一种雪茄剪刀片专用的双向压制模具的制作方法
1.本实用新型涉及压制模具领域,具体涉及一种雪茄剪刀片专用的双向压制模具。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。 简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成。它主要通过所成型材料物理状态的改变来实现物品外形的加工。素有“工业之母”的称号。
3.模具是在外力作用下使坯料成为有特定形状和尺寸的制件的工具。广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。模具具有特定的轮廓或内腔形状,应用具有刃口的轮廓形状可以使坯料按轮廓线形状发生分离(冲裁)。模具一般包括动模和定模(或凸模和凹模)两个部分,二者可分可合。分开时取出制件,合拢时使坯料注入模具型腔成形。模具是精密工具,形状复杂,承受坯料的胀力,对结构强度、刚度、表面硬度、表面粗糙度和加工精度都有较高要求,模具生产的发展水平是机械制造水平的重要标志之一。
4.雪茄是一种烟草制品,由干燥及经过发酵的烟草卷制而成,吸食时,需要用专业的雪茄刀切掉雪茄头,尽管这是一把小小的剪刀,生产商却不遗余力地在它的外观设计、材质和配件上花费心思,使它变得更漂亮、具有品位,当然也更昂贵。目前市面上雪茄刀刀体的材质是不锈钢、高速钢等铁基材质。尽管其材质加工相对简单,但质地硬度仍较软,长时间使用或使用不当,刀刃很容易钝化或刃口卷曲,相同作用力下,刀刃就更难将雪茄帽切除,直接影响雪茄刀使用的便利性,造成使用者频繁更换刀片或将整体丢弃,影响雪茄刀的整体品质和雪茄刀使用者的使用体验,并且使用成本较高。
5.从使用成本和使用者的使用体验来考虑,考虑选择其他硬度较高的材质,比如硬质合金、金属陶瓷或陶瓷等进行雪茄剪刀片的制备,但在从原料到刀片的制备工艺中需要应用双向模压进行压制的步骤,现有技术中缺少雪茄剪刀片使用的双向模压压制模具。
技术实现要素:
6.本实用新型的目的在于提供一种雪茄剪刀片专用的双向压制模具,以解决现有技术中选用硬质合金、金属陶瓷或陶瓷材料制备成雪茄剪刀片时,从原料到刀片的制备工艺中缺少专用的双向压制模具的技术问题。
7.为实现上述目的,本实用新型提供了以下技术方案:
8.本实用新型提供的一种雪茄剪刀片专用的双向压制模具,包括上冲、模体、下冲和芯杆;其中,
9.所述上冲、模体、下冲从上到下依次设置,所述模体上设有与雪茄剪刀片外形相匹配的型腔,所述上冲和下冲在对应模体的一侧均设有与所述型腔相匹配的成型凸模;
10.所述芯杆包括连接体,所述连接体的上部设有滑动连接杆,所述下冲的下部开设
有与连接体相匹配的安装槽,所述芯杆通过连接体安装在所述下冲的安装槽内;
11.所述滑动连接杆的数量与所压制产品上定位孔的数量相匹配;
12.所述下冲在对应滑动连接杆的位置均开设有与滑动连接杆相匹配的通孔,所述滑动连接杆与通孔的内壁滑动连接。
13.可选的或优选的,所述上冲在对应滑动连接杆的位置均开设有与滑动连接杆相匹配的孔,所述滑动连接杆与孔的内壁滑动连接。
14.可选的或优选的,所述连接体为圆柱体形状。
15.可选的或优选的,所述滑动连接杆为两根。
16.可选的或优选的,所述滑动连接杆的位置与模体的型腔的位置相对应。
17.基于上述技术方案,本实用新型实施例至少可以产生如下技术效果:
18.本实用新型提供的雪茄剪刀片专用的双向压制模具,在使用时,上冲、模体、下冲和芯杆经配套紧固工装安装于压机上,原料经湿磨、干燥制粒后放入料桶内,经送料管、料靴,然后投入模体的型腔内,通过调整压机动作、压制参数的设定,上冲和下冲上的成型凸模的双向压制,可以很容易得到具有刀片雏形的压胚,进而可以很方便进行后续雪茄剪刀片的加工。
附图说明
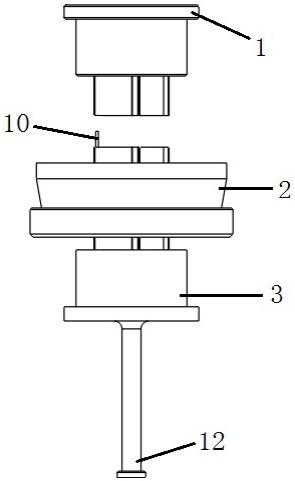
19.图1是本实用新型实施例的装配示意图;
20.图2是本实用新型实施例中模体的结构示意图;
21.图3是本实用新型实施例中模体的俯视图;
22.图4是图3中a-a的剖视图;
23.图5是本实用新型实施例中上冲的结构示意图;
24.图6是本实用新型实施例中上冲的仰视图;
25.图7是图6中b-b的剖视图;
26.图8是本实用新型实施例中下冲的结构示意图;
27.图9是本实用新型实施例中下冲的俯视图;
28.图10是图8中c-c的剖视图;
29.图11是本实用新型实施例中芯杆的结构示意图。
30.图中:1、上冲;2、模体;3、下冲;4、芯杆;5、型腔;6、成型凸模;7、安装槽;8、通孔;9、连接体;10、滑动连接杆;11、孔;12、连接柱。
具体实施方式
31.如图1-图11所示:
32.本实用新型提供的一种雪茄剪刀片专用的双向压制模具,包括上冲1、模体2、下冲3和芯杆4,所述上冲1、模体2、下冲3从上到下依次设置,所述模体2上设有与雪茄剪刀片外形相匹配的型腔5,所述上冲1和下冲3在对应模体2的一侧均设有与所述型腔5相匹配的成型凸模6。
33.本实用新型提供的雪茄剪刀片专用的双向压制模具,在使用时,上冲1、模体2、下冲3和芯杆4经配套紧固工装安装于压机上,原料经湿磨、干燥制粒后放入料桶内,经送料
管、料靴,然后投入模体2的型腔5内,通过调整压机动作、压制参数的设定,上冲1和下冲3上的成型凸模6的双向压制,可以很容易得到具有刀片雏形的压胚,进而可以很方便进行后续雪茄剪刀片的加工。
34.作为可选的实施方式,所述芯杆4包括连接体9,所述连接体9的上部设有滑动连接杆10,所述下冲3的下部开设有与连接体9相匹配的安装槽7,具体来说,安装槽7的尺寸会比连接体9稍大,主要原因在于需要考虑压制时下冲3参与成型,会有一个消气、下拉的动作;所述芯杆4通过连接体9安装在所述下冲3的安装槽7内,所述连接体9的下部设有连接柱12,连接柱12用于将芯杆4安装到压机上;在将模具安装到压机上时,芯杆4和下冲3均是通过一个环形紧固件、采用螺钉紧固在压机的模架上,安装时,芯杆4的连接体9安装在下冲3的安装槽7内;所述滑动连接杆10的数量与所压制产品上定位孔的数量相匹配;所述下冲3在对应滑动连接杆10的位置均开设有通孔8,所述滑动连接杆10与通孔8的内壁滑动连接,设置滑动连接杆10和通孔8的作用在于通过滑动连接杆10在压制成型时压坯定位孔的成型。
35.作为可选的实施方式,所述连接体9为圆柱体形状。本实施例中,将连接体9的形状设置为圆柱体,并加大了连接体9的设置尺寸,是因为一般来说所生产的压制产品上定位孔并不在中心位置,那么对应的滑动连接杆10的位置就不会在芯杆4的中心位置,为了保证压制过程的稳定,就加大了连接体9的设置尺寸,以保证压制过程的稳定性。当然,连接体9的形状并不限于本实用新型实施例中的形状。
36.作为可选的实施方式,所述滑动连接杆10为两根。当然,滑动连接杆10的数量并不限于本实用新型中所公开的数量,所述滑动连接杆10的数量还可以为一根、三根等,根据所生产的产品上的定位孔数量对应设置即可,而本实用新型中设置为两根已经可以起到限位的作用,满足限位的需求。
37.作为可选的实施方式,所述滑动连接杆10的位置与模体2的型腔5的位置相对应。
38.作为可选的实施方式,所述上冲1在对应滑动连接杆10的位置开设有与滑动连接杆10相匹配的孔11。本实用新型中的双向压制模具在使用中,滑动连接杆10是穿过下冲3的通孔8并从该通孔8中伸出,进而进入上冲1的孔11;压制成型动作时,通过压机动作使上冲1往下压,同时下冲3处于固定状态,成型凸模6通过压机动作往下压,从而达到双向压制的目的,成型凸模6被往下压时,芯杆4的滑动连接杆10进入上冲1的孔11,参与压坯定位孔的成型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1