
13.更进一步的方案是,驱动端绕第三转轴向上旋转具有最大向上旋转位置,在最大向上旋转位置上,驱动端与竖直方向相交成第一预设夹角;驱动端绕第三转轴向下旋转具有最大向下旋转位置,在最大向下旋转位置上,驱动端与竖直方向相交成第二预设夹角,第一预设夹角和第二预设夹角均为锐角。
14.由上述方案可见,通过设置最大向上旋转位置与竖直方向相交成锐角,且最大向下旋转位置与竖直方向相交成锐角,使得驱动端在正向旋转和反向旋转时,都不会处于竖直状态,使得作用于驱动端的力的方向不会与驱动端的延伸方向平行,有利于防止驱动端旋转过程中出现旋转死角,避免出现卡死现象,有利于保证配汤勺的正常旋转运动。
15.进一步的方案是,主动齿轮和从动齿轮均为扇形齿轮,扇形齿轮的圆心角大于90
°
,且小于或等于180
°
。
16.进一步的方案是,安装架包括顶板、第一侧板、第二侧板和第三侧板,第一侧板和第三侧板分设在顶板长度方向的两端,第二侧板位于第一侧板和第三侧板之间,且第一侧板和第二侧板之间具有安装腔,转动驱动组件设置在安装腔内,第一侧板、第二侧板和第三侧板的各自一端分别向配汤勺的出料口所在方向延伸。
17.进一步的方案是,转动架包括第一壁板、第二壁板和连接架,连接架连接在第一壁板和第二壁板之间,配汤勺的中部与连接架的下部连接;第一壁板和第二壁板的各自一端分别向配汤勺的出料口所在一侧延伸。
18.进一步的方案是,安装架还设置有防护罩,防护罩设置在安装腔上,转动驱动组件位于防护罩内。
19.为了实现上述的第二目的,本实用新型提供的一种配汤系统,包括输送轨道、平移机构、升降机构、旋转动力装置和上述的配汤装置,平移机构设置在输送轨道上并能沿输送轨道的延伸方向移动,升降机构设置在平移机构上,配汤装置和旋转动力装置均设置在升降机构上,升降机构驱动配汤装置和旋转动力装置沿竖直方向移动,旋转动力装置与配汤装置的转动驱动组件连接,旋转动力装置通过转动驱动组件驱动配汤装置的配汤勺旋转。
附图说明
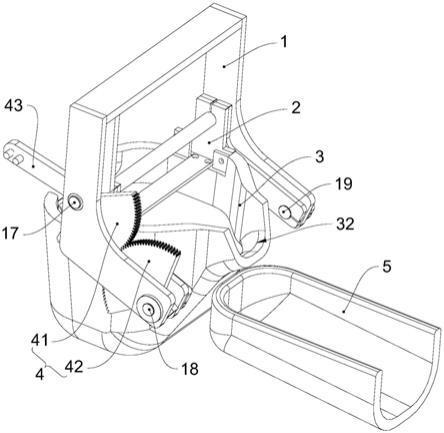
20.图1是本实用新型配汤装置实施例中配汤勺输送状态的结构图。
21.图2是本实用新型配汤装置实施例的分解图。
22.图3是本实用新型配汤装置实施例中配汤勺进料状态的结构图。
23.图4是本实用新型配汤装置实施例中配汤勺倒料状态的结构图。
24.图5是本实用新型配汤装置实施例中配汤勺倒料状态的俯视图。
25.图6是图5中a-a处的剖视图。
26.图7是本实用新型配汤装置实施例中安装架和防护罩的结构图。
27.图8是本实用新型配汤装置实施例中驱动端三种状态下的示意图。
28.图9是本实用新型配汤系统实施例的结构图。
29.以下结合附图及实施例对本实用新型作进一步说明。
具体实施方式
30.配汤装置实施例
31.参见图1和图2,本实施例提供的配汤装置主要用于将保温炉内的铝液运输并倒入与压铸机连通的接料槽5内。该配汤装置包括安装架1、转动架2、配汤勺3和转动驱动组件4,转动架2可转动地设置在安装架1上,配汤勺3的中部与转动架2固定连接,转动驱动组件4设置在安装架1上并位于转动架2的一侧,转动驱动组件4驱动转动架2和配汤勺3一起相对安装架1正向旋转和反向旋转。在图1中,正向旋转为配汤勺3顺时针旋转,此时配汤勺3倒料;反向旋转为配汤勺3逆时针旋转,此时配汤勺3进料。
32.安装架1包括顶板11、第一侧板12、第二侧板13和第三侧板14,第一侧板12和第三侧板14平行且相对地分设在顶板11长度方向的两端,第二侧板13位于第一侧板12和第三侧板14之间,且第二侧板13靠近第一侧板12布置,第一侧板12和第二侧板13之间具有安装腔15,转动驱动组件4设置在安装腔15内。第二侧板13和第三侧板14之间具有容纳腔16,转动架2和配汤勺3位于容纳腔16内。第一侧板12、第二侧板13和第三侧板14均设为“l”型,第一侧板12、第二侧板13和第三侧板14的各自第一端分别与顶板11固定连接,第一侧板12、第二侧板13和第三侧板14的各自第二端分别沿顶板11的宽度方向向外凸出,并对应形成第一凸出端121、第二凸出端131和第三凸出端141。
33.安装架1设置有第一转轴18和第二转轴19。第一转轴18和第二转轴19分设在容纳腔16的两侧,第一转轴18和第二转轴19同轴布置。具体地,第一转轴18可转动地设置在第一凸出端121和第二凸出端131之间,第二转轴19设置在第三凸出端141上。
34.转动架2可转动地设置在容纳腔16内。转动架2包括第一壁板21、第二壁板22和连接架23,第一壁板21和第二壁板22平行且相对地布置,连接架23连接在第一壁板21和第二
壁板22之间。第一壁板21和第二壁板22均设为“l”型,第一壁板21和第二壁板22的各自第一端分别与连接架23的端部固定连接,第一壁板21和第二壁板22的第二端均向垂直于连接架23延伸方向向外延伸,并对应形成第一延伸端211和第二延伸端221。第一延伸端211分别与第一凸出端121及第二凸出端131对应设置,第一延伸端211与第一转轴18固定连接,使得第一转轴18能带动第一延伸端211及整个转动架2旋转;第二延伸端221与第三凸出端141对应布置,第二延伸端221与第二转轴19活动连接,使得第二延伸端221能跟随第一延伸端211相对第三凸出端141旋转。
35.配汤勺3连接在连接架23的下部,且位于第一壁板21和第二壁板22之间。配汤勺3的中部设置有连接部,连接部与连接架23固定连接。配汤勺3设置有进料口31和出料口32,进料口31和出料口32相对布置在配汤勺3的前后两端,即进料口31和出料口32分设在连接架23延伸方向的两侧,转动架2能带动配汤勺3绕第一转轴18的轴向正向旋转和/或反向旋转。
36.出料口32从配汤勺3的侧壁倾斜向外延伸,且出料口32位于第一转轴18和第二转轴19之间,即第一凸出端121、第二凸出端131和第三凸出端141均向配汤勺3的出料口32所在一侧延伸,第一转轴18和第二转轴19之间的连线经过出料口32。在出料口32的宽度方向上,第一转轴18与出料口32之间具有第一预设距离,第二转轴19与出料口32之间具有第二预设距离,即配汤勺3和第一转轴18及第二转轴19不直接接触。配汤勺3在旋转时,受到自身重力及铝液重力的影响,其旋转中心受力较大。由于配汤勺3采用陶瓷材料制成,具有性质脆、容易碎的特点,使得配汤勺3的受力条件较差,若将第一转轴18和第二转轴19直接设置在配汤勺3的出料口32上,配汤勺3旋转时,对其出料口32施加作用力较大,配汤勺3的出料口32容易破裂甚至损坏,影响配汤勺3的使用寿命。
37.转动驱动组件4设置在安装腔15内,转动驱动组件4驱动转动架2和配汤勺3一起绕第一转轴18的轴向相对安装架1旋转。转动驱动组件4包括第三转轴17、主动齿轮41和从动齿轮42,第三转轴17和第一转轴18平行地设置在第一侧板12和第二侧板13之间,主动齿轮41设置在第三转轴17的中部上,从动齿轮42设置在第一转轴18的中部上,主动齿轮41和从动齿轮42啮合连接,主动齿轮41带动从动齿轮42和第一转轴18同步转动。主动齿轮41和从动齿轮42均为扇形齿轮,扇形齿轮的圆心角大于90
°
,且小于或等于180
°
,主动齿轮41的圆心角和从动齿轮42的圆心角可以相等,也可以不相等,本实施例优选为相等。主动齿轮41上设置有驱动端43,驱动端43向远离从动齿轮42的一侧向外延伸。
38.参见图3,配汤勺3的进料口31从配汤勺3的顶面沿配汤勺3侧壁的延伸方向向下凹陷,即在配汤勺3的深度方向上,进料口31的底面低于配汤勺3的顶面。驱动端43及主动齿轮41绕第三转轴17顺时针旋转时,带动从动齿轮42、第一转轴18和转动架2逆时针旋转,此时,配汤勺3逆时针旋转,使得进料口31逐渐向下运动,方便铝液从进料口31缓慢进入配汤勺3内,避免过大动作使得保温炉内的铝液发生翻滚,从而导致不必要的浮渣产生,影响压铸产品的品质。
39.参见图4至图6,由于第一转轴18和第二转轴19分设在出料口32的两侧,即配汤勺3的旋转中心位于出料口32附近,配汤勺3的旋转空间需求较小,可将配汤勺3设置在接料槽5的端部,且配汤勺3的底面低于接料槽5所在高度,配汤勺3的出料口32位于接料槽5端部的上方。在本实施例中,出料口32靠近接料槽5的槽口,当配汤勺3绕第一转轴18顺时针旋转
时,出料口32在接料槽5端部上方旋转,在旋转过程中,出料口32始终靠近接料槽5的槽口,使得配汤勺3内的铝液能从较低的位置、较快地落入接料槽5内,不仅能降小铝液对接料槽5的冲击力,大大较少热铝液对接料槽5的冲刷,而且还能防止铝液向四周飞溅,降低热铝液的温度下降幅度。
40.在图6中,在倒料过程中,当配汤勺3旋转至最大极限位置时,位于出料口32一侧的内壁与水平方向的夹角θ6为锐角,且内壁靠近配汤勺3底部的一端高于靠近出料口32一端,使得配汤勺3内的所有铝液均能被倒出,防止铝液残留在配汤勺3内。
41.参见图7,为了防止杂物进入主动齿轮41和从动齿轮42之间,影响两个齿轮的正常作业,安装架1还设置有第一防护罩10和第二防护罩20。第一防护罩10盖合在安装腔15的上部,第二防护罩20盖合在安装腔15的下部,主动齿轮41和从动齿轮42均位于第一防护罩10和第二防护罩20内,驱动端43位于第一防护罩10之外。第一防护罩10和第二防护罩20要留有足够两个齿轮转动的空间。
42.参见图8和图9,主动齿轮41的驱动端43能绕第三转轴17正向旋转和反向旋转。在输送铝液时,配汤勺3处于水平状态,此时,驱动端43与水平方向相交成第三预设夹角θ3,第三预设夹角θ3优选为锐角,即驱动端43不在水平方向上。在进料时,配汤勺3的进料口31逆时针向下旋转,此时,驱动端43向上转动,直至驱动端43旋转至最大向上旋转位置,在最大向上旋转位置上,驱动端43与竖直方向相交成第一预设夹角θ1。在倒料时,配汤勺3的出料口32顺时针向下旋转,此时,驱动端43向下转动,直至驱动端43旋转至最大向下旋转位置,在最大向下旋转位置上,驱动端43与竖直方向相交成第二预设夹角θ2,第一预设夹角θ1和第二预设夹角θ2均为锐角,两者可以相等也可以不相等。当外设的旋转动力装置8向驱动端43施加作用力时,旋转动力装置8拉动驱动端43绕第三转轴17正向旋转或反向旋转时,不会出现旋转死角而卡死现象,保证主动齿轮41能正常旋转运动。
43.在本实施例中,输送铝液时驱动端43的所在位置位于最大向上旋转位置和最大向下旋转位置之间的中部,即输送铝液时驱动端43的所在位置与最大向上旋转位置之间的夹角θ4等于输送铝液时驱动端43的所在位置与最大向下旋转位置之间的夹角θ5。
44.本实用新型还可以用于除压铸以外的相关行业,例如:对铝液要求特别高的或与汽车产品相关的精密铸造、低压铸造和重力铸造等等。本实用新型能让铝液安全地、安静地进入铸造设备内,减少圈气。与传统配汤装置相比,本实用新型能大大较少高温铝液的氧化,非常适合高要求高品质铸造产品的铝液配送。
45.配汤系统实施例
46.参见图9,本实施例提供的配汤系统包括输送轨道、平移机构6、升降机构7、旋转动力装置8和上述实施例的配汤装置,输送轨道(图中未示出)的两端分别向保温炉和接料槽5延伸,平移机构6滑动地设置在输送轨道上并能沿输送轨道的延伸方向移动。升降机构7设置在平移机构6上,旋转动力装置8和配汤装置均设置在升降机构7上,升降机构7能驱动旋转动力装置8和配汤装置沿竖直方向上下移动。旋转动力装置8可以为气缸或油缸,本实施例优选为气缸。旋转动力装置8沿竖直方向倾斜地设置在配汤装置的上方,旋转动力装置8的下部与配汤装置的驱动端43铰接,旋转动力装置8能驱动驱动端43向上旋转或向下旋转,向上旋转时对应配汤勺3的逆时针旋转,方便进料;向下旋转时对应配汤勺3的顺时针旋转,方便倒料。
47.综上可见,本实用新型通过将第一转轴和第二转轴设置在出料口两侧,当配汤勺绕第一转轴和第二转轴的轴向旋转时,配汤勺的旋转中心位于出料口附近,使得配汤勺的旋转空间较小,方便配汤勺设置在接料槽的端部附近,配汤勺的进料口位于接料槽的端部上方且最大限度地接近接料槽,转动驱动组件驱动配汤勺旋转倒料时,铝液能从较低位置直接落入接料槽内,不仅有利于降低铝液对接料槽的冲击力,减少铝液对接料槽的冲刷,起到延长接料槽使用寿命的作用,而且还能防止铝液飞溅,保障进入接料槽的铝液量;另外,由于出料口至接料槽的距离较近,铝液在倒料过程中的热量损失较小,还起到减缓铝液的温度下降幅度的作用,使得保温炉的加热温度比较接近压铸过程中铝液所需的温度,有利于减少保温炉的能耗,节约成本。
48.最后需要强调的是,以上仅为本实用新型的优选实施例,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种变化和更改,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1