一种给汤管气压回料系统的制作方法
1.本实用新型涉及镁合金压铸技术领域,具体涉及一种给汤管气压回料系统。
背景技术:
2.在伺服系统推进给汤的过程中由于私服系统只能将镁棒向前推进,无法向后收回,因而在进行完一次送料后镁液会像如图1所示,镁液在浇铸口的位置和排出口齐平。这样在使用过程中会产生两个问题,
3.1.镁液与浇铸口齐平会使保护气氩气无法存留在浇铸口结构内,会使进入的氩气从排出口部分流出,无法很好的保护镁液,使镁液与气体接触的部分产生氧化。
4.2.镁合金在液态状态下的密度小于在固态下的密度,因而在前段加热镁合金在由固态熔化为液态时体积会膨胀,会把浇注口的镁液向外挤出,形成安全隐患。
技术实现要素:
5.为解决上述技术问题,本实用新型提出了一种给汤管气压回料系统,其中,第一压力腔和第二压力腔在隔离板的隔离下,形成了一个连通器结构,当排液口停止出料时,为了防止第一压力腔中的镁合金溶液溢出,气压调节组件工作,使第二压力腔中的气压减小,此时,第一压力腔中的液位下降,第二压力腔中的液位上升,从而解决了镁合金液体溢出的情形发生。
6.具体的,本实用新型提出了一种给汤管气压回料系统,包括:
7.熔料仓,所述熔料仓的内部设有熔料腔室,所述熔料仓上设有进料口和排液口,所述排液口的高度高于所述进料口,所述熔料仓的进料口连接有金属给料系统;
8.隔离板,所述隔离板设置在所述熔料仓中,且将所述熔料仓分成第一压力腔和第二压力腔,所述隔离板的下端边缘位于所述排液口的下方,且所述隔离板的下端边缘和所述熔料仓之间留有间距,该间距用于使第一压力腔和第二压力腔连通;所述第一压力腔和所述排液口连通,所述熔料仓上设有气压调节孔,所述气压调节孔位于所述排液口的上方,所述气压调节孔和所述第二压力腔连通;
9.气压调节组件,所述气压调节组件的输出端和所述气压调节孔贯通。
10.本技术方案的技术效果在于:第一压力腔和第二压力腔在隔离板的隔离下,形成了一个连通器结构,当排液口停止出料时,为了防止第一压力腔中的镁合金溶液溢出,气压调节组件工作,使第二压力腔中的气压减小,此时,第一压力腔中的液位下降,第二压力腔中的液位上升,从而解决了镁合金液体溢出的情形发生。
11.优选的,所述熔料仓的顶部设有平面部,所述气压调节孔设置在所述平面部上。本技术方案的技术效果在于:平面部便于气压调节孔的开凿,也便于提高外部软管和气压调节孔安装时的密封性。
12.优选的,所述熔料仓包括:
13.内壳体,所述内壳体中设有所述熔料腔室;
14.外壳体,所述外壳体围设在所述内壳体的外周,且所述内壳体和所述外壳体之间具有密闭的保温腔,所述保温腔中设置有加热线圈。
15.本方案的技术效果在于:便于对熔料仓进行加热和保温,提高了镁合金的熔化效率。
16.优选的,所述气压调节组件包括:
17.气压执行器,所述气压执行器具有一个储气仓和活塞部,所述储气仓通过管道和所述气压调节孔连接,所述活塞部可滑动地设置在所述储气仓中,所述活塞部上固定有拉杆,所述拉杆可滑动地穿过所述储气仓并延伸至所述储气仓的外部;
18.驱动机构,所述驱动机构具有一个沿直线运动的输出端,所述驱动机构的输出端和所述拉杆传动连接。
19.本方案的技术效果在于:驱动机构通过拉动活塞部运动,从而实现了对第一压力腔中气压的调节,具有结构简单的优点。
20.进一步的,所述驱动机构的输出端和所述拉杆之间通过联轴器连接。
21.进一步的,所述驱动机构为可调节行程气缸。当然驱动结构还可以是油缸和电动推杆等具有往复直线运动的部件。
22.优选的,所述熔料仓上设有保护气体进气口,所述保护气体进气口和所述第一压力腔以及排液口连通。
23.本优选的技术效果在于,能够对第一压力腔中镁合金汤的上表面进行氩气保护,有效避免镁合金的氧化。
24.优选的,所述保护气体进气口位于所述排液口的上方。用于避免保护气体渗入至镁合金溶液内部。
25.优选的,所述保护气体进气口设置在所述平面部上。
附图说明
26.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
27.图1是现有技术中镁合金给汤管的结构示意图;
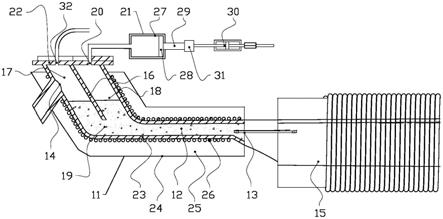
28.图2是本实施例提出的一种给汤管气压回料系统在状态一情形下的结构示意图;
29.图3是本实施例提出的一种给汤管气压回料系统在状态二情形下的结构示意图;
30.图4是本实施例提出的一种给汤管气压回料系统在状态三情形下的结构示意图。
31.其中附图中所涉及的标号如下:
32.11-熔料仓;12-熔料腔室;13-进料口;14-排液口;15-金属给料系统;16-隔离板;17-第一压力腔;18-第二压力腔;19-间距;20-气压调节孔;21-气压调节组件;22-平面部;23-内壳体;24-外壳体;25-保温腔;26-加热线圈;27-储气仓;28-活塞部;29-拉杆;30-可调节行程气缸;31-联轴器;32-保护气体进气口。
具体实施方式
33.下面结合附图对本实用新型作进一步详细的说明。
34.如图2至图4所示,本实施例提出了一种给汤管气压回料系统,包括:
35.熔料仓11,熔料仓11的内部设有熔料腔室12,熔料仓11上设有进料口13和排液口14,排液口14的高度高于进料口13,熔料仓11的进料口13连接有金属给料系统15;
36.隔离板16,隔离板16设置在熔料仓11中,且将熔料仓11分成第一压力腔17和第二压力腔18,隔离板16的下端边缘位于排液口14的下方,且隔离板16的下端边缘和熔料仓11之间留有间距19,该间距19用于使第一压力腔17和第二压力腔18连通;第一压力腔17和排液口14连通,熔料仓11上设有气压调节孔20,气压调节孔20位于排液口14的上方,气压调节孔20和第二压力腔18连通;
37.气压调节组件21,气压调节组件21的输出端和气压调节孔20贯通。
38.本技术方案的技术效果在于:第一压力腔17和第二压力腔18在隔离板16的隔离下,形成了一个连通器结构,当排液口14停止出料时,为了防止第一压力腔17中的镁合金溶液溢出,气压调节组件21工作,使第二压力腔18中的气压减小,此时,第一压力腔17中的液位下降,第二压力腔18中的液位上升,从而解决了镁合金液体溢出的情形发生。
39.作为本实施例的一种实施方式,熔料仓11的顶部设有平面部22,气压调节孔20设置在平面部22上。本技术方案的技术效果在于:平面部22便于气压调节孔20的开凿,也便于提高外部软管和气压调节孔20安装时的密封性。
40.作为本实施例的一种实施方式,熔料仓11包括:
41.内壳体23,内壳体23中设有熔料腔室12;
42.外壳体24,外壳体24围设在内壳体23的外周,且内壳体23和外壳体24之间具有密闭的保温腔25,保温腔25中设置有加热线圈26。
43.本方案的技术效果在于:便于对熔料仓11进行加热和保温,提高了镁合金的熔化效率。
44.作为本实施例的一种实施方式,气压调节组件21包括:
45.气压执行器,气压执行器具有一个储气仓27和活塞部28,储气仓27通过管道和气压调节孔20连接,活塞部28可滑动地设置在储气仓27中,活塞部28上固定有拉杆29,拉杆29可滑动地穿过储气仓27并延伸至储气仓27的外部;
46.驱动机构,驱动机构具有一个沿直线运动的输出端,驱动机构的输出端和拉杆29传动连接。
47.本方案的技术效果在于:驱动机构通过拉动活塞部28运动,从而实现了对第一压力腔17中气压的调节,具有结构简单的优点。
48.进一步的,驱动机构的输出端和拉杆29之间通过联轴器31连接。
49.进一步的,驱动机构为可调节行程气缸30。当然驱动结构还可以是油缸和电动推杆等具有往复直线运动的部件。
50.作为本实施例的一种实施方式,熔料仓11上设有保护气体进气口32,保护气体进气口32和第一压力腔17以及排液口14连通。
51.本方案的技术效果在于,能够对第一压力腔17中镁合金汤的上表面进行氩气保护,有效避免镁合金的氧化。
52.作为本实施例的一种实施方式,保护气体进气口32位于排液口14的上方。用于避免保护气体渗入至镁合金溶液内部。
53.作为本实施例的一种实施方式,保护气体进气口32设置在平面部22上。
54.初始状态时如图2所示。然后,如图3所示,气压调节组件21工作,使第二压力腔18中的气压增加,此时第一压力腔17中的镁合金溶液的液面上升至镁液排出口位置。这时再启动金属给料系统15,如图4所示,这样就可以给料。
55.当给料完成后,金属给料系统15停止向前推进,这时可调行程气缸复位,此时第二压力腔18中的气压回到标准大气压。如图2所示,第一压力腔17中的液位下降,且第一压力腔17中的液位和第二压力腔18中的液位一致。
56.对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1