一种机械加工磨具定位调节装置的制作方法
1.本发明属于机械加工技术领域,具体涉及一种机械加工磨具定位调节装置。
背景技术:
2.电动打磨机全称往复式电动抛光打磨机(又名锉磨机),广泛用于模具行业的精加工及表面抛光处理,是一款同类气动产品的替代品;高功率电机在整个作业范围内均可实现强大磨削性能,可达到150%的负载;使用一整套安全方案:触摸式启动、自动停止、无磨损电子刹停系统ebs、快速夹紧系统quickin、断电重启锁定以及软起动;强劲的自承式马达构造,开关模块防尘,坚固耐用。
3.现有技术存在的问题:
4.现有打磨机在打磨工作中,一般都是根据打磨师傅的经验来判定打磨的方向和角度,其最终的打磨效果根据打磨师傅的技术来判定,但是,这样的打磨方式,打磨时间长,效率低,出品率低,并且无法保证打磨位置的效果均相同;另外,在打磨机不使用时,当受到意外撞击或者掉落时,砂轮或者砂轮的连接处将会出现断裂损坏,进而会缩短设备的使用寿命。
技术实现要素:
5.本发明的目的是提供一种机械加工磨具定位调节装置,能够固定砂轮的打磨位置,便于快速完成打磨工作,还可保证砂轮连接处的安全,避免砂轮在受到撞击后意外断裂,并且能够吸收打磨机末端电机附近的灰尘,避免灰尘进入到设备内部。
6.本发明采取的技术方案具体如下:
7.一种机械加工磨具定位调节装置,包括打磨机,所述打磨机的一端侧壁固定设置有手柄一,所述打磨机的一端转动设置有工作轴,所述工作轴的底端连接有内接轴,所述内接轴的底端通过螺钉固定安装有砂轮,所述打磨机远离所述工作轴的一端活动安装有定位调节组件,所述打磨机的一端下表面固定设置有轮罩,所述轮罩的一侧固定设置有传动组件,所述打磨机的下表面固定设置有吸尘装置;
8.所述定位调节组件还包括组装壳以及直角板,所述组装壳套设在所述打磨机的外表面,所述组装壳的侧表面转动安装有转盘,所述转盘的外壁两侧固定设置有转座一,两个所述转座一的内侧转动连接有主转杆,所述主转杆的末端两侧均固定设置有转座二,两个所述转座二的内侧转动连接有辅转杆,所述辅转杆的侧壁固定设置有侧卡槽,所述辅转杆的内部活动插入有内插杆,所述辅转杆的末端固定设置有转座三,所述转座三的表面固定设置有槽齿;
9.所述转座一内部、所述转座二内部、所述侧卡槽内部以及所述转座三内部均固定安装有电磁铁;
10.所述直角板的外壁一侧固定设置有内嵌球,所述内嵌球活动嵌入在所述槽齿的内部。
11.所述组装壳的上表面固定设置有手柄二,所述手柄二的内部一端固定设置有通电开关,且所述通电开关与所述电磁铁电性连接。
12.所述直角板的截面形状为直角形,且所述直角板的两侧内壁均等距转动安装有移动轮。
13.所述工作轴的顶端内部等距固定开设有锁死孔,所述工作轴的底端内部等距固定开设有偏移槽。
14.所述内接轴的顶端边缘内部均活动安装有锁死块,所述锁死块的外表面均套设有弹簧一,且所述锁死块的末端活动插入在所述锁死孔的内部,所述锁死块的横截面面积与所述锁死孔的横截面面积相同;
15.所述内接轴的底端表面等距固定设置有偏移插块,所述偏移插块活动插入在所述偏移槽的内部,所述偏移插块的横截面面积小于所述偏移槽的横截面面积,所述偏移插块的上下两端内部均活动安装有内撑块,所述内撑块与所述偏移插块内壁之间通过设置的弹簧二相连接。
16.所述传动组件还包括内置杆,所述内置杆活动插入在所述轮罩的一侧内部,所述内置杆的底部固定设置有挡板一,所述挡板一上表面与所述轮罩下表面之间通过设置的弹簧三相连接,且所述弹簧三套设在所述内置杆的外表面,所述内置杆的底端转动设置有贴合轮,所述贴合轮的一端外壁固定连接有连杆,所述轮罩的一侧固定开设有位移槽,且所述连杆活动贯穿于所述位移槽。
17.所述打磨机的下表面一侧固定设置有支座,所述支座的底端内部活动穿插有张紧杆,所述张紧杆的一端固定设置有挡板二,所述挡板二侧表面与所述支座底端通过设置的弹簧四相连接,且所述弹簧四套设在所述张紧杆的外表面,所述张紧杆的另一端固定设置有轮架。
18.所述吸尘装置还包括吸尘筒,所述吸尘筒固定安装在所述打磨机的下表面,所述吸尘筒的内部一端转动安装有工作杆,所述工作杆一端、所述轮架内部以及所述连杆末端通过设置的皮带传动连接。
19.所述工作杆另一端表面位于所述吸尘筒的内部固定设置有风叶,所述吸尘筒的内部固定设置有滤网,所述吸尘筒远离所述工作杆的一端固定连接有吸尘管,所述吸尘管末端置于所述打磨机的末端。
20.本发明取得的技术效果为:
21.(1)本发明,按压通电开关,使所有的电磁铁一同通电并产生磁力,此时,主转杆与转座一之间的阻力增大,辅转杆与转座二之间的阻力增大,内插杆在辅转杆内部的阻力增大,内嵌球在槽齿内部的阻力增大,最终可固定此时砂轮的打磨位置,再沿着型材的方向移动该打磨机,便可快速完成打磨的工作,此结构,能够使一个型材上各部位的打磨效果均相同,改变传统根据打磨师傅的经验来判定打磨效果的加工方式,优化频繁往复移动的打磨方式,能够迅速完成打磨工作,提高出品率,并且,直角板位置的调节工作简单方便。
22.(2)本发明,当砂轮高速旋转时,锁死块会插入到锁死孔的内部,此时工作轴与内接轴之间不会发生任何偏移,进而保证砂轮平稳高速的旋转;另外,当工作轴停止转动时,工作轴与内接轴之间存在相对位置的空间,当砂轮意外受到撞击时,偏移插块会在对应的偏移槽内部偏移,而对应的内撑块会移动并挤压或者拉扯弹簧二,在各个弹簧二的作用下,
将会吸收砂轮所承受的冲击力,进而实现缓冲减震的效果,从而保证砂轮连接处的安全,避免砂轮在受到撞击后意外断裂,提高该设备的使用是寿命。
23.(3)本发明,在砂轮高速旋转的过程中,风叶会在吸尘筒的内部高速旋转并产生吸气气流,并紧接着在吸尘管内部产生吸力,从而将打磨机末端电机附近的灰尘吸入到吸尘筒内部,此过程,能够在打磨工作进行时,将会吸收打磨机电机附近的灰尘,进而避免灰尘进入到电机内部,造成电机以及设备内部的损伤,进一步提高设备的使用寿命;另外,此吸尘工作不需要额外的电力设备来实现,在不产生额外电力消耗的前提下,还降低了设备的总成本。
24.(4)本发明,当砂轮受力发生偏移时,内置杆会跟着移动,并配合挡板一挤压弹簧三,而此时,连杆会同时在位移槽内部偏移,另外,为避免皮带会发生松动,被挤压的弹簧四将会驱使轮架拉扯皮带,进而保证皮带的正常使用,避免砂轮的意外偏移导致传动组件内的部件出现损坏,使吸尘装置的工作条件更加灵活宽泛。
附图说明
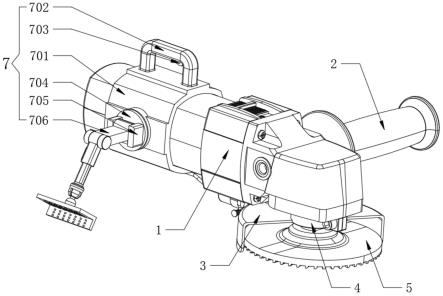
25.图1是本发明的实施例所提供的主视立体图;
26.图2是本发明的实施例所提供的工作轴与内接轴的连接剖视图;
27.图3是图2中a处的局部放大结构示意图;
28.图4是图2中b处的局部放大结构示意图;
29.图5是本发明的实施例所提供的定位调节组件的结构图;
30.图6是本发明的实施例所提供的主转杆的俯视剖视图;
31.图7是本发明的实施例所提供的直角板的分解结构图;
32.图8是本发明的实施例所提供的吸尘装置的组装结构图;
33.图9是图8中c处的局部放大结构示意图;
34.图10是本发明的实施例所提供的传动组件与吸尘装置的组装图;
35.图11是本发明的实施例所提供的吸尘筒的剖视图。
36.附图中,各标号所代表的部件列表如下:
37.1、打磨机;2、手柄一;3、轮罩;31、位移槽;4、工作轴;41、锁死孔;42、偏移槽;5、砂轮;6、内接轴;61、锁死块;62、弹簧一;63、偏移插块;64、内撑块;65、弹簧二;7、定位调节组件;701、组装壳;702、手柄二;703、通电开关;704、转盘;705、转座一;706、主转杆;707、转座二;708、辅转杆;709、内插杆;710、转座三;711、槽齿;712、侧卡槽;713、直角板;714、内嵌球;715、移动轮;716、电磁铁;8、传动组件;801、内置杆;802、贴合轮;803、连杆;804、挡板一;805、弹簧三;806、支座;807、张紧杆;808、挡板二;809、弹簧四;810、轮架;811、皮带;9、吸尘装置;901、吸尘筒;902、吸尘管;903、工作杆;904、风叶;905、滤网。
具体实施方式
38.为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体说明。应当理解,以下文字仅仅用以描述本发明的一种或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定。
39.如图1-11所示,一种机械加工磨具定位调节装置,包括打磨机1,打磨机1的一端侧
壁固定设置有手柄一2,打磨机1的一端转动设置有工作轴4,工作轴4的底端连接有内接轴6,内接轴6的底端通过螺钉固定安装有砂轮5,打磨机1远离工作轴4的一端活动安装有定位调节组件7,打磨机1的一端下表面固定设置有轮罩3,轮罩3的一侧固定设置有传动组件8,打磨机1的下表面固定设置有吸尘装置9。
40.实施例一:
41.参照附图5和图6,定位调节组件7还包括组装壳701以及直角板713,组装壳701套设在打磨机1的外表面,组装壳701的侧表面转动安装有转盘704,转盘704的外壁两侧固定设置有转座一705,两个转座一705的内侧转动连接有主转杆706,主转杆706的末端两侧均固定设置有转座二707,两个转座二707的内侧转动连接有辅转杆708,辅转杆708的侧壁固定设置有侧卡槽712,辅转杆708的内部活动插入有内插杆709,辅转杆708的末端固定设置有转座三710,转座三710的表面固定设置有槽齿711,直角板713的外壁一侧固定设置有内嵌球714,内嵌球714活动嵌入在槽齿711的内部,将直角板713抵住待加工型材的一处棱角,接着根据待加工型材的位置,对应调节主转杆706的角度以及内插杆709在辅转杆708内部的位置,又由于内嵌球714嵌入槽齿711的内部,并对应改变直角板713的角度。
42.参照附图1和图7,转座一705内部、转座二707内部、侧卡槽712内部以及转座三710内部均固定安装有电磁铁716,组装壳701的上表面固定设置有手柄二702,手柄二702的内部一端固定设置有通电开关703,且通电开关703与电磁铁716电性连接,直角板713的截面形状为直角形,且直角板713的两侧内壁均等距转动安装有移动轮715,按压通电开关703,此时,转座一705内部、转座二707内部、侧卡槽712内部以及转座三710内部的电磁铁716一同通电并产生磁力,此时,主转杆706与转座一705之间的阻力增大,辅转杆708与转座二707之间的阻力增大,内插杆709在辅转杆708内部的阻力增大,内嵌球714在槽齿711内部的阻力增大,最终可固定此时砂轮5的打磨位置。
43.本发明的工作原理为:在使用该打磨机1进行打磨的过程中,一手握住手柄一2,另一只手握住手柄二702,将直角板713抵住待加工型材的一处棱角,接着根据待加工型材的位置,对应调节主转杆706的角度以及内插杆709在辅转杆708内部的位置,又由于内嵌球714嵌入槽齿711的内部,并对应改变直角板713的角度,当砂轮5处于最佳打磨的空间位置时,立即按压通电开关703,此时,转座一705内部、转座二707内部、侧卡槽712内部以及转座三710内部的电磁铁716一同通电并产生磁力,此时,主转杆706与转座一705之间的阻力增大,辅转杆708与转座二707之间的阻力增大,内插杆709在辅转杆708内部的阻力增大,内嵌球714在槽齿711内部的阻力增大,最终可固定此时砂轮5的打磨位置,再沿着型材的方向移动该打磨机1,便可快速完成打磨的工作,此结构,能够使一个型材上各部位的打磨效果均相同,改变传统根据打磨师傅的经验来判定打磨效果的加工方式,优化频繁往复移动的打磨方式,能够迅速完成打磨工作,提高出品率,并且,直角板713位置的调节工作简单方便。
44.实施例二:
45.参照附图2-4,工作轴4的顶端内部等距固定开设有锁死孔41,工作轴4的底端内部等距固定开设有偏移槽42。
46.参照附图3,内接轴6的顶端边缘内部均活动安装有锁死块61,锁死块61的外表面均套设有弹簧一62,且锁死块61的末端活动插入在锁死孔41的内部,锁死块61的横截面面积与锁死孔41的横截面面积相同,在工作轴4带动砂轮5高速旋转的过程中,在离心力的作
用下,各个锁死块61将会远离旋转圆心而移动,并插入到对应的锁死孔41内部,工作轴4与内接轴6之间不会发生任何偏移。
47.参照附图4,内接轴6的底端表面等距固定设置有偏移插块63,偏移插块63活动插入在偏移槽42的内部,偏移插块63的横截面面积小于偏移槽42的横截面面积,偏移插块63的上下两端内部均活动安装有内撑块64,内撑块64与偏移插块63内壁之间通过设置的弹簧二65相连接,当工作轴4停止转动时,当砂轮5意外受到撞击时,偏移插块63会在对应的偏移槽42内部偏移,而对应的内撑块64会移动并挤压或者拉扯弹簧二65。
48.本发明的工作原理为:在工作轴4带动砂轮5高速旋转的过程中,在离心力的作用下,各个锁死块61将会远离旋转圆心而移动,并插入到对应的锁死孔41内部,过程中,弹簧一62还会受到锁死块61的挤压,由于锁死块61的横截面面积与锁死孔41的横截面面积相同,因此,当锁死块61插入到锁死孔41内部之后,工作轴4与内接轴6之间不会发生任何偏移,进而保证砂轮5平稳高速的旋转;另外,当工作轴4停止转动时,锁死块61脱离锁死孔41内部,此时的工作轴4与内接轴6之间存在相对位置的空间,从而当砂轮5意外受到撞击时,偏移插块63会在对应的偏移槽42内部偏移,而对应的内撑块64会移动并挤压或者拉扯弹簧二65,在各个弹簧二65的作用下,将会吸收砂轮5所承受的冲击力,进而实现缓冲减震的效果,从而保证砂轮5连接处的安全,避免砂轮5在受到撞击后意外断裂,提高该设备的使用是寿命。
49.实施例三:
50.参照附图9,传动组件8还包括内置杆801,内置杆801活动插入在轮罩3的一侧内部,内置杆801的底部固定设置有挡板一804,挡板一804上表面与轮罩3下表面之间通过设置的弹簧三805相连接,且弹簧三805套设在内置杆801的外表面,内置杆801的底端转动设置有贴合轮802,贴合轮802的一端外壁固定连接有连杆803,轮罩3的一侧固定开设有位移槽31,且连杆803活动贯穿于位移槽31。
51.参照附图10,打磨机1的下表面一侧固定设置有支座806,支座806的底端内部活动穿插有张紧杆807,张紧杆807的一端固定设置有挡板二808,挡板二808侧表面与支座806底端通过设置的弹簧四809相连接,且弹簧四809套设在张紧杆807的外表面,张紧杆807的另一端固定设置有轮架810。
52.参照附图10,吸尘装置9还包括吸尘筒901,吸尘筒901固定安装在打磨机1的下表面,吸尘筒901的内部一端转动安装有工作杆903,工作杆903一端、轮架810内部以及连杆803末端通过设置的皮带811传动连接,砂轮5高速旋转的过程中,贴合轮802将贴合砂轮5的表面一同高速旋转,此时,连杆803也会一同旋转,在皮带811的作用下,将带动工作杆903一同旋转。
53.参照附图8和图11,工作杆903另一端表面位于吸尘筒901的内部固定设置有风叶904,吸尘筒901的内部固定设置有滤网905,吸尘筒901远离工作杆903的一端固定连接有吸尘管902,吸尘管902末端置于打磨机1的末端,吸尘管902内部产生吸力,从而将打磨机1末端电机附近的灰尘吸入到吸尘筒901内部,在滤网905的过滤下实现固气分离,灰尘最终会被收集在吸尘筒901的内部。
54.本发明的工作原理为:在砂轮5高速旋转的过程中,贴合轮802将贴合砂轮5的表面一同高速旋转,此时,连杆803也会一同旋转,在皮带811的作用下,将带动工作杆903一同旋
转,此时,工作杆903另一端的风叶904会在吸尘筒901的内部高速旋转并产生吸气气流,并紧接着在吸尘管902内部产生吸力,从而将打磨机1末端电机附近的灰尘吸入到吸尘筒901内部,在滤网905的过滤下实现固气分离,灰尘最终会被收集在吸尘筒901的内部,此过程,能够在打磨工作进行时,将会吸收打磨机1电机附近的灰尘,进而避免灰尘进入到电机内部,造成电机以及设备内部的损伤,进一步提高设备的使用寿命;
55.另外,当砂轮5受力发生偏移时,内置杆801会跟着移动,并配合挡板一804挤压弹簧三805,而此时,连杆803会同时在位移槽31内部偏移,另外,为避免皮带811会发生松动,被挤压的弹簧四809将会驱使轮架810拉扯皮带811,进而保证皮带811的正常使用,避免砂轮5的意外偏移导致传动组件8内的部件出现损坏,使吸尘装置9的工作条件更加灵活宽泛;
56.最后,吸尘装置9的吸尘工作不需要额外的电力设备来实现,在不产生额外电力消耗的前提下,还降低了设备的总成本。
57.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1