用于增材制造的设备和方法与流程
用于增材制造的设备和方法
1.本技术是2019年12月05日所提出的申请号为201911235640.x、发明名称为“用于增材制造的设备和方法”的发明专利申请的分案申请。
技术领域
2.本公开涉及一种用于通过增材制造来制造物体的方法和设备。
背景技术:
3.与移除材料的减材制造方法相比,增材制造过程通常涉及堆积一种或多种材料来制造物体。可以利用增材制造来形成具有简单和复杂几何形状的各种部件。
技术实现要素:
4.在一个方面,本公开涉及一种通过增材制造来制造物体的方法,该方法包括提供富含分子的环境,在富含分子的环境中创建至粉末床中的一部分粉末的激光诱导的等离子体通道,以及向激光诱导的等离子体通道施加电能,其中电能通过激光诱导的等离子体通道被传输到粉末床中的粉末,其中至少来自电能的能量熔化或烧结粉末床中的一部分粉末。
5.在另一方面,本公开涉及一种用于增材制造的设备,该设备包括限定内部的环境室,在该环境室的内部内的粉末床,选择性地流体联接至该环境室的内部的气体供应,照射粉末床中的一部分粉末的照射源,该照射创建延伸到粉末的离子通道,以及将电能施加到离子通道的电源,电能通过离子通道被传输到粉末床中的粉末。
6.在另一方面,本公开涉及一种冷却模块,该冷却模块包括金属基板和与至少一部分金属基板一体地形成的铝碳化硅金属基复合材料散热片,其中铝碳化硅金属基复合材料散热片被配置为可操作地联接至发热电子装置。
附图说明
7.在附图中:
8.图1是根据本文描述的各个方面的具有电子底盘的飞行器的立体图。
9.图2是根据本文描述的各个方面的可包括在图1的电子底盘中的示例性电源模块的立体图。
10.图3是图2的电源模块沿iii-iii线的横截面视图。
11.图4是根据本文描述的方面的增材制造设备的示意图。
12.图5是根据本文描述的方面的具有图4的设备的增材制造的示意图。
具体实施方式
13.本公开的方面涉及增材制造;具体而言,通过激光诱导的等离子体通道(lipc)或“离子通道”施加电脉冲,以用于三维金属打印过程。除其他事项外,本公开的方面可以用于
制造例如用于电子底盘的散热片,或用于飞行器的电源模块,或用于包括非均质金属和非金属零件的任何金属和非金属零件的方法。除其他事项外,本公开的方面还涉及在加压的富氮气环境中通过由紫外线(uv)激光束诱导的lipc形成铝碳化硅(al sic)金属基复合材料(mmc)。
14.通常,在增材制造期间,独立物体能够由计算机辅助设计(cad)模型制造。激光烧结或熔化是用于快速制造功能原型,零件和工具的一种增材制造过程。选择性激光烧结,直接激光烧结,选择性激光熔化和直接激光熔化是常用的工业术语,用于指通过使用激光束烧结或熔化细粉末来制造三维物体。烧结需要在低于粉末材料熔点的温度下熔化(凝聚)粉末颗粒,而熔化需要使粉末颗粒完全熔化以形成固体均质物质。与激光烧结或激光熔化相关的物理过程包括向粉末材料进行热传递,然后烧结或熔化粉末材料。虽然激光烧结和熔化过程可应用于广泛的粉末材料,但生产途径的科学和技术方面,例如烧结或熔化速率以及加工参数对层制造过程中微观结构演变的影响是复杂的。这种制造方法伴随着多种模式的热,质量和动量转移,以及使该过程复杂的化学反应。与标准制造过程相比,当前的选择性激光熔化三维打印过程具有许多缺点。这些缺点包括,例如,由于金属粉末颗粒的未完全烧结而导致强度降低,这在增材制造过程中是常见的,并且由于高度集中的局部热施加而产生的高水平的残余应力。其他缺点与孔隙率问题有关,最近已在开发用于冷却为碳化硅电子元件提供热管理的高功率电子功率转换产品的冷板时观察到了这些问题。
15.另外,与使用红外激光或直接激光的当前增材制造过程相关的问题是多相变和复杂的微观结构通常会导致热残余应力。快速的加热和冷却速率(δt~1,000至100,000k/s)导致抑制的相变,过饱和相,偏析,热裂纹和热残余应力。由于直接使用激光来产生颗粒的熔化,直接金属激光熔化和其他此类过程的效率较低,约为25%或更低。单向热流入构建板或衬底导致纹理化晶粒和各向异性性质。每层都经受反复的加热和冷却循环,从而导致温度可能超过tliq或因此,目前在增材制造中使用的红外激光无法高效地生产复杂的金属零件。随着更快速的制造过程,需要增加加热。本公开创新的各方面通过lipc引入电脉冲来增加用于增材制造中的激光的加热效率,从而产生价值。此外,这项创新通过在高压氮气氛围中使用紫外线(uv)激光来创建lipc,从而专注于先进的lipc技术。将理解的是,本公开的各方面可以与常规的红外选择性激光烧结结合使用,或者可以作为独立的过程来使用。
16.尽管将描述“一组”多种元件,但是应理解,“一组”可包括任何数量的相应元件,包括仅一个元件。还应理解,用于传导电脉冲的气体不限于氮气,并且可以构成其分子可以被激光束激发的其他气体或气体混合物。此外,所有的方向参考(例如,径向、轴向、上、下、向上、向下、左、右、侧向、前、后、顶部、底部、上方、下方、竖直、水平、顺时针、逆时针)仅用于识别目的以帮助读者理解本公开,并且不产生限制,特别是对其位置、方向或用途的限制。连接参考(例如,附接、联接、连接和接合)将被广义地诠释,并且除非另有指示,可以包括元件集之间的中间元件,以及元件之间的相对移动。因此,连接参考不必推断两个元件直接连接并且处于彼此固定关系。示例性附图仅用于说明的目的,并且附图中反映的尺寸、位置、顺序和相对大小可以变化。
17.应当理解,尽管出于制造过程及其适用性的说明性目的而公开了冷却模块,但是应当理解,该过程可以用于增材制造任何合适的较大或较小的物体,例如但不限于飞行器
发动机的部件或在其上的层,或就此而言,用于任何应用的任何均质或非均质金属或非金属零件(非限制性示例包括用于发电的零件,医疗系统/部件,光学成像,电子产品,汽车,空间系统零件制造等)。更进一步,尽管该冷却模块可以具有一般适用性,但是将进一步详细描述飞行器的环境以及航空电子底盘和电气组件的具体应用。飞行器航空电子设备在较小的空间中具有越来越高的要求和更高的功率密度,因此对功率耗散装置的要求也越来越高。新的发电单元,转换单元或晶体管可能需要新材料以及更有效的电气和热管理。
18.图1示意性地示出了具有航空电子系统4的飞行器2,其被示为用于容纳航空电子或航空电子部件以供在飞行器2的操作中使用的机载电子底盘6(以虚线示出)。将理解的是,在非限制性示例中,航空电子系统4可以包括具有散热片(heat spreaders),散热体(heat sinks),热交换器,散热器(radiators)或热管的热管理构件。电子底盘6可容纳用于航空电子装置的多种电源模块10(图2),并防止污染物,电磁干扰(emi),射频干扰(rfi),振动等。替代地或附加地,电子底盘6可以具有安装在其上的多种航空电子设备。将理解,电子底盘6可以位于飞行器2内的任何地方,而不仅是如图所示的机头。尽管在商用客机中示出,但是电子底盘6和电源模块10可用于任何类型的飞行器,例如但不限于固定翼,旋转翼,火箭,商用飞行器,个人飞行器和军用飞行器。此外,本公开的方面不仅限于飞行器方面,并且可以包括在其他移动和固定配置中。非限制性示例移动配置可以包括陆基,水基或其他空基运载工具,以及发电,医疗系统/部件,光学成像,电子产品,汽车,船,潜艇,空间系统零件的制造等。
19.图2是根据本公开的方面的电源模块10,其包括一组电子装置12,衬底14和基板(base plate)18。电源模块10可以位于电子底盘6(图1)中。在本公开的一方面,电子装置12的非限制性示例可以包括用于不限于航空电子应用,汽车应用,石油和天然气应用等的应用的绝缘栅双极晶体管(igbt),金属氧化物半导体场效应晶体管(mosfet),二极管,金属半导体场效应晶体管(mesfet)和高电子迁移率晶体管(hemt)。根据本文公开的方面,电子装置12可以由多种半导体制成,其非限制性示例包括硅,碳化硅,氮化镓和砷化镓。电子装置12可以在操作期间产生热量。
20.可以提供衬底14以避免电气短路并且在冷却模块19和电子装置12之间执行热交换。在本文公开的一个方面,衬底14是电绝缘且导热的层,例如陶瓷层。陶瓷层的非限制性示例可以包括氧化铝,氮化铝,氧化铍和氮化硅。在一个非限制性示例中,可以将冷却模块19直接结合到衬底14。可以使用多种技术将衬底14联接到冷却模块19和电子装置12,所述多种技术包括但不限于钎焊,键合,扩散键合,锡焊或压力接触(例如夹紧)以提供简单的组装过程。在本文中应当注意,关于电源模块10和冷却模块19描述的示例性布置仅用于说明性目的,并不意味着是限制性的。
21.图3是横截面视图,更清楚地示出了电子装置12的发热部件可以经由第一导电层22结合至衬底14。此外,衬底14可以经由第二导电层20结合至导热垫23。第一导电层22和第二导电层20可以是任何合适的层,包括但不限于示例铜层。在本文公开的另一方面,铝层,金层,银层或合金层可以优选地代替铜层。
22.将理解,导热垫23可以是可选的。可选的导热垫23可以包括导热材料,例如碳复合材料,金属或导热膏,并且可以被定位在导热接触中,使得热可以在其中传导。不管是否包括导热垫23,电源模块10都可以被安装到冷却模块19,以将热量从电子装置12带走。
23.通过非限制性示例,基板18和散热片16被示为包括在冷却模块19中。在所示示例中,基板18是以任何合适的方式可操作地联接至导热垫23的液体冷却基板。至少一个冷却歧管被设置在基板18内,并且包括多个通道21,该多个通道21相交以形成间隔开的空腔,冷却流体(未示出)可以在操作期间流过这些空腔。示出了多个通道21,并且多个通道21彼此连接以在基板18中形成冷却通道回路。例如内部传热翅片的其他结构(未示出)也可以包括在通道21内。通过基板18的冷却流体流可以根据需要被控制,在此不再赘述。冷却流体可以是任何合适的冷却流体,作为非限制性示例,丙二醇,乙二醇,燃料,油,制冷剂和水以及其他冷却剂的混合物。因此,当电子装置12可操作地联接在冷却模块19上时,流过基板18的通道21的冷却流体提供电子装置12的冷却。
24.散热片16形成冷却模块19的一部分,并被示为与基板18整体形成。散热片16可以是任何合适的散热片,包括其可以是mmc,mmc可以包括,但是不限于铝,铜,铝sic(alsic)或铝石墨。如横截面所示,散热片16接触基板18的方式能够使来自基板18的通道21内的冷却流体直接冷却至散热片16,尽管并非必须如此。本公开的其余部分将注重于作为alsic mmc散热片的散热片16上。这种由alsic mmc形成的散热片16将具有与电源模块10的衬底14更兼容的热膨胀系数,并将使热膨胀系数失配最小化。使用alsic材料是有益的,因为alsic材料具有低的热膨胀系数并且其具有略低于铝的传导热传递性能。alsic也是陶瓷衬底的良好替代品。
25.将理解,mmc的常规三维激光烧结是不可行的,并且当前使用金刚石工具进行加工是非常昂贵的。当前制造过程的缺点在于难以加工这些零件。这是因为碳化硅颗粒具有很高的耐磨性,需要使用金刚石刀具。另外,机器操作是昂贵的且受限制的。同样,异种材料的结合不能以经济有效的方式完成。
26.本公开的方面涉及sic mmc层,包括通过lipc增材制造方法制造的alsic mmc层,该sic mmc层沉积在铝液冷却基板18的顶部上。这种方法经济有效,并提供制造复杂形状的能力。
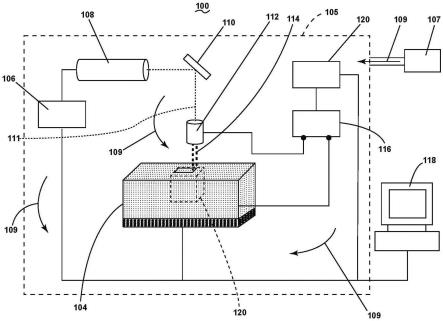
27.图4是根据本公开的方面的增材制造设备100的图示,其可用于在受控环境105内的粉末床104中逐层构建零件102。粉末床104可以由粉末分配器(未示出)供给。将理解的是,受控环境105可以是被配置为以任何合适方式被控制的任何合适的封闭制造配置。在此,受控环境105是可密封的并且被配置为保持加压。加压氮气供应107与受控环境105选择性地流体联接,并且被配置为将氮气109(用箭头示意性地示出)提供到受控环境105中。可以包括任何合适的阀或控制机构(未示出)以控制供应及其加压。
28.零件102可以通过使用激光器电源106来构建。激光器电源106向紫外线激光器108供电,该紫外线激光器向镜子110发射光束。光束从镜子110反射到聚焦透镜112。聚焦透镜112可以是例如光学透镜,以聚焦并透射由紫外线激光器108发射的激光束的能量。
29.设备100还包括电源116,以向聚焦透镜112提供电脉冲。激光器电源106和电源116可以被连接到功能发生器120,并由可编程控制器或控制器118控制。控制器118可以是例如提供双重激光和电功率脉冲控制的可编程比例,积分,微分控制器。
30.根据一个方面,在操作期间,氮气109经由氮气供应107被引入受控环境105中,直到内部压力增加为止。作为非限制性示例,可以供应氮气109,直到在成形过程期间内部压力增加30psi并保持在该压力为止。然后控制电源116,使得紫外线激光器108将激光束111
发射到粉末床104上方的一定空间中。紫外线激光器108发射的激光束111迅速激发并电离周围的气体(包括所供应的氮气109)并形成电离路径,以引导电源116提供的电脉冲。被电离的周围气体形成等离子体,该等离子体形成导电的均匀等离子体通道114。然后,可以通过等离子体通道114施加电源116提供的电脉冲,以加热并结合粉末床104中的金属粉末,从而构建零件102。
31.如在图5的示意图中更清楚地示出的,紫外线激光器108基本上将激光束111发射到高压氮气环境中,该高压氮气环境总体上以109示出,在总体上以136示出的金属粉末之上。该示例中的金属粉末136是铝并且包含碳化硅134颗粒。激光束111迅速加热,有效地激发和电离加压的氮气分子,并形成等离子体的电离路径,以引导和传导电脉冲;这种路径是lipc 114。lipc 114是导电且均匀的等离子体路径或通道,其实质上形成等离子体细丝。然后,通过lipc 114将电脉冲130施加到金属粉末136和碳化硅134颗粒,以有效地加热和结合金属粉末136和碳化硅134,从而形成alsic mmc。碳化硅在生成的mmc中提供增强作用。
32.应当理解,由紫外线激光器和电脉冲产生的激光束可以同时或者在短暂的延迟之后彼此交错地施加。还将理解,激光可以仅用于产生用于电脉冲通过的等离子体通道,并且电脉冲用于烧结和熔化处理,而无需借助激光来辅助烧结和熔化处理。在另一个非限制性示例中,激光可以用作额外的加热源,或者可以与通过lipc 114的电脉冲结合使用。
33.本公开的方面导致比使用激光直接加热金属粉末的常规增材制造过程更快,更有效地制造更高质量的机械零件。传统上,作为简化示例,对于120瓦特的供电电源,具有80瓦特的激光器电源和具有40瓦特的供电电源可以组合以向目标施加120瓦特的功率。由于与将电能转换为激光束相关的损耗,所以只能利用80瓦特激光器电源发出的功率的大约25%(即20瓦特)。当激光功率达到目标值时,来自激光器的20瓦特中大约有70%被用于熔化粉末;也就是说,从80瓦特激光器电源供应大约为14瓦特的功率。根据本公开的一个方面,供电电源可能会向由80瓦特激光器电源产生的lipc施加40瓦特电脉冲。从供电电源施加的40瓦特中的大约90%(即36瓦特)可以在粉末床处被利用。这样,根据本公开的方面,来自供电电源的36瓦特的功率与来自激光器电源的14瓦特的功率相结合,允许施加50瓦特的总功率来熔化目标。
34.已经确定lipc 114的产生取决于其路径中的分子数目;因此,在受控环境105(图4)中增加氮气109,直到达到高压氮气环境以增加lipc电流。还已经确定,所测量的电流随着氮气压力的增加而增加。更进一步,氮气的吸收光谱在紫外光谱中明显好于在红外光谱中。对于248nm的紫外线氟化氪激光,激光光子能量为5.013ev,10.6μm的二氧化碳红外激光的光子能量为0.1173ev,氮气分子的电离势为15.58ev。电离氮气分子所需的光子数对于紫外线激光器大约为4个,对于红外线激光器大约为133个。因此,根据本公开内容的当前方面,使用通过紫外线诱导的lipc的电脉冲的增材制造向目标施加的热量是常规增材制造方法的大约四倍。基于以上所述,紫外线激光器提供了一种显著更有效的方式来产生等离子体。另外,当集成了高压氮气环境时,当压力增加30psi时,lipc电流将增加10倍。集成紫外线激光器和加压氮气氛围的结合优势可显著提高lipc的生产效率。
35.本公开的各方面提供了与在富氮气或高压氮气环境中使用紫外线激光器经由lipc进行增材制造有关的许多益处。富氮气是指比典型的空气包含更多氮气的氮气水平。在一个示例中,富氮气可以包括加压的氮气空间,其代替了典型的空气,或者以其他方式占
据了制造资产周围的空间。这样的处理将制造过程的效率提高了大于百分之五十,从而提高了制造速度并降低了成本。本公开的方面导致由于局部加热而产生的残余应力减小。此外,由于增材制造过程中效率的提高,异种金属之间的边界层受到通过lipc的电脉冲的更好控制。alsic mmc优于传统材料,改善了各种应用的飞行器部件,飞行器结构和电子产品的性能。如本文所公开的生产的alsic mmc具有优异的刚度和耐磨性,包括铝合金的两倍的高疲劳强度,高热导率和可定制的热膨胀系数。
36.根据上述内容,本公开的方面提供了三维增材制造过程,其可以增加所制造的零件的可靠性,改善零件的机械性能并提高选择性烧结处理的效率。本公开的各方面提供了将增材制造用于三维金属打印的若干优点,例如但不限于,降低的抗变形性,提高的可塑性,简化的过程,提高的系统电能效率,通过提高的产量降低成本,降低产品缺陷最小化空隙,并改善受影响的金属性能。本公开的各方面提供了减小的空隙和孔隙率,以及由于电脉冲提供的快速加热而消除空隙的设想可能性。改善了sic颗粒与基底金属粉末之间的结合。通过lipc提供的电脉冲扰乱了市场,因为新产品取代或减小了使用低效率激光器的更复杂,更昂贵的增材制造解决方案的规模。
37.除了以上附图中所示的那些配置之外,本公开还考虑了许多其他可能的配置。例如,在一个非限制性示例中,两个或多个控制器118可以在形成期间控制一种以上材料的加热过程。在这方面,可以控制这种材料的加热速率以更快速地生产或形成附加零件,同时减小不同材料的膨胀效应。在尚未描述的范围内,各个方面的不同特征和结构可以根据需要与其他方面结合使用。一个特征不能在所有方面中都示出,并不意味着它不能被解释,而是为了描述简洁。因此,不管是否明确地描述了新方面,都可以根据需要混合和匹配不同方面的各种特征以形成新方面。本文所描述的特征的组合或排列被本公开覆盖。
38.本书面描述使用实例来公开本发明的各个方面,包括最佳模式,并且还使本领域技术人员能够实践本发明的各个方面,包括制造和使用任何装置或系统以及执行任何并入的方法。本发明的可专利范围由权利要求书限定,并且可包括本领域技术人员想到的其他示例。如果这些其他示例具有与权利要求的字面语言相同的结构元件,或者如果它们包括与权利要求的字面语言无实质差别的等效结构元件,则这些其他示例意图落入权利要求的范围内。
39.本发明的进一步的各方面将由以下条款的主题提供:
40.1.一种通过增材制造来制造物体的方法,所述方法包括:提供富含分子的环境;在所述富含分子的环境中创建至粉末床中的一部分粉末的激光诱导的等离子体通道;向所述激光诱导的等离子体通道施加电能,其中所述电能通过所述激光诱导的等离子体通道被传输到所述粉末床中的所述粉末,其中至少来自所述电能的能量熔化或烧结所述粉末床中的所述一部分粉末。
41.2.根据任何在先条款所述的方法,其中创建所述激光诱导的等离子体通道包括从紫外线激光器发射激光束。
42.3.根据任何在先条款所述的方法,其中所述富含分子的环境是富氮环境。
43.4.根据任何在先条款所述的方法,其中所述富氮环境是高压氮环境。
44.5.根据任何在先条款所述的方法,其中所述粉末床中的所述粉末包括铝粉末和碳化硅颗粒。
45.6.根据任何在先条款所述的方法,其中提供富含分子的环境包括向密封环境供应氮气,直到压力增加30psi。
46.7.根据任何在先条款所述的方法,其中所述电能由供电电源供应。
47.8.根据任何在先条款所述的方法,其中所述电能是一组电脉冲。
48.9.根据任何在先条款所述的方法,其中控制电能和来自所述激光诱导的等离子体通道的所述能量,以有助于同时熔化或烧结所述粉末床中的所述一部分粉末。
49.10.根据任何在先条款所述的方法,其中控制电能和来自所述激光诱导的等离子体通道的所述能量,以有助于相继地熔化或烧结所述粉末床中的所述一部分粉末。
50.11.一种用于增材制造的设备,所述设备包括:限定内部的环境室;在所述环境室的所述内部内的粉末床;选择性地流体联接至所述环境室的所述内部的气体供应;照射所述粉末床中的一部分粉末的照射源,所述照射创建延伸到所述粉末的离子通道;以及将电能施加到所述离子通道的电源,所述电能通过所述离子通道被传输到所述粉末床中的所述粉末。
51.12.根据任何在先条款所述的方法,其中所述照射源是紫外线激光器。
52.13.根据任何在先条款所述的方法,其中所述离子通道是激光诱导的等离子体通道。
53.14.根据任何在先条款所述的方法,其中所述电源是供电电源。
54.15.根据任何在先条款所述的方法,其中所述电能是电脉冲。
55.16.根据任何在先条款所述的方法,其中所述气体供应是氮气。
56.17.根据任何在先条款所述的方法,其中所述环境室被配置成用高压氮气供应加压。
57.18.一种冷却模块,所述冷却模块包括:金属基板;和铝碳化硅金属基复合材料散热片,所述铝碳化硅金属基复合材料散热片与至少一部分所述金属基板一体地形成,并且其中所述铝碳化硅金属基复合材料散热片被配置为可操作地联接至发热电子装置。
58.19.根据任何在先条款所述的方法,其中所述金属基板是具有一组通道并且被配置为液体冷却的铝金属基板。
59.20.其中所述铝碳化硅金属基复合材料散热片是3d打印的铝碳化硅金属基复合材料散热片。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1