一种铝合金在线真空除气装置及工艺的制作方法
1.本发明涉及在线除气技术领域,具体涉及一种铝合金在线真空除气装置及工艺。
背景技术:
2.影响铝及其合金质量的因素是多方面的,其中铝液的氢含量、夹杂和碱金属浓度对于铝合金的质量影响最为重要。国内外各大厂家及研究机构就如何减少铝液中氢含量和夹杂的含量投入了大量的资源进行研究,由此市场上出现了许多新的工艺及设备,在线除气工艺大致可分为气体吹炼法、真空精炼法及超声波精炼法等。
3.传统的在线除气设备需要多个驱动元件配合使用才能完成,例如:利用多个气缸带动设备的升降以及箱盖与箱体的扣接,利用电机对转子进行驱动等,造价成本高,而且使用起来也不方便。
技术实现要素:
4.要解决的技术问题
5.本发明的目的在于克服现有技术的不足,适应现实需要,提供一种铝合金在线真空除气装置及工艺,以解决上述技术问题。
6.技术方案
7.为了实现本发明的目的,本发明所采用的技术方案为:
8.一种铝合金在线真空除气装置,包括安装底座,所述的安装底座的上方固定安装有固定外壳,该固定外壳内部设置有铝水除气箱和箱盖机构,且在铝水除气箱底部的四角处设置有弹簧;所述的固定外壳的外侧还设置有固定座,该固定座上安装有安装架和升降气缸;所述的安装架上设置有滑移架;所述的滑移架上开设有便于除气组件和联动组件安装的通槽,且除气组件和联动组件活动连接在通槽内;
9.所述的安装架上开设有u型槽,所述的滑移架卡接在安装架上,并滑动连接,该滑移架的底部与升降气缸的气缸杆固定连接;
10.所述的除气组件和联动组件之间设置有齿轮,该齿轮通过转轴活动连接在通槽的两侧壁上。
11.作为本发明的进一步技术方案,所述的固定外壳内部的两侧壁上开设有滑槽;所述的铝水除气箱的两侧均设置有两个相互平行的滑条;且滑条与滑槽滑动连接;
12.所述的铝水除气箱的一侧设置有出铝管,该出铝管的外端部设置有防止铝液流出的堵头;所述的固定外壳的侧壁上开设有便于出铝管上下移动的开口槽。
13.作为本发明的进一步技术方案,所述的箱盖机构包括箱盖体;所述的箱盖体的一侧固定安装有旋转壳体;所述的旋转壳体活动连接在固定轴上,该固定轴的两端与固定外壳固定连接;
14.所述的旋转壳体的中间位置设置有开口槽,在开口槽处设置有扭转弹簧,该扭转弹簧套接在固定轴上;
15.所述的箱盖体上设置有预热管,该预热管的孔径大于转轮的直径。
16.作为本发明的进一步技术方案,所述的扭转弹簧的一端抵至在固定外壳的内壁上,另外一端抵至在铝水除气箱上;
17.所述的铝水除气箱靠近箱盖机构的一侧开设有矩形槽;所述的旋转壳体呈l状设置,该旋转壳体远离箱盖体的一端位于铝水除气箱侧边的矩形槽内。
18.作为本发明的进一步技术方案,所述的除气组件包括滑移外壳,所述的滑移外壳的顶部固定安装有进气盘,该进气盘的一侧设置有进气嘴,且进气嘴的外部设置有进气软管,该进气软管与惰性气体压力罐连接;所述的进气盘内设置有驱动叶轮;
19.所述的驱动叶轮固定安装在旋转式输气管上;所述的旋转式输气管通过轴承安装在滑移外壳内部;所述的滑移外壳的底部与旋转式输气管之间密封连接。
20.作为本发明的进一步技术方案,位于滑移外壳内部的旋转式输气管端开设有多个进气孔,且在旋转式输气管的底部设置有转轮;所述的转轮外侧均布有多个喷气孔。
21.作为本发明的进一步技术方案,所述的滑移外壳横截面呈d形状设置,且在滑移外壳靠近齿轮侧设置有齿牙,并与齿轮啮合连接。
22.作为本发明的进一步技术方案,所述的联动组件包括驱动齿板,该驱动齿板与齿轮啮合连接;所述的驱动齿板的顶部设置有配重块,且在驱动齿板的下方设置有限位板,该限位板顶部的四角处设置有限位柱。
23.一种铝合金在线真空除气工艺,包括以下步骤:
24.第一步、铝液的倾倒和扣盖,将需要除气的铝液倒入铝水除气箱中,待铝液充满整个铝水除气箱的时候,弹簧受压缩,铝水除气箱整体下移,此时铝水除气箱内侧的矩形槽拨动旋转壳体带动箱盖体翻转,并扣向铝水除气箱,实现了箱盖体与铝水除气箱的扣合;
25.第二步、除气组件的预热,由于除气组件长期暴露在常温环境下,如果将除气组件贸然的伸入到铝水中定会发生铝液迸溅,为此需要对除气组件进行预热处理,在箱盖体与铝水除气箱扣合完毕后,升降气缸的缸杆收缩,带动滑移架沿着安装架向下移动,此时除气组件的下端伸入到预热管内,铝水除气箱内的铝液产生的热气对除气组件的下端进行预热处理;
26.第三步、箱盖机构的锁紧以及除气组件的工作,预热完毕后,随着升降气缸缸杆的不断收缩,驱动齿板下端顶在箱盖体的顶部,并开始向上滑动,直至限位柱抵至在滑移架的底部,在齿板的压紧下可实现箱盖体与铝水除气箱的锁紧;在齿轮的配合下滑移外壳向下移动,并通过旋转式输气管将转轮伸入至铝液内;随后打开惰性气体压力罐阀门,惰性气体通过进气软管进入到进气盘中,并通过惰性气体驱动杆驱动叶轮带动旋转壳体旋转,惰性气体在滑移外壳内通过进气孔进入到滑移外壳中,随后惰性气体通过转轮外部的喷气孔喷出,转轮将气泡打碎成无数小气泡,小气泡在铝液中扩散、上升,从而除去氢气;小气泡在上升过程中,由于表面张力的作用,将一部分夹杂从铝液中带出到液面,形成浮渣从而去除掉铝液中的夹杂;同时,通过转轮的搅拌作用,使得铝液中的合金成分更加均匀;
27.第四步、除气组件的复位,在对铝液除气完毕后,关闭气源,升降气缸缸杆的伸出,驱动齿板下端离开箱盖体的顶部,配重块下压驱动齿板,此时齿轮逆时针旋转,并将除气组件提起,便于箱盖机构的开启;
28.第五步、箱盖机构的开启,待除气组件和联动组件复位完毕后,打开出铝管外侧的
塞堵将铝液排出,随着铝液的不断排出,弹簧顶动铝水除气箱缓慢的上移,此时的扭转弹簧在自身弹力的作用下将旋转壳体缓慢的打开,从而实现了箱盖体的开启。
29.(3)有益效果:
30.a、本发明中,铝液的倾倒和扣盖,将需要除气的铝液倒入铝水除气箱中,待铝液充满整个铝水除气箱的时候,弹簧受压缩,铝水除气箱整体下移,此时铝水除气箱内侧的矩形槽拨动旋转壳体带动箱盖体翻转,并扣向铝水除气箱,实现了箱盖体与铝水除气箱的扣合;
31.b、本发明中,除气组件的预热,由于除气组件长期暴露在常温环境下,如果将除气组件贸然的伸入到铝水中定会发生铝液迸溅,为此需要对除气组件进行预热处理,在箱盖体与铝水除气箱扣合完毕后,升降气缸的缸杆收缩,带动滑移架沿着安装架向下移动,此时除气组件的下端伸入到预热管内,铝水除气箱内的铝液产生的热气对除气组件的下端进行预热处理;
32.c、本发明中,箱盖机构的锁紧以及除气组件的工作,预热完毕后,随着升降气缸缸杆的不断收缩,驱动齿板下端顶在箱盖体的顶部,并开始向上滑动,直至限位柱抵至在滑移架的底部,在齿板的压紧下可实现箱盖体与铝水除气箱的锁紧;在齿轮的配合下滑移外壳向下移动,并通过旋转式输气管将转轮伸入至铝液内;随后打开惰性气体压力罐阀门,惰性气体通过进气软管进入到进气盘中,并通过惰性气体驱动杆驱动叶轮带动旋转壳体旋转,惰性气体在滑移外壳内通过进气孔进入到滑移外壳中,随后惰性气体通过转轮外部的喷气孔喷出,转轮将气泡打碎成无数小气泡,小气泡在铝液中扩散、上升,从而除去氢气;小气泡在上升过程中,由于表面张力的作用,将一部分夹杂从铝液中带出到液面,形成浮渣从而去除掉铝液中的夹杂;同时,通过转轮的搅拌作用,使得铝液中的合金成分更加均匀,提升产品质量;
33.d、本发明中,除气组件的复位,在对铝液除气完毕后,关闭气源,升降气缸缸杆的伸出,驱动齿板下端离开箱盖体的顶部,配重块下压驱动齿板,此时齿轮逆时针旋转,并将除气组件提起,便于箱盖机构的开启;
34.e、本发明中,箱盖机构的开启,待除气组件和联动组件复位完毕后,打开出铝管外侧的塞堵将铝液排出,随着铝液的不断排出,弹簧顶动铝水除气箱缓慢的上移,此时的扭转弹簧在自身弹力的作用下将旋转壳体缓慢的打开,从而实现了箱盖体的开启。
附图说明
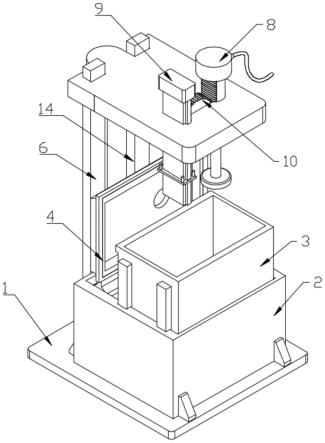
35.图1为本发明铝合金在线真空除气装置的结构示意图;
36.图2为本发明铝合金在线真空除气装置图1的后视图;
37.图3为本发明铝合金在线真空除气装置的平面结构示意图;
38.图4为本发明铝合金在线真空除气装置中图3的a-a剖视图;
39.图5为本发明铝合金在线真空除气装置中图4的b-b剖视图;
40.图6为本发明铝合金在线真空除气装置中图4的c处放大示意图;
41.图7为本发明铝合金在线真空除气装置中图6的局部剖视图。
42.附图标记如下:
43.1-安装底座,2-固定外壳,3-铝水除气箱,4-箱盖机构,5-固定座,6-安装架,7-滑移架,8-除气组件,9-联动组件,10-齿轮,11-弹簧,12-开口槽,13-出铝管,14-升降气缸,
15-预热管,41-箱盖体,42-旋转壳体,43-固定轴,44-扭转弹簧,81-进气盘,82-驱动叶轮,83-进气软管,84-滑移外壳,85-旋转式输气管,86-轴承,87-进气孔,88-转轮,89-喷气孔,91-配重块,92-驱动齿板,93-限位板,94-限位柱。
具体实施方式
44.下面结合附图1-7和实施例对本发明进一步说明:
45.一种铝合金在线真空除气装置,包括安装底座1,所述的安装底座1的上方固定安装有固定外壳2,该固定外壳2内部设置有铝水除气箱3和箱盖机构4,且在铝水除气箱3底部的四角处设置有弹簧11;所述的固定外壳2的外侧还设置有固定座5,该固定座5上安装有安装架6和升降气缸14;所述的安装架6上设置有滑移架7;所述的滑移架7上开设有便于除气组件8和联动组件9安装的通槽,且除气组件8和联动组件9活动连接在通槽内;
46.所述的安装架6上开设有u型槽,所述的滑移架7卡接在安装架6上,并滑动连接,该滑移架7的底部与升降气缸14的气缸杆固定连接;
47.所述的除气组件8和联动组件9之间设置有齿轮10,该齿轮10通过转轴活动连接在通槽的两侧壁上。
48.本实施例中,所述的固定外壳2内部的两侧壁上开设有滑槽;所述的铝水除气箱3的两侧均设置有两个相互平行的滑条;且滑条与滑槽滑动连接;
49.所述的铝水除气箱3的一侧设置有出铝管13,该出铝管13的外端部设置有防止铝液流出的堵头;所述的固定外壳2的侧壁上开设有便于出铝管13上下移动的开口槽12。
50.具体一点的,铝液的倾倒和扣盖,将需要除气的铝液倒入铝水除气箱3中,待铝液充满整个铝水除气箱3的时候,弹簧11受压缩,铝水除气箱3整体下移,此时铝水除气箱3内侧的矩形槽拨动旋转壳体42带动箱盖体41翻转,并扣向铝水除气箱3,实现了箱盖体41与铝水除气箱3的扣合。
51.本实施例中,所述的箱盖机构4包括箱盖体41;所述的箱盖体41的一侧固定安装有旋转壳体42;所述的旋转壳体42活动连接在固定轴43上,该固定轴43的两端与固定外壳2固定连接;
52.所述的旋转壳体42的中间位置设置有开口槽,在开口槽处设置有扭转弹簧44,该扭转弹簧44套接在固定轴43上;
53.所述的箱盖体41上设置有预热管15,该预热管15的孔径大于转轮88的直径。
54.具体一点的,由于除气组件8长期暴露在常温环境下,如果将除气组件8贸然的伸入到铝水中定会发生铝液迸溅,为此需要对除气组件8进行预热处理,在箱盖体41与铝水除气箱3扣合完毕后,升降气缸14的缸杆收缩,带动滑移架7沿着安装架6向下移动,此时除气组件8的下端伸入到预热管15内,铝水除气箱3内的铝液产生的热气对除气组件8的下端进行预热处理。
55.本实施例中,所述的扭转弹簧44的一端抵至在固定外壳2的内壁上,另外一端抵至在铝水除气箱3上;
56.所述的铝水除气箱3靠近箱盖机构4的一侧开设有矩形槽;所述的旋转壳体42呈l状设置,该旋转壳体42远离箱盖体41的一端位于铝水除气箱3侧边的矩形槽内。
57.本实施例中,所述的除气组件8包括滑移外壳84,所述的滑移外壳84的顶部固定安
装有进气盘81,该进气盘81的一侧设置有进气嘴,且进气嘴的外部设置有进气软管83,该进气软管83与惰性气体压力罐连接;所述的进气盘81内设置有驱动叶轮82;
58.所述的驱动叶轮82固定安装在旋转式输气管85上;所述的旋转式输气管85通过轴承86安装在滑移外壳84内部;所述的滑移外壳84的底部与旋转式输气管85之间密封连接。
59.本实施例中,位于滑移外壳84内部的旋转式输气管85端开设有多个进气孔87,且在旋转式输气管85的底部设置有转轮88;所述的转轮88外侧均布有多个喷气孔89。
60.具体一点的,预热完毕后,随着升降气缸14缸杆的不断收缩,驱动齿板92下端顶在箱盖体41的顶部,并开始向上滑动,直至限位柱94抵至在滑移架7的底部,在齿板92的压紧下可实现箱盖体41与铝水除气箱3的锁紧;在齿轮10的配合下滑移外壳84向下移动,并通过旋转式输气管85将转轮88伸入至铝液内;随后打开惰性气体压力罐阀门,惰性气体通过进气软管83进入到进气盘81中,并通过惰性气体驱动杆驱动叶轮82带动旋转壳体42旋转,惰性气体在滑移外壳84内通过进气孔87进入到滑移外壳84中,随后惰性气体通过转轮88外部的喷气孔89喷出,转轮88将气泡打碎成无数小气泡,小气泡在铝液中扩散、上升,从而除去氢气;小气泡在上升过程中,由于表面张力的作用,将一部分夹杂从铝液中带出到液面,形成浮渣从而去除掉铝液中的夹杂;同时,通过转轮88的搅拌作用,使得铝液中的合金成分更加均匀。
61.本实施例中,所述的滑移外壳84横截面呈d形状设置,且在滑移外壳84靠近齿轮10侧设置有齿牙,并与齿轮10啮合连接。
62.本实施例中,所述的联动组件9包括驱动齿板92,该驱动齿板92与齿轮10啮合连接;所述的驱动齿板92的顶部设置有配重块91,且在驱动齿板92的下方设置有限位板93,该限位板93顶部的四角处设置有限位柱94。
63.具体一点的,在对铝液除气完毕后,关闭气源,升降气缸14缸杆的伸出,驱动齿板92下端离开箱盖体41的顶部,配重块91下压驱动齿板92,此时齿轮10逆时针旋转,并将除气组件8提起,便于箱盖机构4的开启;
64.待除气组件8和联动组件9复位完毕后,打开出铝管13外侧的塞堵将铝液排出,随着铝液的不断排出,弹簧11顶动铝水除气箱3缓慢的上移,此时的扭转弹簧44在自身弹力的作用下将旋转壳体42缓慢的打开,从而实现了箱盖体41的开启;
65.一种铝合金在线真空除气工艺,包括以下步骤:
66.第一步、铝液的倾倒和扣盖,将需要除气的铝液倒入铝水除气箱3中,待铝液充满整个铝水除气箱3的时候,弹簧11受压缩,铝水除气箱3整体下移,此时铝水除气箱3内侧的矩形槽拨动旋转壳体42带动箱盖体41翻转,并扣向铝水除气箱3,实现了箱盖体41与铝水除气箱3的扣合;
67.第二步、除气组件8的预热,由于除气组件8长期暴露在常温环境下,如果将除气组件8贸然的伸入到铝水中定会发生铝液迸溅,为此需要对除气组件8进行预热处理,在箱盖体41与铝水除气箱3扣合完毕后,升降气缸14的缸杆收缩,带动滑移架7沿着安装架6向下移动,此时除气组件8的下端伸入到预热管15内,铝水除气箱3内的铝液产生的热气对除气组件8的下端进行预热处理;
68.第三步、箱盖机构4的锁紧以及除气组件8的工作,预热完毕后,随着升降气缸14缸杆的不断收缩,驱动齿板92下端顶在箱盖体41的顶部,并开始向上滑动,直至限位柱94抵至
在滑移架7的底部,在齿板92的压紧下可实现箱盖体41与铝水除气箱3的锁紧;在齿轮10的配合下滑移外壳84向下移动,并通过旋转式输气管85将转轮88伸入至铝液内;随后打开惰性气体压力罐阀门,惰性气体通过进气软管83进入到进气盘81中,并通过惰性气体驱动杆驱动叶轮82带动旋转壳体42旋转,惰性气体在滑移外壳84内通过进气孔87进入到滑移外壳84中,随后惰性气体通过转轮88外部的喷气孔89喷出,转轮88将气泡打碎成无数小气泡,小气泡在铝液中扩散、上升,从而除去氢气;小气泡在上升过程中,由于表面张力的作用,将一部分夹杂从铝液中带出到液面,形成浮渣从而去除掉铝液中的夹杂;同时,通过转轮88的搅拌作用,使得铝液中的合金成分更加均匀;
69.第四步、除气组件8的复位,在对铝液除气完毕后,关闭气源,升降气缸14缸杆的伸出,驱动齿板92下端离开箱盖体41的顶部,配重块91下压驱动齿板92,此时齿轮10逆时针旋转,并将除气组件8提起,便于箱盖机构4的开启;
70.第五步、箱盖机构4的开启,待除气组件8和联动组件9复位完毕后,打开出铝管13外侧的塞堵将铝液排出,随着铝液的不断排出,弹簧11顶动铝水除气箱3缓慢的上移,此时的扭转弹簧44在自身弹力的作用下将旋转壳体42缓慢的打开,从而实现了箱盖体41的开启。
71.工作原理:
72.本发明中,铝液的倾倒和扣盖,将需要除气的铝液倒入铝水除气箱3中,待铝液充满整个铝水除气箱3的时候,弹簧11受压缩,铝水除气箱3整体下移,此时铝水除气箱3内侧的矩形槽拨动旋转壳体42带动箱盖体41翻转,并扣向铝水除气箱3,实现了箱盖体41与铝水除气箱3的扣合;
73.除气组件8的预热,由于除气组件8长期暴露在常温环境下,如果将除气组件8贸然的伸入到铝水中定会发生铝液迸溅,为此需要对除气组件8进行预热处理,在箱盖体41与铝水除气箱3扣合完毕后,升降气缸14的缸杆收缩,带动滑移架7沿着安装架6向下移动,此时除气组件8的下端伸入到预热管15内,铝水除气箱3内的铝液产生的热气对除气组件8的下端进行预热处理;
74.箱盖机构4的锁紧以及除气组件8的工作,预热完毕后,随着升降气缸14缸杆的不断收缩,驱动齿板92下端顶在箱盖体41的顶部,并开始向上滑动,直至限位柱94抵至在滑移架7的底部,在齿板92的压紧下可实现箱盖体41与铝水除气箱3的锁紧;在齿轮10的配合下滑移外壳84向下移动,并通过旋转式输气管85将转轮88伸入至铝液内;随后打开惰性气体压力罐阀门,惰性气体通过进气软管83进入到进气盘81中,并通过惰性气体驱动杆驱动叶轮82带动旋转壳体42旋转,惰性气体在滑移外壳84内通过进气孔87进入到滑移外壳84中,随后惰性气体通过转轮88外部的喷气孔89喷出,转轮88将气泡打碎成无数小气泡,小气泡在铝液中扩散、上升,从而除去氢气;小气泡在上升过程中,由于表面张力的作用,将一部分夹杂从铝液中带出到液面,形成浮渣从而去除掉铝液中的夹杂;同时,通过转轮88的搅拌作用,使得铝液中的合金成分更加均匀;
75.除气组件8的复位,在对铝液除气完毕后,关闭气源,升降气缸14缸杆的伸出,驱动齿板92下端离开箱盖体41的顶部,配重块91下压驱动齿板92,此时齿轮10逆时针旋转,并将除气组件8提起,便于箱盖机构4的开启;
76.箱盖机构4的开启,待除气组件8和联动组件9复位完毕后,打开出铝管13外侧的塞
堵将铝液排出,随着铝液的不断排出,弹簧11顶动铝水除气箱3缓慢的上移,此时的扭转弹簧44在自身弹力的作用下将旋转壳体42缓慢的打开,从而实现了箱盖体41的开启。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1